(54) ДВУХЪЯРУСНАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
Изобретение относится к строительной индустрии, а именно к конвейерным линиям для производства железобетонных изделий. Известна конвейерная линия для изготовления железобетонных изделий, включающая расположенные на верхнем ярусе формы-вагонетки, посты подготовки, формования и камеру термообработки - на нижнем ярусе, направляющие с перемещаемыми по ним формами, подъемник и снижатель для передачи форм с одного яруса на другой. На верхнем линии формы-вагонетки перемещаются в продольном, а на нижнем ярусе - в поперечном направлениях. Поворот формы-вагонетки осуществляется постами для поворота, сопряженными с подъемниками-снижателями 1. Недостатком данной линии является то, что она не обеспечивает нужной производительности при малой длине формующих цехов. Наиболее близкой к предлагаемой является двухъярусная конвейерная линия для изготовления железобетонных изделий, содержащая расположенные на верхнем ярусе посты подготовительных операций с устройствами для распалубки и сборки форм, формовочные посты с бетоноукладчиком и отделочными устройствами, тоннельную камеру - на нижнем ярусе, установленные по торцам линии подъемники-снижатели с подъемными столами, механизмы поворота форм в горизонтальной плоскости на 90° и толкатели 2. Недостатком известной линии является низкая производительность линии и большие габариты в длину. Цель изобретения - повышение производительности конвейерной линии и сокращение занимаемой производственной площади. Поставленная цель достигается тем, что двухъярусная конвейерная линия для изготовления железобетонных изделий, содержащая расположенные на верхнем ярусе посты подготовительных операций с устройствами для распалубки и сборки форм, формовочные посты с бетоноукладчиком и отделочными устройствами, тоннельную камеру на нижнем ярусе, установленные по торцам линии подъемники-снижатели с подъемными столами, механизмы поворота форм в горизонтальной плоскости на 90° и толкатели, снабжена цепным конвейером для пакетов
форм, расположенным в нижнем ярусе, отсекающими у-стройствами для разборки форм из пакетов и сборки последних, смонтированными над подъемными столами, на. которых установлены механизмы поворота форм.
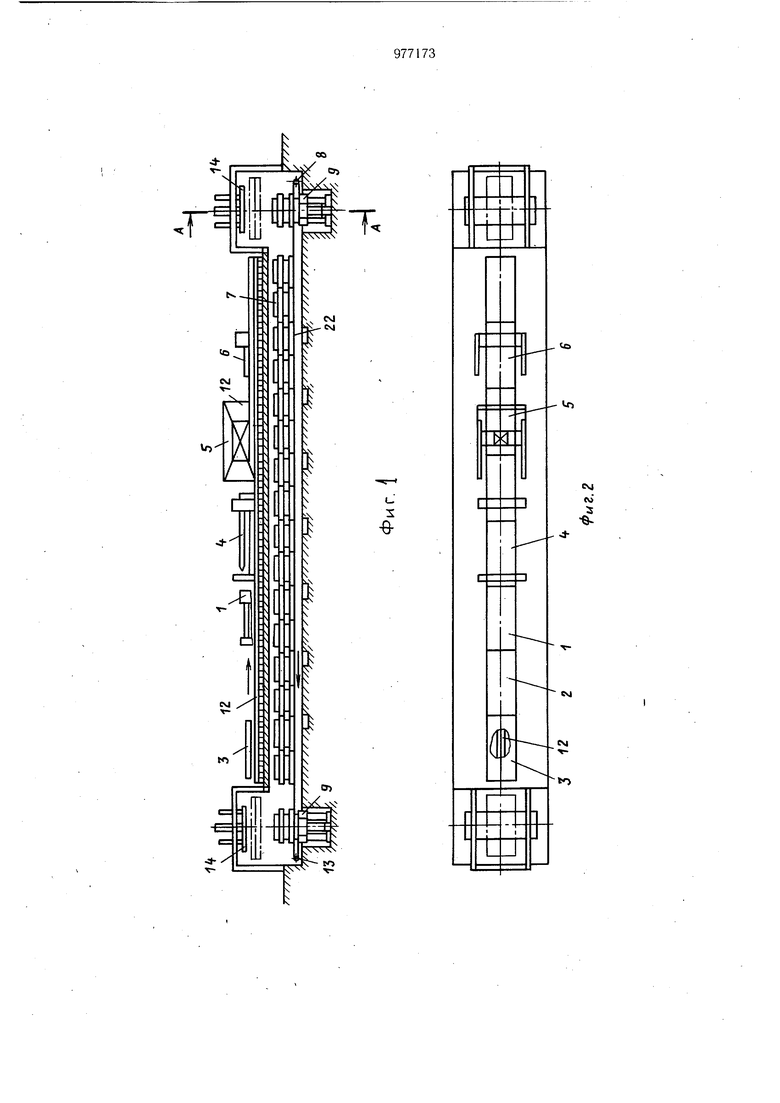
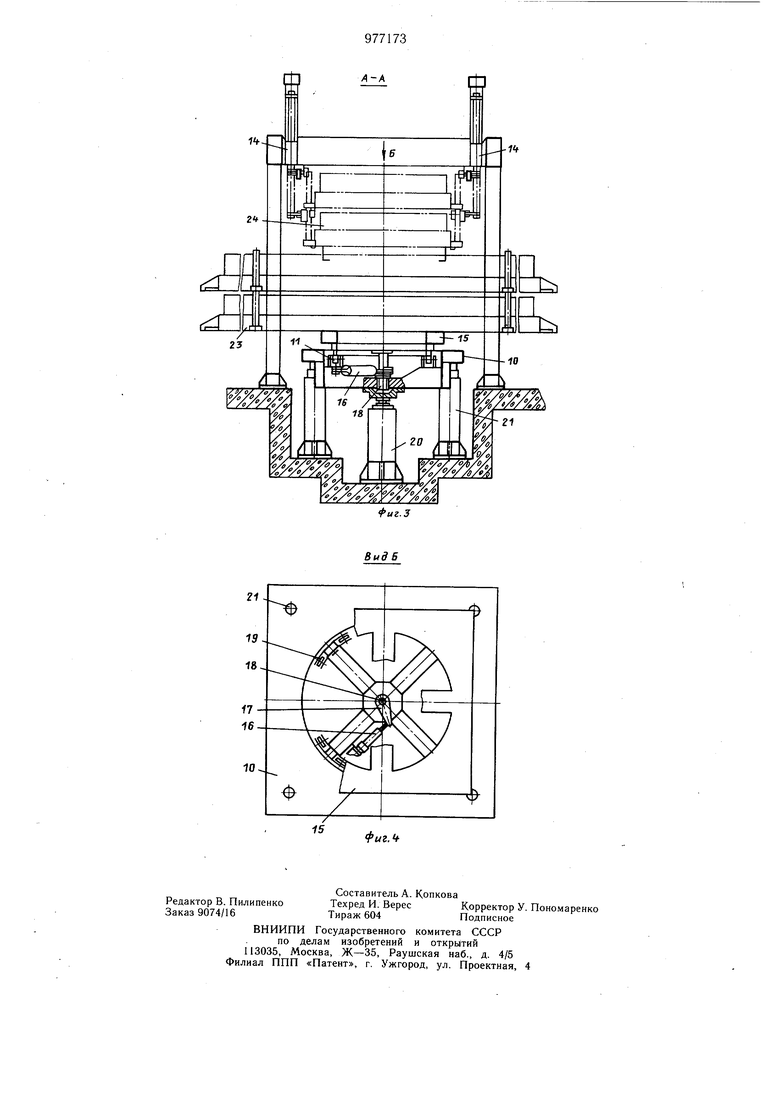
На фиг. 1 и 2 изображена конвейерная линия, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 3.
