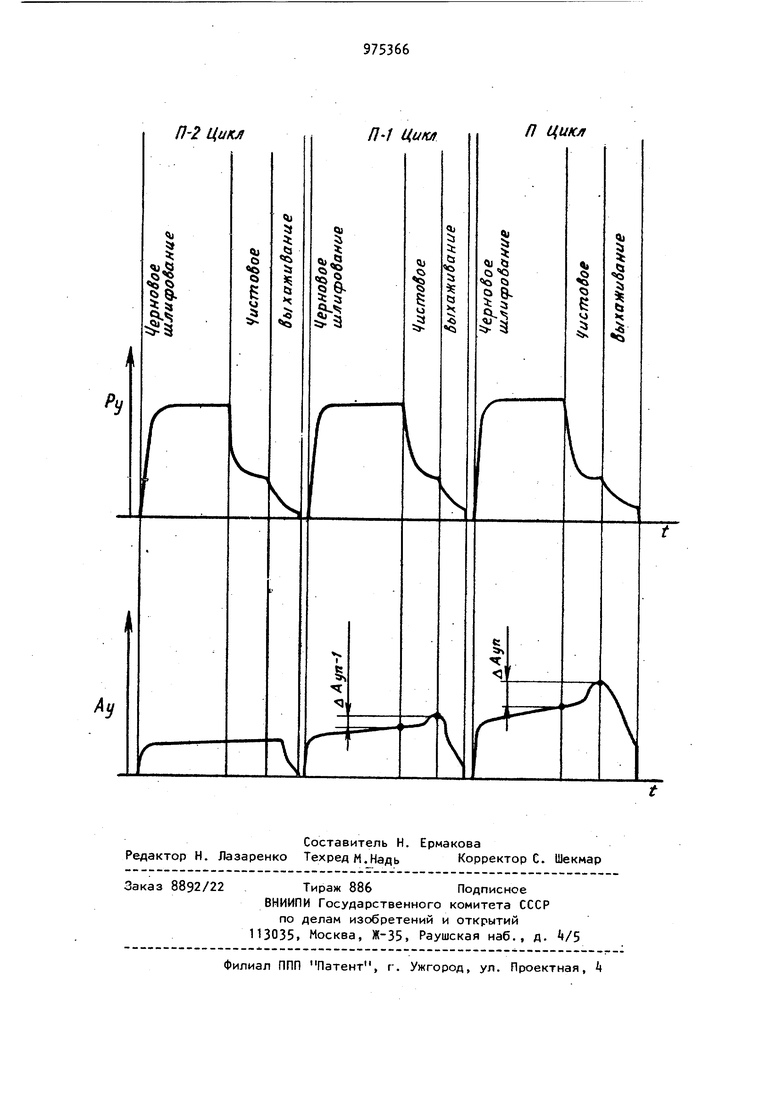
Изобретение относится к машиностро ению и может быть использовано при ос ществлении различных операций циклово го шлифования. Известен способ определения момента, правки шлифовального круга по величине амплитуды переменной составляющей силы резания tl. Этот способ не обеспечивает высокую точность определения момента правки шлифовального круга при цикловом шлифовании в связи с существенным раз личием сил резания на разных этапах цикла обработки. Известен также способ определения момента правки шлифовального круга, согласно которому регистрируют амплитуду колебаний в системе СПИД на протяжении цикла обработки, а момент правки определяют сопоставлением регистрируемой величины с предельно допустимой 2. Этот способ также не дает достаточно высокой точности при цикловом шлифовании в связи с различием интенсивности колебаний на разных этапах цикла шлифования при одной и той же степени затупления круга. Целью изобретения является повышение точности определения момента правки при обработке в цикле, включающем черновое шлифование, чистовое шлифование и выхаживание. ..Эта цель достигается тем, что определяют отношение амплитуд колебаний при чистовом шлифовании и выхаживании к амплитуде колебаний при черновом шлифовании, а сравнение ведут с заданной предельной величиной этого отношения, На чертеже показаны зависимости изменения нормальной составляющей Р силы .резания и амплитуды А,, колебаний от бремени обработки для последовательно проводимых циклов шлифования.
Предлагаемый способ включает регистрацию амплитуды колебаний в системе СПИД на протяжении каждого цикла шлифования. Как видно из чертежа, от цикла к циклу (п-2, п-1, п) амплитуда колебаний увеличивается, особенно при чистовом шлифовании, что свидетельствует о затуплении круга. Определяют отношение амплитуд колебаний при чистовом шлифовании и выхаживании к амплитуде колебаний при черновом шлифовании. При достижении этим отношением предельно допустимой величины производят правку шлифовального круга.
Осуществляется способ определения момента правки при непрерывной регистрации амплитуды колебаний, что позволяет определить наибольшее значение отношения амплитуд колебаний на разных этапах цикла. Из приведенных на чертеже данных следует, что изменение амплитуды Ах/ колебаний лучше отражает изменение затупления шлифовального круга, чем изменение силы , Р,(, а изменение амплитуд для каждого цикла шлифования (А п-1, ) носит прогрессирующий характер.
Тйким образом, благодаря большой зависимости амплитуды колебаний в системе СПИД от затупления шлифовального кругаи ее прогрессирующему возрастанию на этапе чистового шлифования по сравнению с этапом чернового
шлифования, предлагаемый способ обеспечивает повышенную точность определения момента правки шлифовального круга. Благодаря этому достигается возможность повышения качества обработки деталей.
Формула изобретения
Способ определения момента правки шлифовального круга, согласно которому регистрируют амплитуду колебаний в системе СПИД на протяжении цикла ,обработки, а момент правки определяют сопоставлением регистрирующей величины с предельно допустимой, о т личающийся тем, что, с целью повышения точности определения момента правки при обработке в цикле, включающем черновое шлифование, чистовое шлифование и выхаживание, определяют отношения амплитуд колебаний при чистовом шлифовании и выхаживании к амплитуде колебаний при черновом шлифевании а сравнение ведут с заданной предельной величиной этого отношения.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР If 207А80, кл. G 01 L 1/00, 1963.
2.Авторское свидетельство СССР « , кл. В 2Ц В 53/00, 1959
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ | 2015 |
|
RU2619544C2 |
| Способ управления шлифованием | 1982 |
|
SU1036508A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Способ контроля работоспособности шлифовального круга | 1983 |
|
SU1148771A1 |