(21)4001593/25-27
(22)10.11.85
(46) 15.12.88. Бюл. № 46
(72) В.В.Суров, В.П.Барабашкин,
С.А.Федоров и Л.С.Осипова
(53)621.791.03(088.8)
(56)Патент ОМ № 3991985, кл. 266-51, 1976.
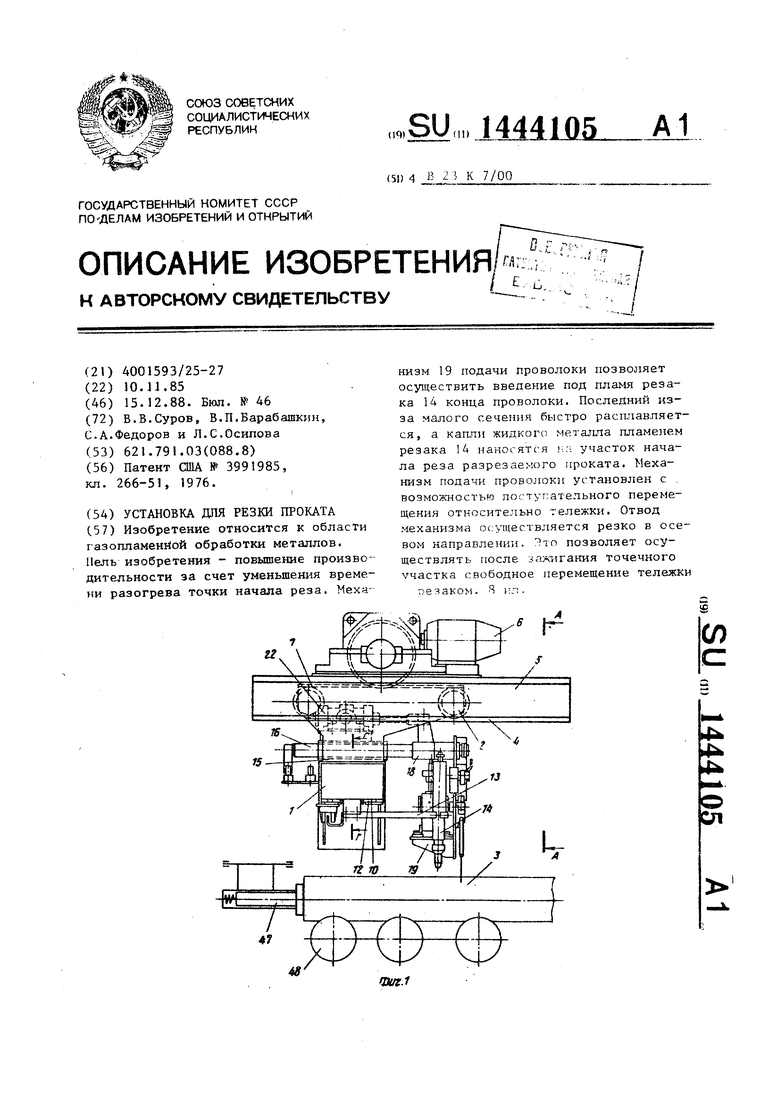
(54)УСТАНОВКА ДЛЯ РЕЗКИ ПРОКАТА
(57)Изобретение относится к области газопламеийой обработки металлов, Пель изобретения - повышение производительности за счет уменьшения време- и разогрева точки начала реза. Механизм 19 подачи проволоки позволяет осуществить введение под пламя резака 14 конца проволоки. Последний из- за малого сечення быстро расплавляется, а капли жидког) Merajuna пламенем резака 14 наносятся .,- участок начала реза разрезаемого проката. Механизм подачи проволоки установлен с . возможностью постугтательного перемещения относительно тележки. Отвод механизма ос;уществляется резко в осевом направлении, то позволяет осуществлять после зажигания точечного участка свободное перемещение тележки оезаком. Ч ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Установка для резки проката круглого сечения | 1980 |
|
SU903007A1 |
| Устройство для термической обрезки конца трубы | 1980 |
|
SU967707A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Устройство для термической резки профильного проката | 1981 |
|
SU975272A1 |
| Устройство для резки колец на сегменты | 1985 |
|
SU1279769A1 |
| Устройство для термической обрезки торцов труб с одновременной резкой конца,идущего в отход на части | 1982 |
|
SU1041246A1 |
| Устройство для перемещения и сбрасывания отрезанных заготовок | 1981 |
|
SU984736A1 |
| Устройство для кислородной резки проката круглого сечения | 1978 |
|
SU738796A1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |

гг
(Л
fSlff.f
Изобретение отиоснтпя к газопламенной обработке металлов, а точнее к устройствам для изг отовления заготовок из проката круглого сечения.
