(54) СПОСОБ ФОРМОВКИ В ПОЧВЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕСКОМЕТ | 1991 |
|
RU2033884C1 |
| Способ изготовления двухслойной литейной формы | 1987 |
|
SU1424936A1 |
| Способ формовки крупных деталей | 1954 |
|
SU101231A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
1
Изобретение относится к литейному производству и может быть использовано при изготовлении крупных литейных форм в почве.
Известен способ формовки в почве, включающий изготовление постели, нижней и боковой поверхности с выполнением литниковой и газоотводящей систем 1.
Недостаток этого способа заключается в том, что поверхность формы, формирующую Низ отливки, изготавливают вручную.
Для облегчения набивки нижних частей формы, расположенных под моделью, внутреннюю полость модели делают открытой, а в нижней ее части оставляют окна, через которые вручную набивают труднодоступные части.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ формовки в почве, включающий изготовление постели, нижней, боковой и верхней поверхностей форм, при котором часть формы выполняется с применеНием стержней 2.
Такой способ несколько облегчает труд формовщика, однако не исключает ручной труд (сборка стержней и заделка стыков) и.
кроме того, увеличивает энергозатраты, связанные с сушкой стержней.
Цель изобретения - повышение производительности труда.
Поставленная цель достигается тем, что 5 согласно способу, включающему изготовление постели, нижней, боковой и верхней поверхностей форм, полость формы, выполняющую нижнюю поверхность отливки, изготавливают в опоке по отъемной в горизон,Q тальной плоскости нижней части модели, затем опоку кантуют вместе с нижней частью модели и устанавливают ее на постель, накладывают на заформованную нижнюю часть верхнюю часть модели и заформовывают их в почве.
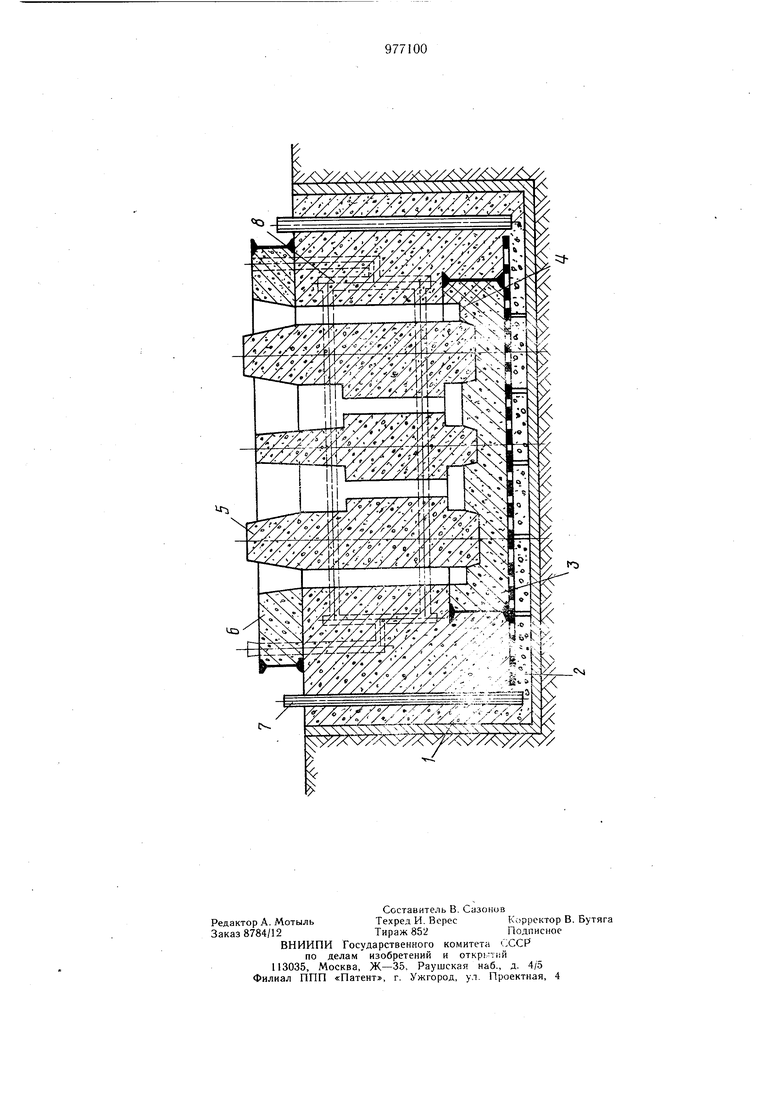
15 На чертеже изображена схема формовки в кессоне.
