(54) ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ФИГУРНЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Пресс-форма для прессования порошка | 1977 |
|
SU682323A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1253732A1 |
| Вертикальная пресс-форма для прессования абразивных отрезных кругов | 1987 |
|
SU1590394A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
SU1533118A1 |
| Пресс-форма для прессования винтовых режущих пластин из порошка | 1981 |
|
SU986590A1 |
| Пресс-форма квазиизостатического прессования | 1989 |
|
SU1726254A1 |
1
Изобретение относится к прессованию керамических изделий типа тарелка и может быть использовано в огнеупорной, фарфоро-фаянсовой и промышленности строительных материалов.
Известна пресс-форма, содержащая матрицу, верхний пуансон и составной нижний пуансон, выполненный из соосно расположенных внутреннего и внешнего элементов 1.
Недостаток данной пресс-формы заключается в затруднительном съеме изделия и в отсутствии доступа воздуха к отпрессованному изделию.
Наиболее близкой к предлагаемой является пресс-форма для формования фигур ных изделий, содержащая матрицу, верхний пуансон и составной нижний пуансон, выполненный из соосно расположенных внутреннего и внешнего элементов 1.
Недостатком известной пресс-формы является низкое качество изделий, так как отсутствует нриток воздуха к обрабатываемому изделию в момент подъема верхнего пуансона, в связи с чем воздух, находящийся в прессуемом изделии, уходит в зону с меньшим давлением и разрушает изделие, образуя микротрещины.
Цель изобретения - повышение качества изделий.
Поставленная цель достигается тем, что в пресс-форме для формования фигурных изделий, содержащей матрицу, верхний пуансон и составной нижний пуансон, выполненный из соосно расположенных внутреннего и внещнего элементов, матрица выполнена составной в виде стакана с внутренней коль10цевой канавкой и пазами, расположенными в его нижней части параллельно вертикальной оси, и подпружиненного кольца со щтырями, входящими в пазы стакана, а верхний пуансон снабжен ограничителем и подпружинен относительно стакана.
15
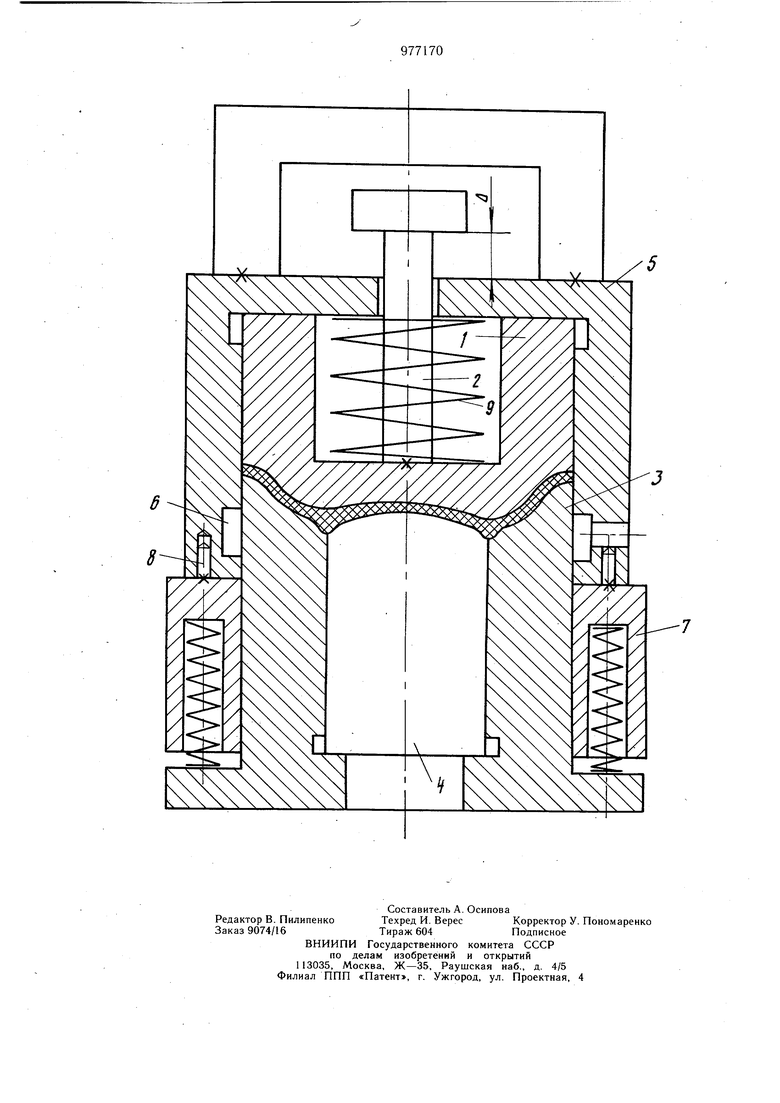
На чертеже изображена предлагаемая пресс-форма.
Пресс-форма содержит верхний пуансон 1 со штоком-ограничителем 2 и нижний пуансон, состоящий из внешнего 3 и внутрен20него 4 элементов. Матрица выполнена составной в виде стакана 5 с внутренней кольцевой канавкой 6 и пазами, расположенными в его нижней части параллельно вертикальной оси и подпружиненного кольца 7
со штырями 8, входящими в пазы стакана, а верхний пуансон снабжен ограничителем и подпружинен пружиной 9 относительно стакана.
Пресс-форма работает следующим образом.
При поднятом верхнем пуансоне 1 в нижний пуансон 3 и кольцо 7, выступающее над нижним пуансоном, засыпают прессуемый материал. Затем опускается стакан 5, который с помощью направляющих щтырей 8 направляется (центрируется) относительно нижнего- пуансона 3 и перемещает кольцо 7 в нижнее положение. При ходе стакана 5 вниз воздух через кольцевую выточку 6 уходит из зоны прессования - пространства между верхним и нижним пуансонами. В момент соприкосновения верхнего пуансона 1 с прессуемым материалом пружина 9 деформируется .на величину зазора А и начинается процесс прессования. При этом внутренняя кольцевая канавка 6 находится ниже зоны прессования.
По окончании времени прессования снимается рабочее усилие на стакан 5. Последний под действием пружины 9 поднимается и кольцевой канавкой 6 сообщает зону прессования с атмосферой. При прохождении зазора Л стакан 5 с помощью щтока-ограничителя 2 перемещает верхний пуансон 1 в верхнее положение. Перемещением внутреннего элемента 4 отпрессованное изделие удаляется из пресс-формы. При посадке элемента 4 в нижний пуансон пресс-форма готова к следующему циклу прессования. Использование предлагаемой пресс-формы улучщает качество отпрессованного изделия путем своевременного подвода воздуха в зону прессования, что позволяет устранить микротрещины на поверхности отпрессованного изделия вмомент подъема верхнего пуансона.
Формула изобретения
Пресс-форма для формования фигурных изделий, содержащая . матрицу, верхний пуансон и составной нижний пуансон, выполненный из соосно расположенных внутреннего и внещнего элементов, отличающийся тем, что, с целью повыщения качества изделий, матрица выполнена составной в виде стакана с внутренней кольцевой канавкой и пазами, расположенными в его нижней части параллельно вертикальной оси
и подпружиненного кольца со щтырями, входящими в пазы стакана, а верхний пуансон снабжен ограничителем и подпружинен относительно стакана.
Источники информации.
принятые во внимание при экспертизе
№ 528202, кл. В 28 В 3/04, 1974 (прототип).
