Изобретение относится к промлшленности стройматериалов, в частности к установкам стекольной промышленности.
По основному авт.св. № 753794 известна установка для получения стеклянных трубок и прутков, содержащая станину с антресолью и наполь ной частью, нагревательную печь, установленную на антресоли, пуансон и механизм вытяжки и резки, смонтированный в напольной части, а на антресоли расположен гидроцилиндр с пуансоном и проложены рельсы, по которым перемещается тележка на подпружиненных роликах с нагревательными печами. В нагревательной печи установлена разборная коническая пресс-форма с фильерой.
При работе установки разогретая пластичная стекломасса под большим давлением выдавливается пуансоном из пресс-формы через фильеру 1.
В указанной установке для зачистки фильеры необходимо разбирать пресс-форму. Вследствие большого давления стекломасса проникает в стыки разборной пресс-формы и вызывает заклинивание ее конусных составляющих. .Для распрессовки пресс-форми используется дополнительный пресс. Операции
по перевозке пресс-формы и установки ее на дополнительный пресс требуют большой затраты времени и значительного труда оператора.
Целью изобретения является повышение производительности труда путем сокращения вспомогательного времени и облегчения условий работы оператора.
Цель достигается тем, что установка для получения стеклянных трубок и прутков дополнительно снабжена устройством для разборки пресс-формы, выполненным в виде, закрепленной на
5 пуансоне опорной плиты с вертикально укрепленными штангами и с горизонтально смонтированными упорами для запирания штанг и стакана) расположенного на антресоли по оси пуансона под пресс-формой. Установка выполнена с гнездом и подъемником, смонтированным в нем на антресоли.
При распрессовке усилие от гидроцилиндрн при помощи опорной плиты,
25 штанг и стакана передается на конусные составляющие пресс-формы.
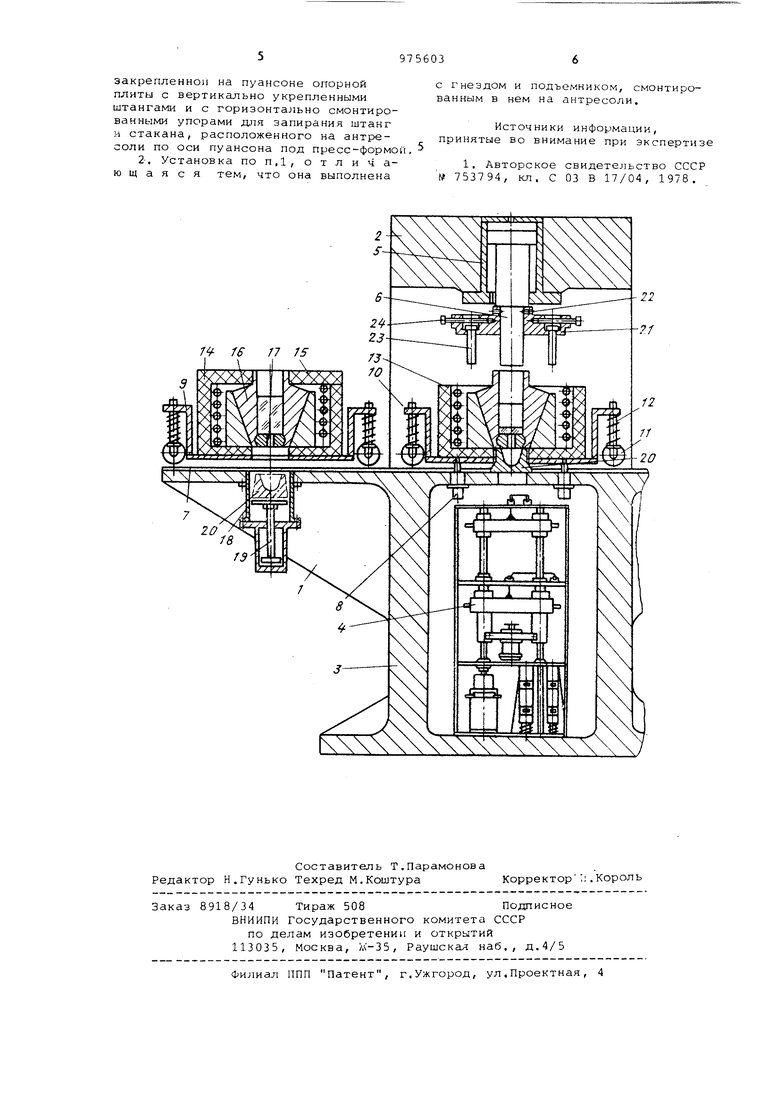
Такое конструктивное решение позволяет производить разборку прессформы на самой установке без дополнительного пресса. На чертеже изображена установка дополнительным устройством для раэОоркм пресс-формл, общий вид. Установка содер;кит станину 1 с антресолью 2 и напольной частью 3, в которой размещен механизм 4 вытяж ки и резки о На антресоли смонтирова ; идроцилиНДР 5 с пуансоном б. На рельсах 7 с фиксаторами 8 установле ны самоходные тележки 9 и 10 с роли нами 11 на пружинах 12. На тележках закреплены нагревательные печи 13 и 14. Каждая печь имеет крышку 15, ра борную пресс-форму 16 с фильерой 17 На антресоли 2 смонтировано гнездо 18 с подъемником 19. На подъемнике расположен стакан 20, Опорная плита 21 стопорными винтами 22 крепится к пуансону 6 и имеет штанги 23 с запи рающими выдвижными упорами 24, Работа на устройстве осуществляется следую дим образом, После выдавливания стекла из пресс-формы самоходная тележка выка тывается на позицию, имеющую гнездо 18 с подъемником 19, и снимается крышка 15, Затем стакан 20 заводитс подъемником в нагревательную печь по пресс-форму и тележка возвращается на рабочую позицию под пуансон, при этом стакан скользит по антресоли, .:1: :;ремещается вместе с тележкой. Упор.ы выдвигаются и запирают штанги 23 . ,;:i:e .еключення гидроцилиндра пуансон перемещается вниз вместе с опорН1эй 1; ;итойа Штанги давят на прессформу и сж 5;у|ают пружину 12 тележки, Те -йжка опускается и, так как стакан упирается во внутреннюю часть грессфоркы, происходит ее распрессовка. riyaiicoH поднимается гидроцилиндром в верхнее положение. Тележка откатывается на позицию с гнездом и стакан опускается на подъемник. Пресс-форма : ыким5:ется и разбирается, Фильера H.i:3.;еко.