(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПОЛОСБ1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок полосы | 1981 |
|
SU946700A1 |
| Способ производства холоднокатаной ленты | 1982 |
|
SU1044349A1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| Устройство для обработки кромок полосового материала | 1982 |
|
SU1097453A1 |
| Стан холодной прокатки сварной полосы | 1985 |
|
SU1292851A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Устройство для зачистки кромок листа | 1971 |
|
SU452474A1 |
| Станок для многопозиционной притирки клапанов | 1985 |
|
SU1315249A1 |
| Устройство для обвязки изделий проволокой | 1985 |
|
SU1261844A2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С МЕТАЛЛИЧЕСКИХ ПОЛОС | 1996 |
|
RU2111816C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в цехах холодной прокатки, преимущественно при обработке труднодеформируемых сталей и сплавов.
Известно устройство для обработки кромок полосы, содержащее каретку с зачистной головкой, узел прижима зачистной головки к кромке полосы и механизм вертикального перемещения зачистной головки, выполненный в виде кривошипного механизма 1.
Однако это устройство не позволяет получить достаточно высокое качество обработки кромок полосы, так как абразивная обработка сопровождается образованием частиц износа круга и металлической пыли, попадающей на обрабатываемую полосу.
Целью изобретения является повышение качества обработки кромок полосы путем обкатывания ее калибровочным валком.
Цель достигается тем, что зачистная головки выполнена в виде многогранной призмы и связана с калибровочным валком посредством введенной в устройство червячной передачи, червяк которой установлен на оси калибровочного валка, а червячное колеСО связано с кривошипным механизмом зачистной головки.
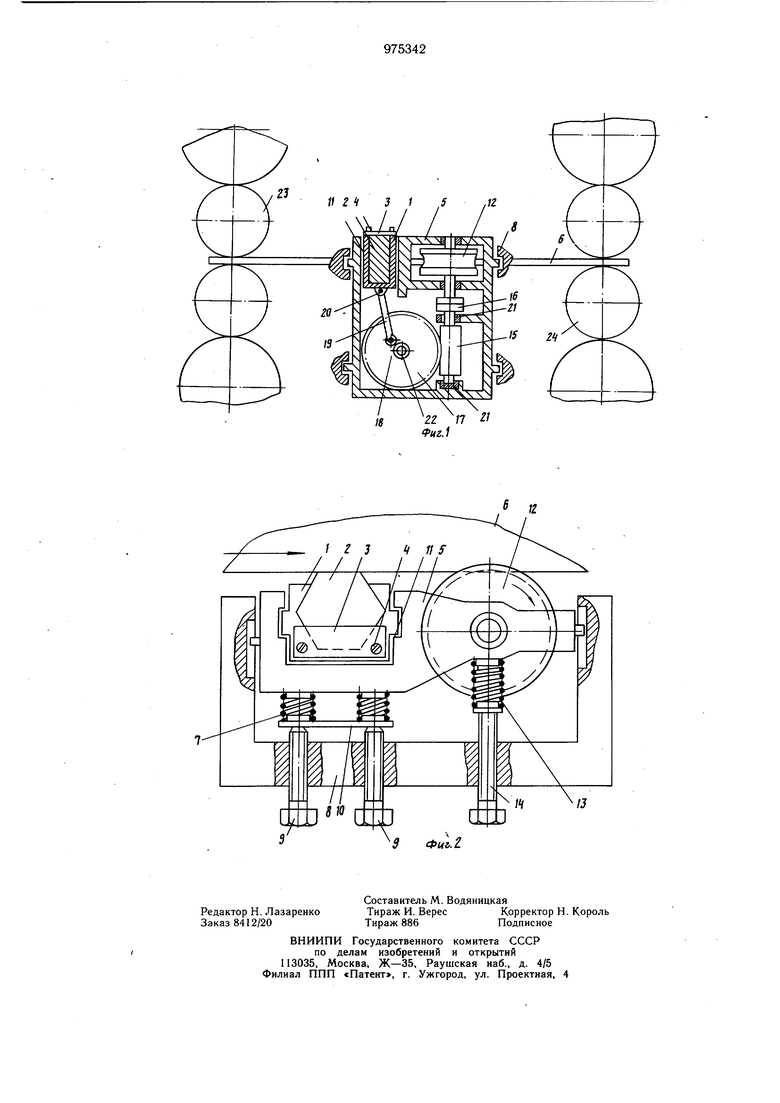
На фиг. 1 дано устройство, разрез; на фиг. 2 - то же, вид сверху.
