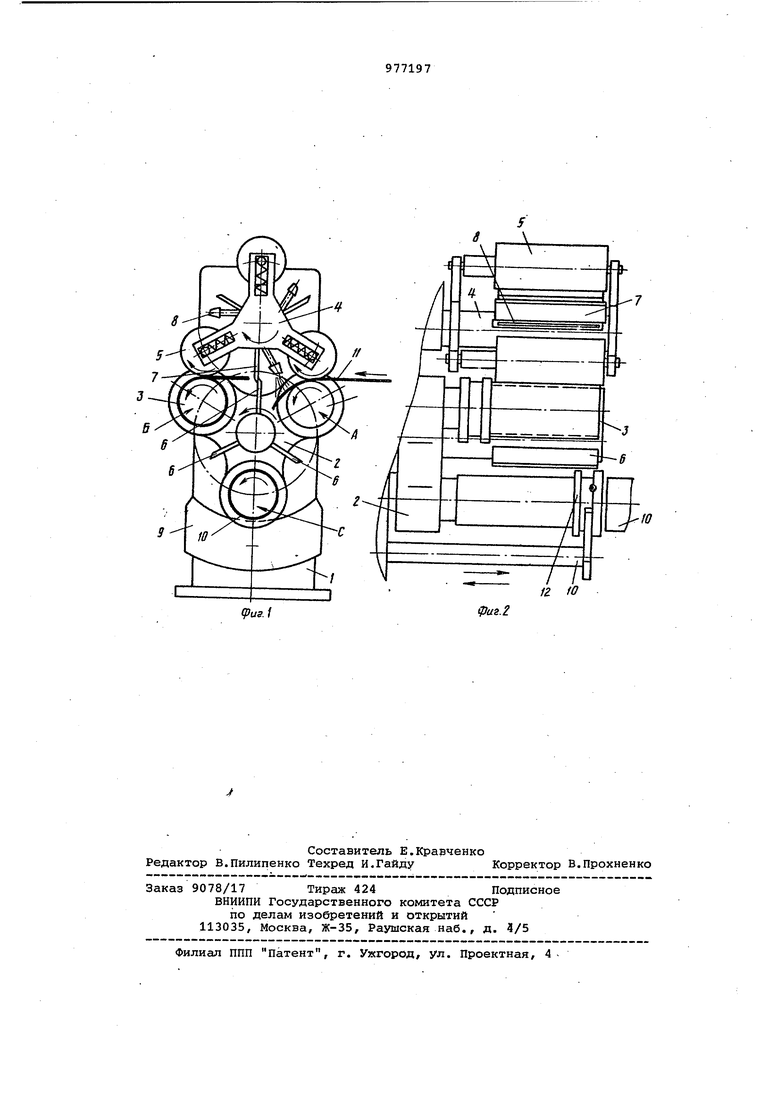
ные прижимные валы, расположенные по периферии прижимного ротора, причем количество прижимных валов соответствует количеству формообразующих валов, отрезное средство содержит дополнительные пары ножей, ножи каждой пары размещены на роторе с формообразующими валами и прижимном роторе между соответственно формообразукйпимИ и прижимными валами, а средство для заправки конца бумажного полотна содержит пневмоприжимы, каждый из которых установлен на роторе между ножами и прижимными валами. Механизм для съема изделий включает размещенный под ротором кольцевой сектор с приводом его возвратно-поступательного переметения. На фиг. 1 показано устройство, ви спереди; на фиг. 2 - то зке, вид сбо ку. Устройство содержит установленный на станине 1 ротор 2 с формообразующ ми валами 3, прижимное средство, включающее кинематически связанный с .ротором и смонтированный над ним при жимной ротор 4 и дополнительные прижимные валы 5, расположенные по периферии прижимного ротора 4, причем количество прижимных валов 5 соответствует количеству формообразующих Ъалов 3. Отрезной механизм включает ножи б, размещенные на роторе 2 межд формообразующими валами 3, и ножи 7 размещенные на прижимном роторе 4 между прижимными валами 5. Средство для заправки конца бумажного полотн на формообразующий вал включает пнев моприжимы 8, установленные на роторе 4 между ножами 7 и прижимными валами 5. Механизм для съема изделий включает размещенный под ротором кольцевой сектор 9 с приводом его возвратно-поступательного перемещения . Устройство работает следующим образом. Синхронно и непрерывно вращаются роторы 2 и 4. Навивка гильзы 10 начинается при нахождении одного из формообразующих валов 3 в положении Л (фиг. 1). Полоса 11 бумаги,.прошедшая через клеенаносящее средство прижимается прижимным валом 5 к вра щающемуся и движущемуся по окружнос ти формообразующему валу 3. Навивка гильзы 10 происходит при перемещении формообразующего вала 3 из поло жения А в положение Б. При подходе формообразующего вала 3 к положению Б следом идущий формообразуюгций вал 3 подходит к бумажной полосе 11 в положении А, которая прижимается к нему подошедшим прижимным валом 5, затем подошедшей парой ножей б и 7 бумажная полоса 11 перерезается,ода часть ее доматывается на формообазующий вал 3 в положении Б, а наало другой части полосы напором возуха из щели пневмоприжима 8 прижиается клеевой стороной к формообразующему валу 3 в положении А и наинается навивка очередной гильзы 10. При перемещении формообразующего вала 3 из положения Б в положение С находяш.аяся на нем втулка 12 входит в зацепление с сектором 9, который перемещает ее вдоль формообразующего вала 3 и производит съем гильзы 11 с формообразующего вала 3, а после прохождения положения С сектор 9 и втулка12 возвращаются в исходное положение и выходят из зацепления руг с друтом. Устройство обеспечивает непрерывность процесса намотки гильз, что повышает его производительность по сравнению с известным устройством. Формула изобретения 1.Устройство для изготовления трубчатых бумажных изделий, содержащее установленный на станине ротор с формообразующими валами, прижимное средство, включающее прих имной вал, клеенаносящее средство, отрезной механизм, включающий пару ножей, средство для заправки конца бумажного полотна на формообразующий вал и механизм для съема изделий, отличающееся тем, что, с целью повышения производительности, прижимное средство содержит кинематически связанный с ротором и смонтированный над ним прижимной ротор и дополнительные прижимные валы, расположенные по периферии прижимного ротора, причем количество прихшмных валов соответствует количеству формообразующих валов, отрезное средство содержит дополнительные пары ножей, ножи каждой пары.размещены на роторе с формообразующими валами и прижимном роторе между соответственно формообразующими и прижимными валами, а средство для заправки конца бумажного полотна содержит пневмоприжимы, каждый из которых установлен на роторе между ножами и прижимными валами. 2.Устройство по п. 1, отличающееся тем, что механизм для съема изделий включает размещенный под ротором кольцевой сектор с приводом его возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе : 1. Авторское свидетельство СССР № 774970, кл. В 31 С 1/02, 1978.
