с деталью поверхность Е и перемычкой 9, имеющей контактирующую с деталью i поверхность Ж. ,
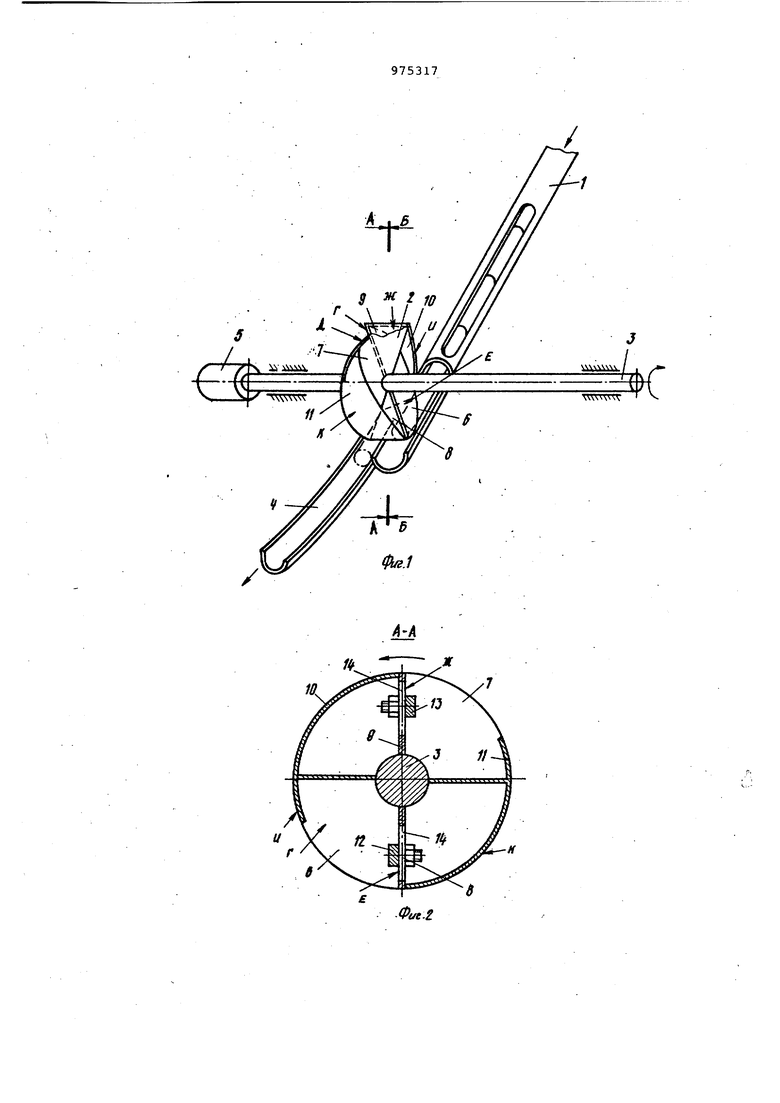
При этом отсёкающ&я поверхность кулачка 2 образована клиновидными лепестками, соединенными с наружными радиусными образующими секторов: лепестком 10, имеющим поверхность И, и лепестком 11, имеющим поверхность К.