Цель изобретения - повышение производительности резки проката.
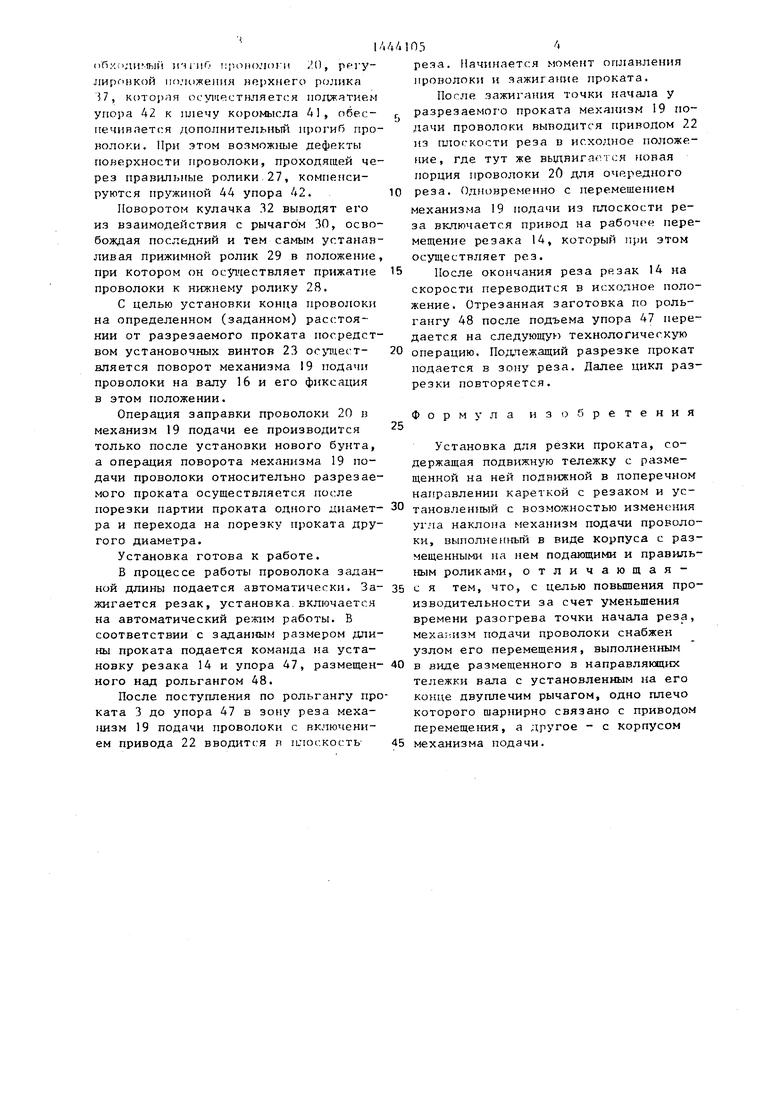
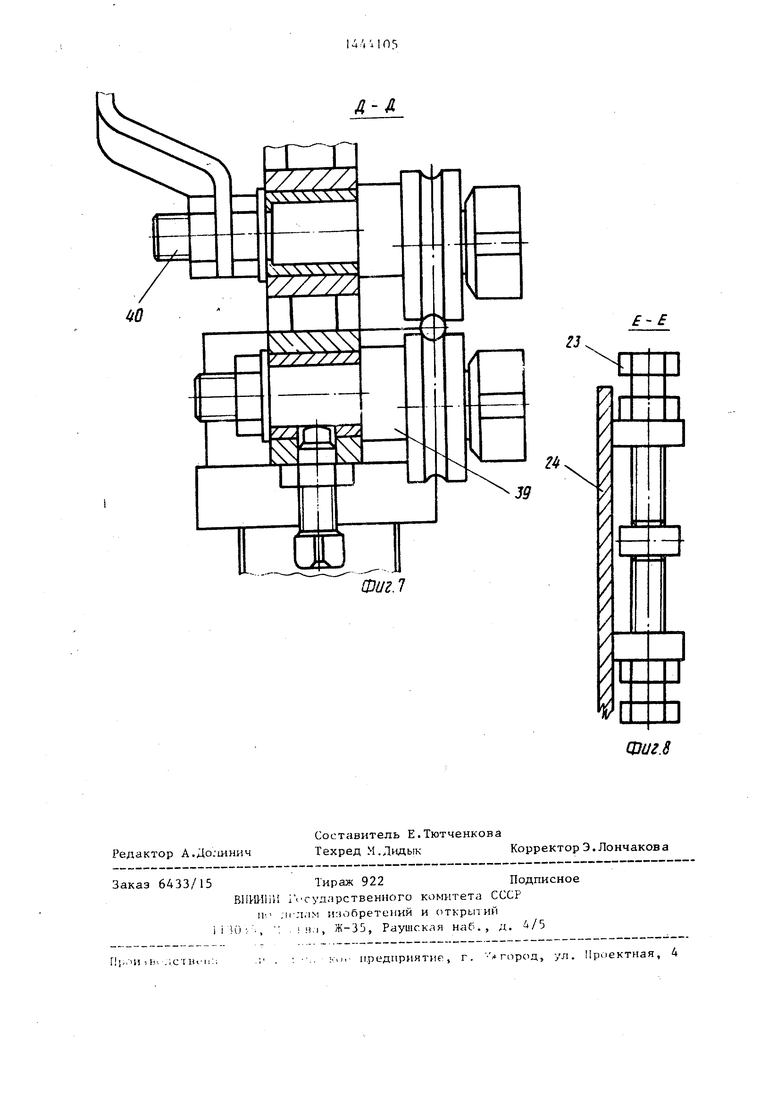
На фи1. изображена установка со стороны обслуживания, общий вид; на фиг.2 - то же, вид сбоку со стороны механизма подачи проволоки, разрез А-А на фиг.1; на фиг.З - то же, узел I на фиг.2; на фиг.4 - то же, разрез Б-Б на фиг.2; на фиг.З - то же, разрез В-В на фиг.2; на фиг.6 - то же, разрез Г-Г на фиг.1; на фиг,7 - то же, разрез Л-Д на фиг.З; на фиг.8 - то же, разрез Е-Е на фиг,2.