ется Дляя зачистки, вытягиваются, давая возможность irjTani-ам перемещаться, Остановка готова для дальнейшей работы. Использование предлагаемого изобретения сократит продолжительность вспом«гате;-:ьных операций и облегчит УСЛОЕИ.Я работы оператора, что прйвеват : повышению производительности :реимущество предлагаемой устачоЕки перед известной состоит в том что на известной установке распрессоЕка пресс-формы произво.цится на от дельном вспомогательном прессе, а на, предлагаемой - на самой установке Это позволяет сократить продолжитель ность одного цикла вытяжки на 25 f-мн за счет вспомогательного времени лгущем ликвидации транспортировки jipecc-формы и установки ее на вспомо гательном прессе. Полный цикл работы с одной прессформой (Т Тр+Тв+Твс где Тр - время разогрева,- Т - время вытяжки; Т вспомогательное время) сократится с 190 мин до 165 мин, При двухсменной работе за 16,4 ч (984 мин) на известной установке производится на первой пресс-форме 5 циклов и на второй 4 цикла, так как на ней вытяжка производится во время разогрева первой пресс-формы. Итого 9 циклов. На предлагаемой установке количество циклов на первой пресс-форме (тгг) 6, на второй 5 циклов. Итого 11 циклов, В результате этого себестоимость комплекта стеклянных трубок (или прутков), получаемых на предлагаемой установке, за один цикл вытяжки снижается на 3,5 руб. Кроме этого, изобретение позволяет высвободить оборудование (вспомогательный пресс, транспортные средства) , что приведет к снижению капитальных затрат на сумму высвобоходенного оборудования. Цена пресса на 2 т 3500 руб. Цена тали электрической передвижной 0,5 т-134 руб. Ожидаемый технико-экономический эффект от использования предлагаемой установки рассчитывается по формуле . 3(C5-CJ+E( А где ,5 руб -разница себестоимости единиидз продукции полученных на известной и предлагаемой установке; ,15 -нормативный коэффициент эффективности капитальных вложений i К5-Кц 3634 руб,- высвобожденние капитальные вложения ; шт. - годовой объем производства продукции на предла1аемой установке. 3(C6-Cj+E,(i)j А (С5-С„)А+Ен(КбKj 3,5x2750 + 0,15x36 34 10,17 О (руб, );; Clio,00 (руб. ) . Формула изобретения 1, Установка для получения стеклянных трубок и прутков по авт.ев, 1 753794, отличающаяся тем, что, с целью повышения произво:дительности труда, она дополнительно снабжена устройством для разборки пресс-формы, выполненным а виде
закрепленное на пуансоне опорной плиты с вертикально укрепленными штангами и с горизонтально смонтированными упорами для запирания штанг и стакана, расположенного на антресоли по оси пуансона под пресс-формой,
2. Установка по п,1, отличающаяся тем, что она выполнена
с гнездом и подъемником, смонтированным в нем на антресоли.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 753794, кл. С 03 В 17/04, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения стеклянных трубок и прутков | 1978 |
|
SU753794A1 |
| УСТРОЙСТВО И СПОСОБ ВЫТЯЖКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ ЧЕРЕЗ ФИЛЬЕРУ | 2023 |
|
RU2809418C1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008215C1 |
| Многоэтажный пресс для изготовления изделий из пластмасс | 1957 |
|
SU114679A1 |
| Автоматическая линия спутникового типа | 1981 |
|
SU1007928A2 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1039645A1 |
| Устройство для резки непрерывно вытягиваемых стеклянных трубок | 1982 |
|
SU1065356A1 |
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