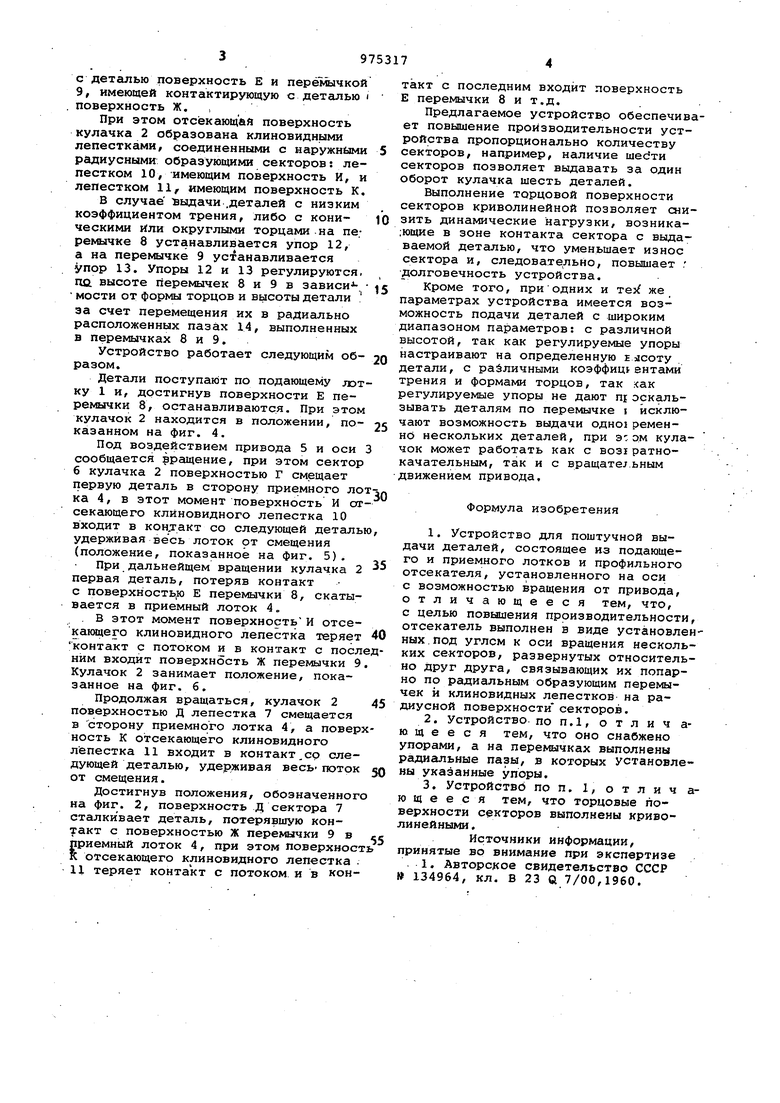
В случае выдачи .деталей с низким коэффициентом трения, либо с коническими Или округлыми торцами на пе; ремычке 8 устанавливается упор 12, а на перемычке 9 устанавливается упор 13. Упоры 12 и 13 регулируются, па высоте перемычек 8 и 9 в зависи -
мости от формы торцов и высоты детали за счет перемещения их в радиально расположенных пазах 14, выполненных в перемычках 8 и 9.
Устройство работает следующим образом.
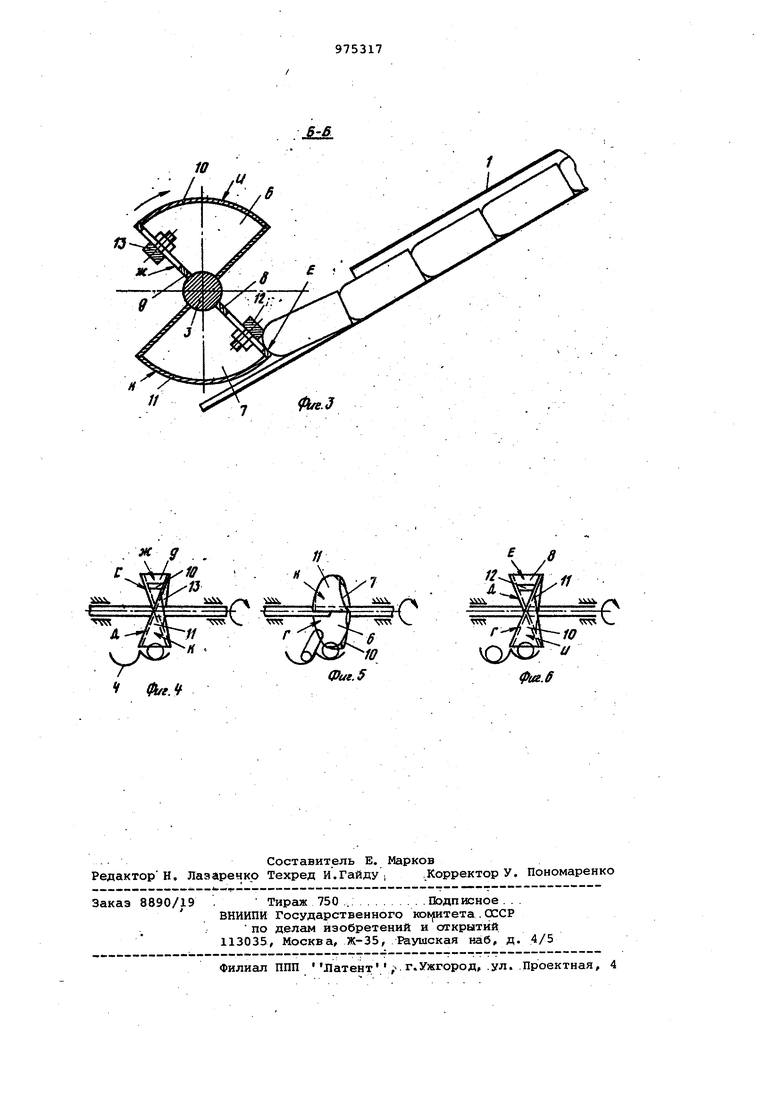
Детали поступают по подающему лэтку 1 и, достигнув поверхности Е перемычки 8, останавливаются. При этом кулачок 2 находится в положении, показанном на фиг. 4.
Под воздействием привода 5 и оси 3 сообщается вращение, при этом сектор б кулачка 2 поверхностью Г смещает первую деталь в сторону приемного лот ка 4, в этот момент поверхность И агсекающего клиновидного лепестка 10 входит в кон,такт со следующей деталью удерживая весь лоток от смещения (положение, показанное на фиг. 5) .
При дальнейщем вращении кулачка 2 первая деталь, потеряв контакт с поверхность,ю Е перемычки 8, скатывается в приемный лоток 4„
. В этот момент поверхность И отсекающего клиновидного лепестка теряет контакт с потоком и в контакт с послним входит поверхность Ж перемычки 9 Кулачок 2 занимает положение, показанное на фиг. б.
Продолжая вращаться, кулачок 2 поверхностью Д лепестка 7 смещается в сторону приемного лотка 4, а поверность К отсекающего клиновидного лепестка 11 входит в контакт,со следующей деталью, удерживая весь- поток от смещения.
