(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И РАСКЛАДКИ ИЗДЕЛИЙ С ЗАДАННБ1М ШАГОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Устройство для транспортировки и раскладки изделий с заданным шагом | 1989 |
|
SU1705092A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Устройство для укладки в пакет изделий | 1985 |
|
SU1298164A1 |
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
1
Изобретение относится к механизации процесса раскладки изделий с заданным шагом при транспортировке и может быть использовано в промышленности строительных материалов, преимущественно при производстве кирпича, а также в других отраслях народного хозяйства, где необходима механизация процесса раскладки изделий с интервалами.
/ Известна установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку, в которой используется устройство для раскладки изделий с интервалами, включающее подающий шаговый транспортер и щаговый транспортер с направляющими 1.
Данное устройство имеет малую производительность вследствие шагового движения транспортеров, обеспечивает раскладку изделий только с одними интервалами и обладает большой материалоемкостью.
Наиболее близким к предлагаемому является устройство для транспортировки и раскладки изделий с заданным шагом, содержащее подающий и комплектующий транспортеры и опору 2.
Однако известное устройство сложно по конструкции и имеет ограничения по производительности.
Цель изобретения - упрощение конструкции устройства.
Поставленная цель достигается тем, что в устройстве, содержащем подающий и комплектующий транспортеры и опору, комплектующий транспортер выполнен в виде неподвижной направляющей и расположенных по обе стороны от нее цепных передач,
10 соединенных между собой упорными планками, а опора расположена с двух сторон подающего транспортера, установлена с возможностью подъема над комплектующим транспортером и выполнена с возможностью
15 контакта с упорными планками.
Опора контактирует с упорами посредством смонтированных на ней брусьев со скосами.
Опора может быть выполнена в виде основания и шарнирно закрепленной на нем
20 П-образной рамки, расположенной на одном уровне с неподвижной направляющей и ниже уровня подающего транспортера.
Шарнирное соединение П-образной рамки с основанием выполнено в виде рычагов.
С целью увеличения шага между изделиями упорные планки расположены вплотную друг к другу по длине комплектующего транспортера.
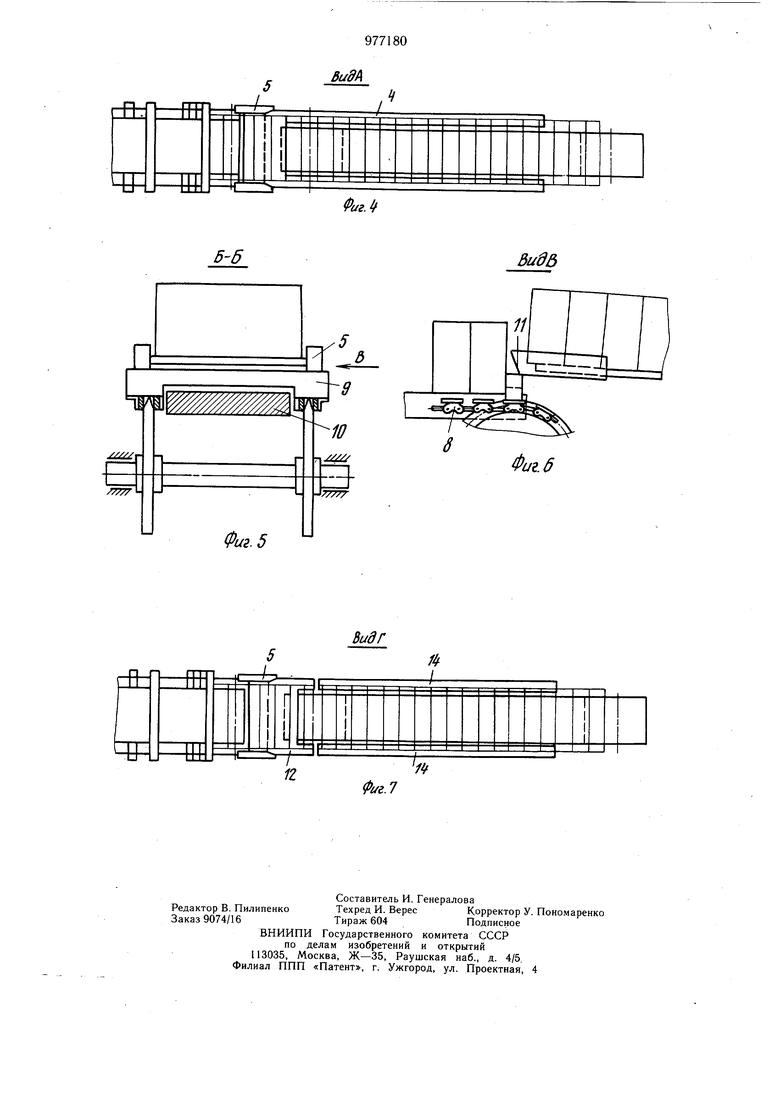
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, в момент подъема рамки; на фиг. 3 - вариант выполнения устройства, общий вид; На фиг. 4 - вид по стрелке А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 2; на фиг. 6 - вид по стрелке В на фиг. 5; на фиг. 7 - вид по стрелке Т на фиг. 3.
Устройство содержит подающий транспортер 1 для изделий 2, комплектующий транспортер 3 и опору в виде П-образной рамки 4 с брусьям) 5, шарНирно соединенной с основанием 6. Рамка 4 опирается на упор 7, а комплектующий транспортер 3 имеет цепные передачи 8, соединенные упорными планками 9, и неподвижную направляющую 10. Брусья 5 снабжены скосами 11.
