(54) СТАНОК-АВТОМАТ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КРУГЛОГО ПРОКАТА
1
Изобретение относится к станкостроению и обработке металлов резанием.
Известен многошпиндельный токарный прутковый автомат, содержащий станину, поворотный шпиндельный барабан со шпинделями и механизмом зажима и подачи прутка, продольный суппорт с упором ограничения перемеш.ения заготовки и систему подачи и возврата СОЖ 1.
Недостатками указанной системы подачи и возврата СОЖ являются неконтролируемая циркуляция и разбрызгивание охлаждающей жидкости и загрязненность окружающей среды при использовании трубных заготовок.
Цель изобретения - улучшение условий труда и исключение загрязнения окружающей сред,ы и оборудования.
Цель достигается тем, что станок снабжен размещенной в обрабатываемой детали пробкой с заходным конусом, базовой и уплотнительной частями и хвостовиком, а суппорт оснащен толкателем, установленным на упоре с возможностью взаимодействия с хвостовиком пробки, ограничивающего выдвижение заготовки перед обработкой очередной детали.
При этом толкатель, упираясь в хвостовую упорную часть пробки, перемещает ее всякий раз последовательно на размер, несколько больший габаритов обрабатываемой детали. Наличие конусной заходной части у пробки облегчает ее установку в отверстии трубной заготовки, а цилиндрическая базовая и эластичная уплотнительная части удерживают пробку концентрично относительно оси заготовки и изолируют левую часть ее от СОЖ, чем исключается загрязнение окружающей среды.
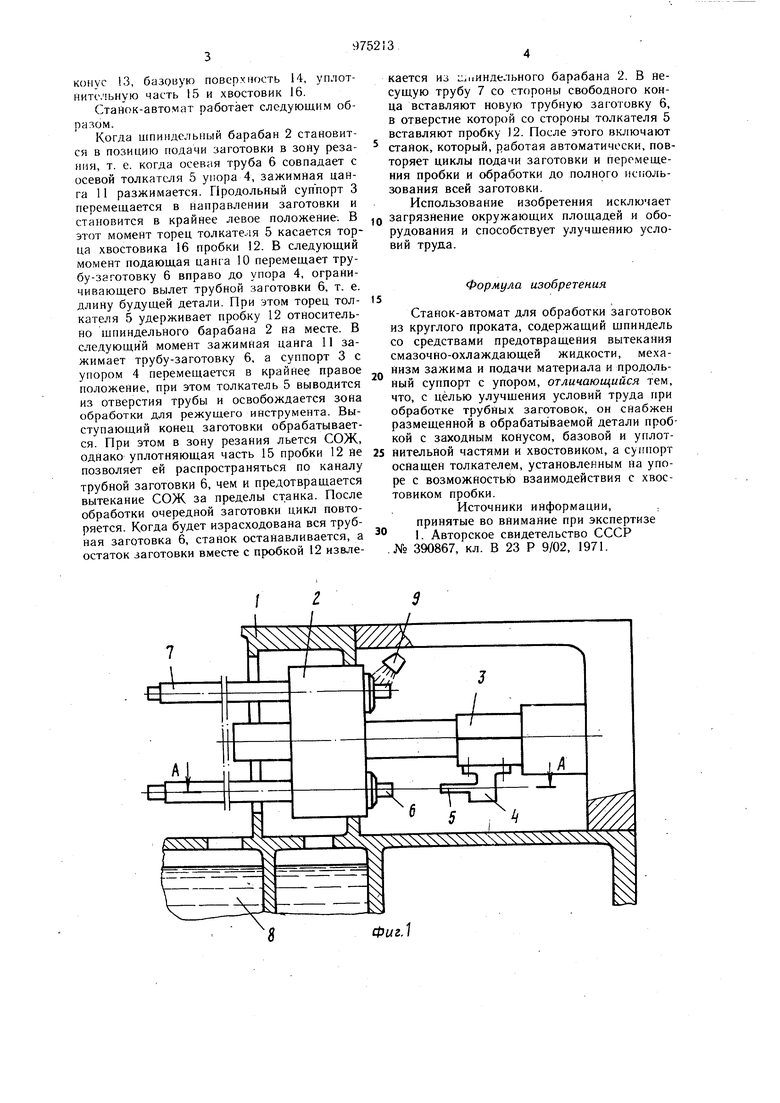
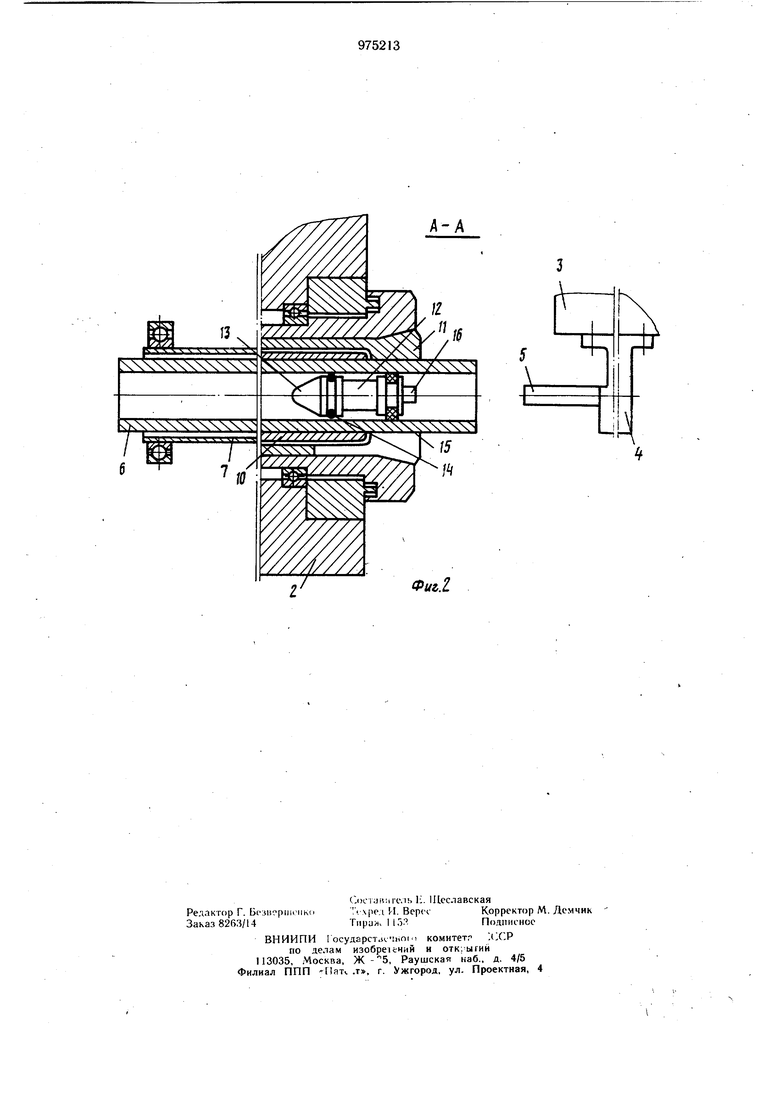
На фиг. 1 изображен предлагаемый станок; На фиг. 2 - разрез А-А на фиг. 1.
Станок включает станину 1, поворотный шпиндельный барабан 2, продольный суппорт 3 с закрепленным на нем упором 4, который снабжен толкателем 5. Обрабатываемая заготовка-труба 6 размещена в несущей трубе 7. Станок имеет резервуар 8 для 20 СОЖ и сопло 9 для ее подачи в зону резания. Для подачи и зажима заготовки-трубы 6 имеются соответственно подающая 10 и зажимная 11 цанги. В отверстие трубы 6 вставлена пробка 12, имеющая заходный
конус 13, базовую поверхность 14, уплотнительную часть 15 и хвостовик 16.
Станок-автомат работает следующим образом.