Достигнув положения, обозначенног на фиг. 2, поверхность Д сектора 7 сталкивает деталь, потерявшую с поверхностью Ж перемычки 9 в приемный лоток 4, при этом поверхност К отсекающего клиновидного лепестка .
11 теряет контакт с потоком, и в контакт с последним входит поверхность Е перемычки 8 и т.д.
Предлагаемое устройство обеспечивет повышение производительности устройства пропорционально количеству секторов, например, наличие секторов позволяет выдавать за один оборот кулачка шесть деталей.
Выполнение торцовой поверхности секторов криволинейной позволяет снизить динамические нагрузки, возника;ющие в зоне контакта сектора с выдаваемой деталью, что уменьшает износ сектора и, следовательно, повышает . долговечность устройства.
Кроме того, при одних и тег( же параметрах устройства имеется возможность подачи деталей с широким диапазоном параметров: с различной высотой, так как регулируемые упоры настраивают на определенную Е лсоту детали, с различными коэффиц1 ентами трения и формами торцов, так .ак регулируемые упоры не дают щ эскальзывать деталям по перемычке i исключают возможность выдачи одно ременно нескольких деталей, при э: эм кулачок может работать как с воз1ратнокачательным, так и с вpaщaтe.ьным движением привода.
Формула изобретения
1.Устройство для поштучной выдачи деталей, состоящее из подающего и приемного лотков и профильного отсекателя, установленного на оси
с возможностью вращения от привода, отличающееся тем, что, с целью повышения производительност отсекатель выполнен в виде установл ных.под углем к оси вращения несколких секторов, развернутых относително Друг друга, связывающих их попарно по радиальным образующим перемычек и клиновидных лепестков на радиусной поверхности секторогв.
