(54) УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ОБРАБОТКИ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Способ управления точностью продольной геометрии деталей на бесцентровошлифовальных станках | 1986 |
|
SU1437200A1 |
| Устройство автоматического контроля процесса шлифования деталей | 1987 |
|
SU1504076A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ПЕРЕГРУЗОК, ВОЗНИКАЮЩИХ В ПРОЦЕССЕ ШЛИФОВАНИЯ НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2106235C1 |
1
Изобретение относится к станкам и устройствам для бесцентровой обработки деталей.
По основному авт. св. № 462703 известно устройство, включающее ведущий и шлифовальный круги и прижимной элемент в виде ролика, который выполняет роль дополнительного шлифовального круга, причем шлифовальные круги установлены симметрично относительно плоскости, проходящей через оси вращения детали и ведущего круга }.
В известном устройстве шпиндели шлифовальных кругов крепятся в жестко закрепленной шлифовальной бабке, что не позволяет равномерно распределить между ними величииу припуска, снимаемого с обрабатываемой детали.
Целью изобретения является обеспечение равномерного распределения между шлифовальн1 ми кругами величины припуска, снимаемого с обрабатываемой детали.
Поставленная цель достигается тем, что шлифовальные круги установлены в одной шлифовальной бабке, имеющей возможность
поворота вокруг оси, расположенной в плоскости симметрии щлифовальных кругов.
Такое конструктивное решение позволяет улучшить качество обрабатываемых деталей, так как обеспечивает постоянный контакт этих деталей одновременно с двумя шлифовальными кругами и тем самым дает возможность равномерно распределить между ними величину припуска, снимаемого с детали.
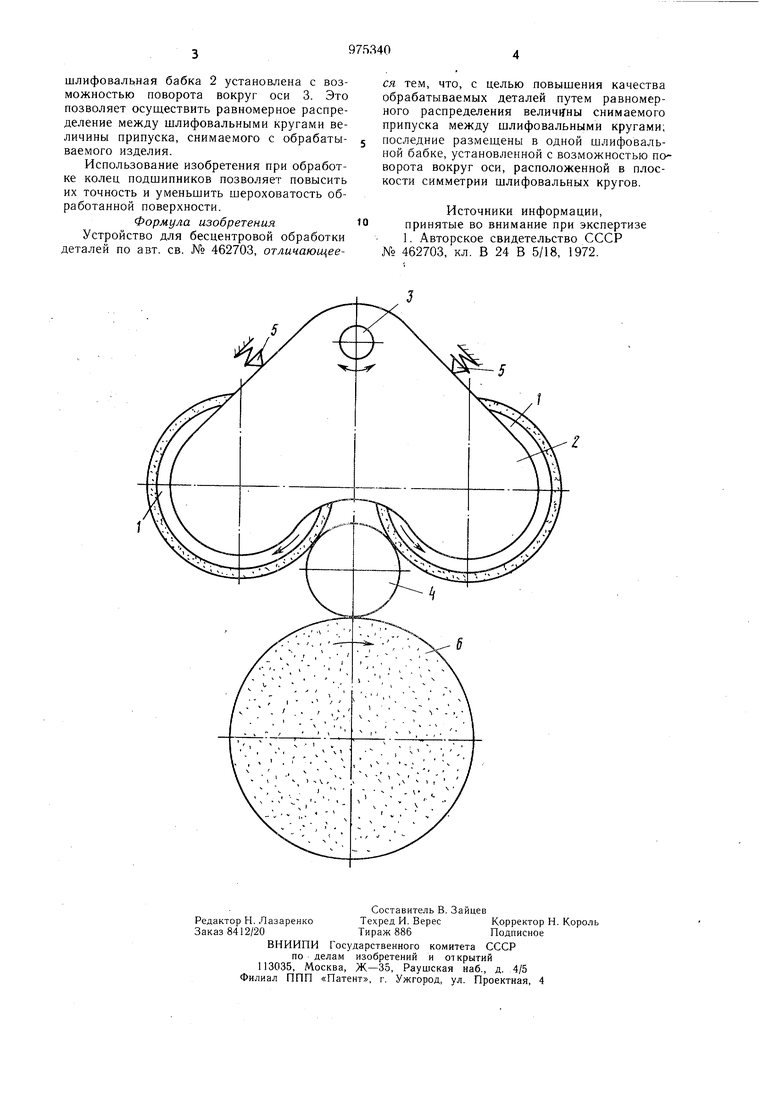
На чертеже изображено предлагаемое устройство.
Устройство для бесцентровой обработки деталей включает два шлифовальных круга .1, установленных в одной шлифовальной бабке 2, которая имеет воз1« ожность поворота вокруг оси 3. Величина поворота бабки зависит от величины снимаемого припуска и диаметра детали 4 и регулируется подпружиненными упорами 5. Кроме того, устройство включает ведущий круг 6.
Устройство работает следующим образом.
Деталь 4, которая вращается и перемещается ведущим кругом 6, постоянно контактирует одновременно с двумя шлифовальными кругами 1 благодаря тому, что