Двухъярусная конвейерная линия включает расположенные на верхнем ярусе 1 посты подготовительных операций 2 с устройствами 3 для распалубки и сборки форм, формовочные посты 4 с бетоноукладчикрм 5 и отделочными устройствами 6, тоннельную камеру 7, образующую нижний ярус 8. Подъемники-снижатели 9 с подъемными столами 10 для перевода форм 3 с яруса на ярус установлены по торцам линии. Линия содержит также механизмы 11 поворота форм 3 в горизонтальной плоскости на 90° и толкатели 12. Линия снабжена в нижнем ярусе 8 цепным конвейером 13 для пакетов форм, расположенным в нижнем ярусе 8. Подъемники-снижатели 9 оснащены отсекающими устройствами 14 с возможностью разборки форм 3 из пакетов и их сборки. Механизмы 11 поворота форм 3 расположены непосредственно над подъемными столами/10 подъемника-снижателя 9. Подъемный стол 10 снабжен поворотной платформой 15, поворот второй осуществляется гидроцилиндром 16 через рычаг 17 и ось 18 вращения по роликам 19. Подъемный стол 10 снабжен гидроцилиндром 20. Перемещение подъемного стола 10 производится по направляющим 21.
Работа конвейерной линии происходит в следующей последовательности.
Подъемный стол 10 с поворотной платформой 15 опускают ниже уровня опорной плоскости 22 цепного конвейера 12, на котором установлены пакеты форм 3, которые расположены поперек оси конвейера 23.
Подъемным столом 10 с поворотной платформой 15 посредством гидроцилиндра 20 пакет форм 3 поднимают по направляющим 21 до отметки верхнего яруса и поворачивают его на 90° вдоль оси конвейера 24. Отсекающими устройствами 14 отделяют верхнюю форму от пакета путем опускания подъемного стола 10 с нижней формой на расстояние 80-100 мм. С отсекающего устройства 14 форму захватывают толкатели .12 и перемещают на посты подготовительных операций 2. Подъемный стол 10 с оставщейся на ней формой поднимают до отметки верхнего яруса 1. Отсекающим устройством 14 отделяют нижнюю форму 3 от подъемного стола 10, который опускают ниже уровня цепного конвейера 13. Расстояние от оси подъемного стола 10 до оси поста подготовительных операций 2 кратно щагу толкателя 12, а также расстоянию между технологическими постами верхнего яруса I. После передвижения форм 3 на один щаг на верхнем ярусе 1 производят распалубку изделий, подготовку формы для следующего цикла формования, укладку, уплотнение бетонной
смеси и отделочные работы. Одновременно с этим при передвижении поезда форм 3 на один щаг на верхнем ярусе последнюю форму проталкивают на отсекающее устройство Д4 подъемника-снижателя 9. Подъемный
стол 10 поднимают вы.ше уровня верхнего яруса 1, снимая форму 3 с изделием с отсекающего устройства 14. После этого подъемный стол 10 опускают на величину 80- /100 мм, превыщающую высоту формы 3, этим самым освобождая отсекающие устройства 14 для приема следующей формы с изделием. Подъемный стол 10, поднимаясь вверх, снимает с отсекающих устройств 14 форму, образуя пакет форм. Далее подъемный стол 10 опускают вниз на расстояние
80-100 мм более высоты пакета и посредством гидроцилиндра 16 механизма поворота 11 пакеты форм на поворотной платформе 15 поворачиваются на 90°. После этого подъемный стол 10 опускает пакет форм на цепной конвейер 13 нижнего яруса 8 для
транспортирования пакетов форм через тоннельную камеру термообработки.
Применение предлагаемой конвейерной линии даст экономический эффект 30 тыс. руб. в год для завода мощности 50 тыс. м сборного железобетона.
Формула изобретения
Двухъярусная конвейерная линия для
изготовления железобетонных изделий, содержащая расположенные на верхнем ярусе посты подготовительных операций с устройствами для распалубки и сборки форм, формовочные посты с бетоноукладчиком и отделочными устройствами, тоннельную камеру на нижнем ярусе, установленные по торцам линии Подъемники-снижатели с подъемными столами, механизмы поворота форм в горизонтальной плоскости на 90° и толкатели, отличающаяся тем, что, с целью повыщения производительности, сокращения занимаемой производственной площади, она снабжена цепным конвейером для пакетов форм, расположенном в нижнем ярусе, отсекающими устройствами для разборки форм из пакетов и сборки последних, смонтированными над подъемными столами, на которых установлены механизмы поворота форм.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 476990, кл. В 28 В 5/04, 1973.
CM
v
5 S