2.Устройство ПОП.1, отлич ю щ е е с я тем, что оно снабжено упорами, а на перемычках выполнены радиальные пазы, в которых установлны указанные упоры.
3.Устройство по п. 1, отлич ю щ е е с я тем, что торцовые поверхности секторов выполнены криволинейными.
Источники информации, принятые во внимание при экспертизе
. 1. Авторское свидетельство СССР I 134964, кл. В 23 U 7/00,1960. А . 5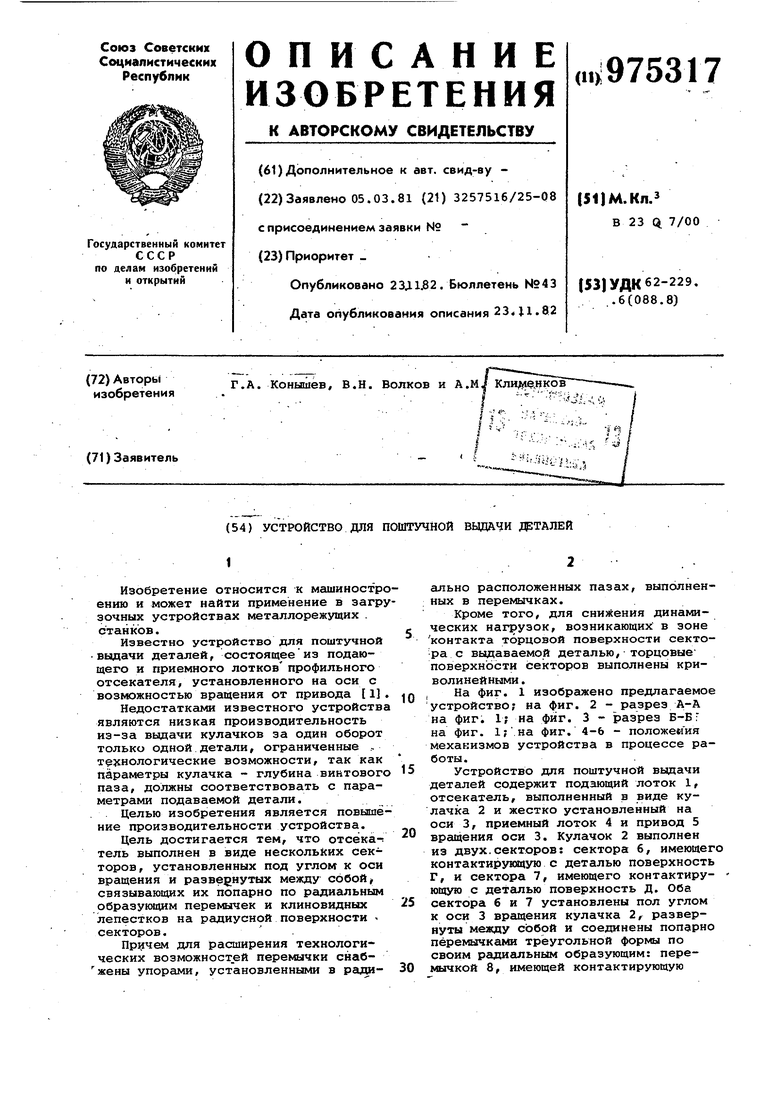
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1986 |
|
SU1397246A2 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Многопозиционная электроконтактная установка для нагрева изделий | 1987 |
|
SU1447880A1 |
| Загрузочное устройство | 1981 |
|
SU965718A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1974 |
|
SU543064A1 |
| Загрузочное устройство | 1982 |
|
SU1089874A1 |
| Устройство для разделения потока деталей | 1986 |
|
SU1357187A1 |
| Многопозиционная установка для электроконтактного нагрева заготовок | 1989 |
|
SU1766973A1 |
| Устройство для подачи комплекта деталей | 1985 |
|
SU1313637A1 |
,&А
fkfe.3
f / //
ЛЛх . a W
/J NOa if
ттаЧ
Фиг. 5
Ф(Л.б