В состав, формы входят кессон 1, жесткая постель 2, опока 3 с отпечатком нижней поверхности отливки 4, стержни 5, опока 6 верха, газоотводящая труба 7 и литниковая система 8.
Изготовление формы производят в следующей последовательности.
Отъемную по горизонтальной плоскости, совпадающей с ладом нижней опоки, нижнюю часть модели устанавливают на плиту и производят облицовку ее рабочих поверхностей. Устанавливают опоку и набивают ее с помощью пескомета наполнительной формовочной смесью. Кантуют набитую опоку вместе с моделью и устанавливают ее на жесткую постель 2 в кессоне 1. Устанавливают по штырям на заформованную отъемную часть верхнюю часть модели-и производят уплотнение боковой поверхности формы.
Все остальные операции выполняют в прежней последовательности: набивают верхнюю полуформу в опоке, разбирают форму и извлекают из нее модели, отделывают полости формы, сушат форму переносными горелками, собирают форму.
Пример. Формуют боковую часть архитрава. Характеристика отливки: габаритные размеры 4500x1700x2200 мм, масса 54 т, материал - сталь 35 Л.
Модель архитрава изготовляют разъемной с таким расчетом, чтобы он совпал с ладом нижней опоки, а слой смеси между нижней частью отливки и контрладом опоки исключал прорыв формы жидким металлом при давлении 1,8 кгс/см.
Изготовление формы производится в следующей последовательности.
Твердую постель выполняют в виде пос,тоянной плиты, расположенной в основании Kecf;oHa и имеющей систему отверстий для удаления газов и водяных паров. Отъемную по горизонтальной плоскости, совпадающей с ладом нижней опоки, нижнюю часть модели устанавливают на гладкую плиту формовочного плаца и наносят с помощью пескосыпа слой облицовочной смеси на ее рабочие поверхности. Устанавливают краном опоку и набивают ее с помощью пескомета модели 296М2 наполнительной формовочной смесью.
Срезают излишки смеси с контрлада опоки, укрепляют модель в опоке, кантуют ее вместе с моделью и устанавливают йа жесткую постель 2 в кессоне 1, предварительно открепив модель от опоки. Устанавливают краном по штырям на заформованную отъем ную часть верхнюю часть модели и производят послойное уплотнение боковой поверхности формы до плоскости разъема с помощью пескомета с нанесением слоя облицовочной смеси и прокладкой литниковой
системы из огнеупорных изделий. Наносят вручную на ± лоскость разъема разделительный состав, краном устанавливают модели прибылей опоку верха и наносят на рабочие поверхности формы наполнительную смесь пескосыпом.
Производят набивку опоки верха наполнительной смесью с помощью пескомета. Кра ном разбирают форму и извлекают из нее модели. Отделывают полости формы вручную. Краном накладывают на форму низа заформованную опоку верха и сушат форму переносными горелками. Краном снимают за формованную опоку верха и производят сборку формы.
По укрупненным нормативам времени на формовочные работы и опыту работы литейных цехов трудоемкость изготовления низа формы составляет примерно 7-9% от общей трудоемкости изготовления крупной литейной формы. Предлагаемый способ повышает производительность труда этих работ на 30%, так как формовка производится не вручную, а с помощью пескомета. Следовательно, производительность труда формовочных работ в целом увеличивается на .
Формула изобретения
Способ формовки в почве, включающий изготовление постели нижней, боковой и верхней поверхностей форм, отличающийся тем, что, с целью повышения производительности труда, полость формы, выполняющую Нижнюю поверхность отливки, изготавливают в опоке по отъемной в горизонтальной плоскости нижней части модели, затем опоку кантуют вместе с нижней частью модели и устанавливают ее на постель, накладывают на заформованную нижнюю часть верхнюю часть модели и заформовывают их в почве.
Источники информации,
принятые во внимание при экспертизе
/ .
«о
t