С
Сриг. f
/
6 L
w
/г to
фиг.2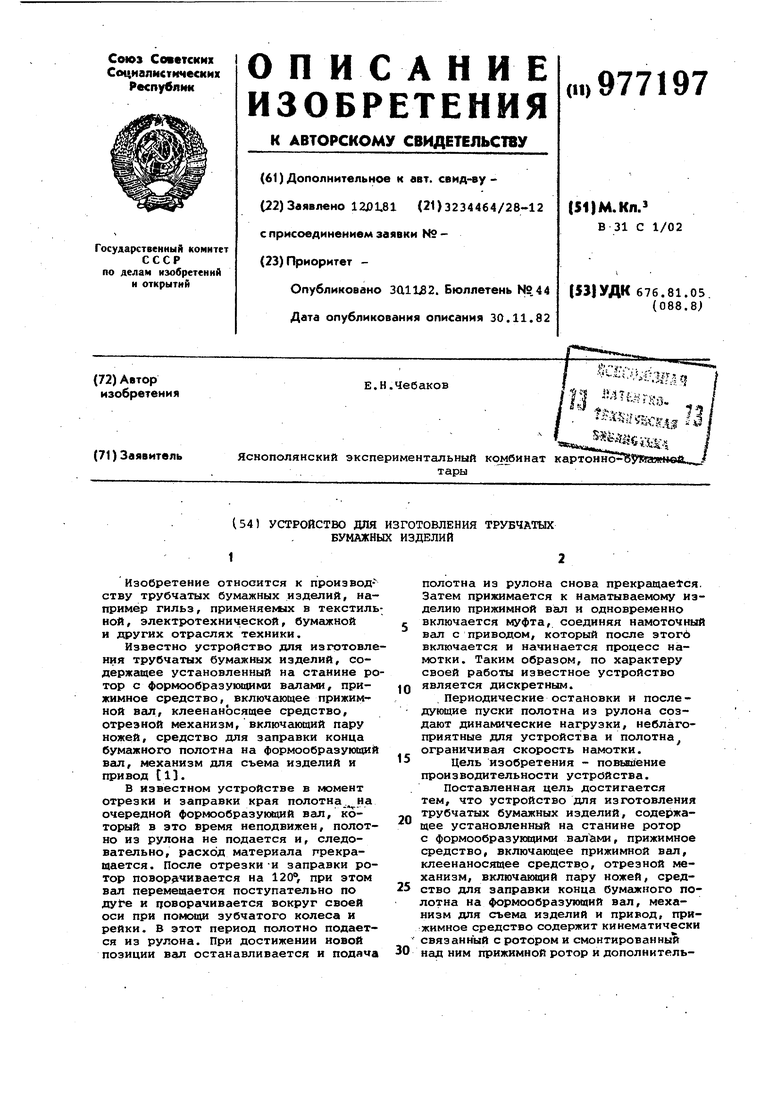
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления труб из бумажного рулонного полотна | 1983 |
|
SU1150094A1 |
| Станок для изготовления труб из бумажного рулонного полотна | 1982 |
|
SU1121157A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОННЫХ НАВИВНЫХ БАРАБАНОВ | 1998 |
|
RU2175605C2 |
| Устройство для изготовления трубчатых бумажных изделий | 1983 |
|
SU1136952A1 |
| Устройство для изготовления бумажных труб | 1986 |
|
SU1361021A1 |
| АВТОМАТ ДЛЯ РЕЗКИ РУЛОННОЙ БУМАГИ И СПОСОБ НАСТРОЙКИ ЕГО МЕХАНИЗМА РЕЗАНИЯ | 2000 |
|
RU2160669C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2000 |
|
RU2155133C1 |
| Станок для изготовления труб из бумажного рулонного полотна | 1978 |
|
SU774970A1 |
| Устройство для изготовления витых кольцевых изделий | 1989 |
|
SU1725272A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СКОБ | 1968 |
|
SU208667A1 |