Опора может быть выполнена в виде П-образНой рамки 12, щарнирно соединенной с основанием 13 и с продольными рейкам.и 14, смонтированными шарнирно через рычаг 15 с основанием 16.
Устройство работает следующим образом.
При включении подающего 1 и комплектующего 3 транспортеров изделия 2 передвигаются по подающему транспортеру 1 и П-образ0ой рамке 4 на неподвижную направляющую 10, упираясь в одну из упорных планок 9. П-образНая рамка 4 в это время опирается на упор 7 и расположена на одном уровне с неподвижной направляющей 10 и ниже уровйя подающего транспортера 1, а поэтому не препятствует передвижению изделий 2 по этому транспортеру. Как только на неподвижной направляющей 10 оказалось два изделия, другая упорная планка 9, расположенная от предыдущей с заданным щагом t,, поднимает П-образную рамку 4 вместе с изделиями 2, поворачивая ее в основании 6. Длина этой рамки выбирается такой, чтобы поднять больще половины изделий, находящихся перед комплектующим транспортером 3, с целью прекращения передвижения изделий 2 при работе подающего транспортера 1. При дальнейшем движении упорная планка. 9 захватывает два изделия, оказавшиеся на неподвижной направляющей 10, и- передвигает их по ней, а П-образная рамка 4 под действием собственного веса и веса изделий опускается на упор 7, взаимодействуя с упорной планкой 9 через скосы 11 на брусьях 5, и передвижение изделий перед комплектующим транспортером 3 вновь возобновляется. Скосы 11 на брусьях 5 обеспечивают плавное опускание П-образной рамки 4 с изделиями 2, а для исключения задевания крайнего изделия на П-образной рамке 4 упорными планками 9 при ее опускании брусья 5 установлены на П-образной рамке
с выступом по Направлению движения изделий. Кроме того, брусья 5 выравнивают изделия 2 по щирине П-образной рамки 4 при их движении, а скорость подающего транспортера 1 принята больщей скорости
комплектующего транспортера 3 с целью догона изделиями 2 движущихся упорных планок 9 после опускания П-образной рамки 4 На упор 7.
С целью увеличения щага между издеЛИЯМИ несколько упорных планок 9 располагают на цепных передачах 8 вплотную друг к другу по длине комплектующего транспортера 3, что приводит к увеличению времени нахождения П-образной рамки 4 вместе с изделиями 2 в поднятом положении и следовательно щаг между парами изделий может быть увеличен.
Таким образом, в процессе непрерывной раббты подающего 1 и комплектующего 3 транспортеров сплоченные изделия 2, находящиеся на подающем транспортере, могут быть разложены на комплектующем транспортере с заданным щагом между каждой парой изделий или в желаемом сочетании различных щагов между парами изделий. При необходимости изделия 2 могут
5 быть разложены на комплектующем транспортере с заданным щагом между каждым изделием за счет установки на соответствующий щаг упорных плаНок 9 на цепных передачах 8. В любом случае точность заданного щага между изделиями 2 соответствует точности установки упорных планок 9 на цепных передачах 8, а допуск на изделие не оказывает влияния На величину щага между изделиями.
При работе устройства, выполненного
5 по варианту, показанному на фиг. 3, упорные планки 9 взаимодействуют с П-образНой рамкой 12, расположенной на одном уровне с Неподвижной направляющей 10. При этом происходит поворот П-образной рамки 12 в основании 13 и рычага 15 в основании 16, а продольные рейки 14, расположенные Ниже уровня подающего транспортера 1 движутся плоскопараллельно вверх, поднимая изделия, находящиеся на этом транспортере. Длины П-образной рамки 12
5 и продольных реек 14 выбираются такими, чтобы обеспечить подъем больще половины изделий, находящихся перед комплектующим транспортером 3, с целью прекращения передвижения изделий 2 при работе подающего транспортера 3. В остальном работа
0 устройства, выполненного по варианту, аналогична выщеописанному.
Предлагаемое устройство имеет простую конструкцию и повышенную производительность за счет раскладки изделий с заданным шагом в процессе непрерывной работы двух транспортеров.
Формула изобретения I. Устройство для транспортировки и раскладки изделий с заданным шагом, содержащее подающий и комплектующий транспортеры и опору, отличающееся тем, что с целью упрощения конструкции, комплектующий транспортер выполнен в виде неподвижной направляющей и расположенных по обе стороны от нее цепных передач соединенных между собой упорными планками, а опора расположена с двух сторон подающего транспортера, установлена с возможностью подъема над комплектующим транспортером и выполнена с возможностью контакта с упорными планками. 2,Устройство по п. 1, отличающееся тем, что опора контактирует с упорами посредством смонтированных на ней брусьев со скосами. 3.Устройство по п. 1 и 2, отличающееся тем, что опора выполнена в виде основания и щарнирно закрепленной на нем П-образной рамки, расположенной на одном уровне с неподвижной направляющей и йиже уровня подающего транспортера. 4.Устройство по п. 1-3, отличающееся тем, что в щарнире соединение П-образной рамки с основанием выполнено в рычагов. 5.Устройство по п. 1, отличающе.еся тем, что, с целью увеличения шага между изделиями, упорные планки расположены вплотную друг к другу по длине комплектующего транспортера. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 591323, кл. В 28 В 13/00, 1976. 2.Авторское свидетельство СССР № 753649, кл. В 28 В 13/00, 1978 (прототип).
У
)| /
ue.f