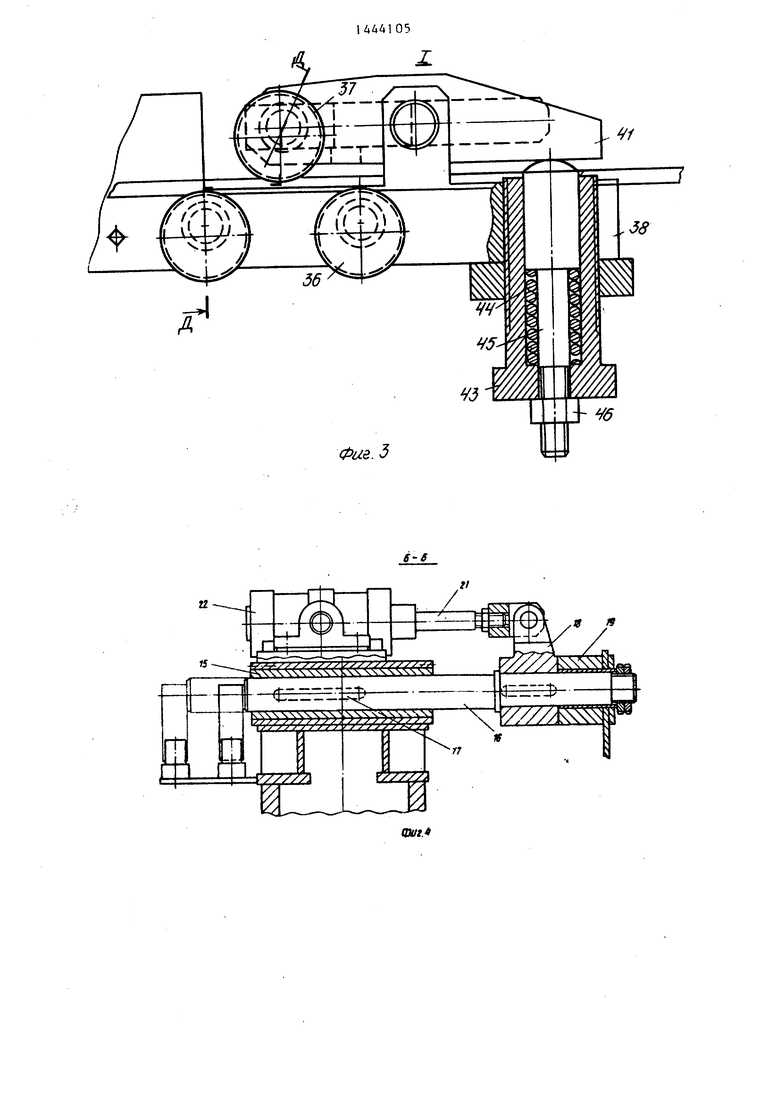
Установка для резки проката содер- жич телшжку 1 с катками 2, перемещающун)ся вдоль разрезаемого проката 3 по направ.аяклцим 4 эстакады 5 от привода 6 через реечную передачу 7. В корпусе тележки 1 смонтирована с возможностью перемещения от привода 8 через винтовую пару 9 в поперечном относительно проката 3 направлении по направляющим 10 каретка 11 с катками 12. На каретке 11 с помол1ью держателя 13 закреплен резак 14, В корпусе тележки в направляю- 1Щ1Х 15 размещен вал 16 со скользящей шпонкой 17, на конце которого установлены двуплечий рычаг 18 и механизм 19 подачи проволоки 20.
Одно плечо рычага 18 шарйирно связано с подвижным штоком 21 привода 22 осевого перемещения относительно разрезаемого проката механизма 19 подачи проволоки, а другое его плечо через установочные винты 23 взаимодействуют с корпусом 24 механизма 19 подачи проволоки.
Механизм 19 подачи проволоки вы- полнен в виде размещенных на корпусе 24 проводки 25 подающих (тянущих) 26 и холостых правильных 27 роликов.
Тянущие 26 ролики содержат нижний
проводной ролик 28 и прижимной ролик
29, установленный на оси качающегося рычага 30, размещенного между подпружиненным регулируемым упором 31 и отжимным кулачком 32 с подпружиненным фиксатором 33 в виде винта 34 и пружины 35.