Когда ЦЕПиндельный барабан 2 становится в позицию подачи заготовки в зону резания, т. е. когда осевая труба 6 совпадает с осевой толкателя 5 упора 4, зажимная цанга 11 разжимается. Продольный суппорт 3 перемещается в направлении заготовки и становится в крайнее левое положение. В этот момент торец толкате.ля 5 касается торца хвостовика 16 пробки 12. В следующий момент подающая цанга 10 перемещает трубу-заготовку 6 вправо до упора 4, ограничивающего вылет трубной заготовки 6, т. е. длину будущей детали. При этом торец толкателя 5 удерживает пробку 12 относительно шпиндельного барабана 2 на месте. В следующий момент зажимная цанга 11 зажимает трубу-заготовку 6, а суппорт 3 с упором 4 перемещается в крайнее правое положение, при этом толкатель 5 выводится из отверстия трубы и освобождается зона обработки для режущего инструмента. Выступающий конец заготовки обрабатывается. При этом в зону резания льется СОЖ, однако уплотняющая часть 15 пробки 12 йе позволяет ей распространяться по каналу трубной заготовки 6, чем и предотвращается вытекание СОЖ за пределы станка. После обработки очередной заготовки цикл повторяется. Когда будет израсходована вся трубная заготовка 6, станок останавливается, а остаток заготовки вместе с пробкой 12 извлекается из шпиндельного барабана 2. В несущую трубу 7 со стороны свободного конца вставляют новую трубную заготовку 6, в отверстие которой со стороны толкателя 5 вставляют пробку 12. После этого включают
станок, который, работая автоматически, повторяет циклы подачи заготовки и перемещения пробки и обработки до полного исг.ользования всей заготовки.
Использование изобретения исключает
загрязнение окружающих площадей и оборудования и способствует улучшению условий труда.
Формула изобретения
Станок-автомат для обработки заготовок из круглого проката, содержащий шпиндель со средствами предотвращения вытекания смазочно-охлаждающей жидкости, механизм зажима и подачи материала и продольный суппорт с упором, отличающийся тем, что, с целью улучшения условий труда при обработке трубных заготовок, он снабжен размещенной в обрабать1ваемой детали пробкой с заходным конусом, базовой и уплотнительНой частями и хвостовиком, а суппорт оснащен толкателем, установленным на упоре с возможностью взаимодействия с хвостовиком пробки.
Источники информации,.
принятые во внимание при экспертизе 1. Авторское свидетельство СССР .№ 390867, кл. В 23 Р 9/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Автоматический токарный станок | 1982 |
|
SU1026972A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| АВТОМАТ ДЛЯ ОБТОЧКИ И ПОДРЕЗКИ ШТУЧНЫХ ЗАГОТОВОК С ДВУХ КОНЦОВ | 1965 |
|
SU169375A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| Токарный автомат | 1985 |
|
SU1332663A1 |
Фиг.1
А-А
Фиг,.1