Устройство для обработки кромок полосы состоит из каретки 1 с жестко установленной в ней зачистной головкой 2 в виде многогранной призмы. Зачистная головка 2 крепится к каретке 1 планкой 3 и винтом 4. Каретка 1 установлена в мосте 5 и имеет узел прижима к кромкам полосы 6.
10 Узел прижима состоит из пружин 7, смонтированных в раме 8 и снабженных винтом 9 и планкой 10 для регулирования усилия прижима зачистной головки 2 к кромке полосы 6.
Каретка 1 с зачистной головкой 2 уста15новлена с возможностью вертикального перемещения в направляющих 11. Устройство для обработки кромок полосы имеет обкатывающий холостой валок 12 с калиброванной бочкой. Валок 12 поджимается
20 к кромке полосы 6 при помощи пружины 13 с регулировочным винтом 14.
Механизм вертикального перемещения каретки (фиг. 1) состоит из червяка 15, соединенного муфтой 16 с валком 12. Червячное колесо 17 через шарнир 18, кривошип 19 и шарнир 20 соединено с кареткой 1, образуя кривошипный механизм.
Опоры 21 червяка 15 и валка 12, опоры 22 червячного колеса 17 смонтированы в мосте 5. Вся конструкция устройства собрана на раме 8 и, перемещаясь вместе с рамой, может настраиваться на заданную ширину полосы.
Устройство располагается между клетями 23 и 24 непрерывного стана холодной прокатки полосы.
Устройство работает следующим образом.
В процессе прокатки полоса 6 перемещается между клетями 23 и 24. При этом кромка полосы контактирует с прижатой к ней зачистной головкой 2 и разогревается за счет тепла, выделяемого при трении. Разогретая кромка полосы обкатывается в калибре холостого валка 12, приводя его во вращение. Вращение валка через муфту 16 передается червяку 15, который вращает червячное колесо 17. При помощи кривощипа 19 вращение червячного колеса преобразуется в возвратно-поступательное перемещение каретки 1 с- зачистной головкой 2 в вертикальной плоскости. Изменение усиЛИЯ прижатия зачистной головки к кромке полосы осуществляется путем регулирования давления пружин 7 при помощи винтов 9, а усилие прижатия валка - пружинами 13 и винтом 14.
Устройство для обработки кромок полосы не.требует двигателей для дополнительного привода и обеспечивает при этом равномерный износ трущейся поверхности зачистной головки. По мере износа зачистную головку легко повернуть новой гранью к кромке полосы за счет ее многогранной формы поперечного сечения. Устройство обладает свойством саморегулирования.
С увеличением скорости перемещения полосы в межклетевом промежутке увеличивается скорость вращения холостых валков и соответственно увеличивается скорость вертикального перемещения зачистных головок.
Предлагаемое-устройство позволяет улучшить качество обработки кромок. При трении кромки полосы о зачистную головку, изготовленную, например, из карбида вольфрама, выделяется тепло. Кромка при этом становится более пластичной, микротрещины на ней затираются. При этом не образуется пыли и абразивных частиц, что имеет место при зачистке кромок щлифовальными кругами. Последующая обработка кромки путем обкатки в калиброванных валках дополнительно улучщает ее качество и создает необходимую форму боковой поверхности полосы.
Такая обработка кромок особенно необходима при холодной прокатке полос из труднодеформируемых и малопластичных марок сталей и сплавов.
Формула изобретения
Устройство для обработки кромок полосы, содержащее каретку с зачистной головкой, узел ее прижима к кромке полосы и механизм вертикального перемещения, выполненный в виде кривошипного механизма, отличающееся тем, что, с целью повышения качества обработки кромок полосы путем обкатывания полосы калибровочным валком, зачистлая головка выполнена в виде многогранной призмы и связана с калибровочным валком посредством введенной в устройство червячной передачи, червяк которой установлен на оси калибровочного валка, а червячное колесо связано с кривошипным механизмом зачистной головки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 425765, кл. В 24 В 9/00, 1971.