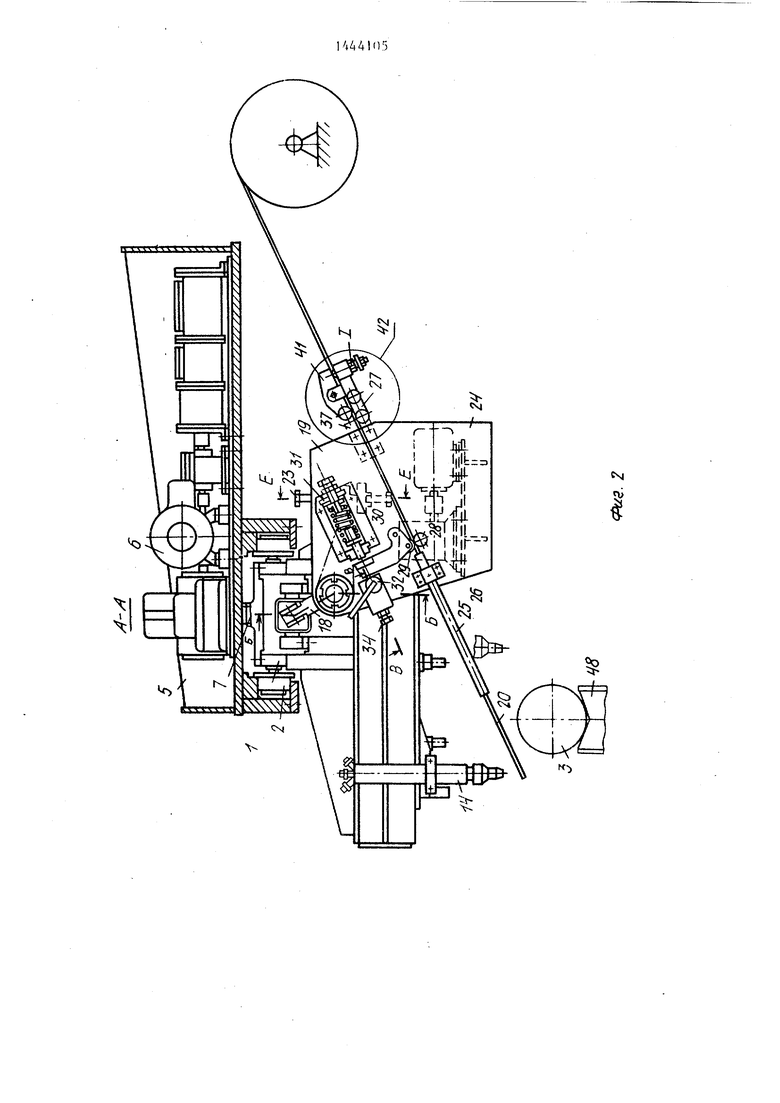
Холостые правильные ролики 27 (два опорных 36 и отжимной 37) рззме щены на кронштейне 38, жестко с ;лзал
nu--i I.; к;ч 11У ч i Л));) ши- них опор- Hhix ролика 56 yc i )i)ji(4ii)i на 3Kcneiri- ричных ос:ях 39, л fu jiXHuij 37 - -на экспеитрично и: ч iO, 1-монтирован-- ruifK- yci anotiJieHHOi o на оси коромысла Л1. Лругое плечо коромысла 41 опираетс.я на упор 42, выполненный в В1ЩС установленного внутри пустотелого винта 41, подиружинеп- ного посредством пружины 44 штока 45 с гайкой 46. Подлежащий порезке прокат 3 транспортируется к месту реза до упора 47 ролм ангом 48.
Устройство работает следующим образом.
В перконачальный момент все механизмы находятся в исходном положении.
Резак 14 расположен с левой стороны по ходу движения разрезаемого проката 3 и установлен по вертикали на эгщаниом расстоянии от его горизонтальной к;1сательной. Механизм 19 по- дачя т;|- ;1юлоки 20 располагается вне luicicKO iru поперечного перемещения резака (плоскости реза).
Поворотом эксце1 Тричной оси 40 осушес тнляется поворот устан(5вленно- го на ней отжимного ролика 37, который при этом отводится от нижних опорных роликов 36 (фиг.З и 7). Кулачок 32 разворачивается до момента, когда его выступающая часть начнет взаимодействовать с рычагом 39 и в этом положении стопорится фиксатором 33. При этом рычаг 30 под действием кулачка 32, отклоняясь и отжимая подпружиненньй упор 31, отводит установленный на кем прижимной ролик 29 от нижнего приводного ролика 28.
Затем свободно производится заправка переднего конца проволоки, намотанной на катушку в бунт, через правильные 27, тянущие 26 ролпки и проводку 25.
Затем поворотом эксце 1Тр1;чной оси 40 в обратную сторону отжимной ролик 37 подводится к нижним опорным ролп- кам 36.
В процессе работы для иозможностп осуществления правки проги локи в зависимости от ее кривизны, диаметра и материала нижние правильные ро.чики 36 устанавливаются регулировкоя чК -- центрич1{ых осей 39 и их стоиореип :м в необходимом положении.
В том случае, егля ре j y.lнpl;i :.;;; нижних ролико 56 не достигастгл :,-:е1
(i6.4onnN)biii ичгнО iijioiH Jiorii / (), pfry- лирг нкой 1К):и1жения HRpxnero ролика J7, которая осу1честнляетс:я iiojwaTneM упора 42 к плечу коромысла 41, обес- печинается дополнительный прогиб проволоки. При этом возможные дефекты поверхности проволоки, проходящей через правильные ролики 27, компенсируются пружиной 44 упора 42.
Поворотом кулачка 32 выводят его из взаимодействия с рычагом 30, освобождая последний и тем самым устанавливая прижимной ролик 29 в положение при котором он осумествляет прижатие проволоки к нижнему ролику 28.
С целью установки конца проволоки на определенном (заданном) расстоянии от разрезаемого проката посредством установочных винтов 23 осутцест- вляется поворот механизма 19 подачи проволоки на валу 16 и его фиксация в зтом положении.
Операция заправки проволоки 20 н механизм 19 подачи ее производится только после установки нового бунта, а операция поворота механизма 19 подачи проволоки относительно разрезаемого проката осуществляется после порезки партии проката одного диамет- ра и перехода на порезку проката другого диаметра.
Установка готова к работе.
В процессе работы проволока заданной длины подается автоматически. За- жигается резак, установка.включается на автоматический режим работы. В соответствии с заданным размером длины проката подается команда на установку резака 14 и упора 47, размещен- ного над рольгангом 48.
После поступления по рольгангу проката 3 до упора 47 в зону реза механизм 19 подачи проволоки с включением привода 22 вводитс;я п 1сюскость
1054
реза. Р1ачинаетс:я момент оплавления проволоки и зажигание проката.
После зажигания точки начала у разрезаемого проката механизм 19 подачи проволоки выводится приводом 22 из плоскости реза в исходное положение, где тут же выдяигао.тся новая порция проволоки 20 для очр.редного реза. Одновременно с перемешением механизма 19 подачи из плоскости реза включается привод на рабочее перемещение резака 14, который при этом осуществляет рез.
После окончания реза резак 14 на скорости переводится в исходное положение. Отрезанная заготовка по рольгангу 48 после подъема упора 47 передается на следующую технологическую операцию. Подпежащий разрезке прокат подается в зону реза. Далее цикл разрезки повторяется.
Формула изобретения
Установка для резки проката, содержащая подвижную тележку с размещенной на ней подв}1жной в поперечном направлении кареткой с резаком и установленный с возможностью изменения угла наклона механизм подачи проволоки, выполненный в виде корпуса с размещенными на нем подающими и правильным роликами, отличающая- с я тем, что, с целью повышения производительности за счет уменьшения времени разогрева точки начала реза, меха;-,изм подачи проволоки снабжен узлом его перемещения, выполненным в виде размещенного в направляющих тележки вала с установленным на его конце двуплечим рычагом, одно плечо которого шарнирно связано с приводом перемещения, а другое - с корпусом механизма подачи.
tsi
§
Л4г
f
Фие. J
22
iL
«Г Я
Ж
П
13 И
J4
А
39
Фиг Л
Фиг.8
