Изобретение относится к изготовлению спиралей, применяемых машиностроительной и радиотехнической промышленностью, и может быть использовано для изготовления цилиндрических пружин малого индекса, а также монофиляров и бифиля- ров, используемых в катодах электронных приборов в качестве подогревателей,
Цель изобретения - упрощение конструкции и повышение надежности.
На фиг,1 схематично изображено устройство, общий вид.
Устройство содержит шпиндель 1, на конце которого установлена сьемная оправка 2, выполненная со шлицом на торце. Шпиндель установлен в подшипниках 3 и приводится в движение через шестеренчатый механизм 4 приводом 5 известной кон-, струкции, содержащим электродвигатель, ременную передачу, муфту сцепления и механизм ее включения с пневмоцилиндром. В правой части шпинделя установлена втулка 6, выполненная с возможностью возвратно-поступательного движения вместе со шпинделем. Втулка 6 подпружинена пружиной 7, возвращающей шпиндель в исходное правое положение. С втулкой 6 шарнирно соединен нижний конец кулисы 8, представляющей из себя двуплечий рычаг с подвижной осью и меняющимся соотношением плеч. Второй, верхний конец кулисы 8 снабжен ползуном 9 с установленной на нем маточной гайкой 10, способной взаимодействовать с ходовым винтом 11, приводимым в движение чере з шестеренчатый механизм 4 приводом 5. Кулиса 12, приводимая в движение пневмоцилиндром 13, поддерживает маточную гайку 10 в рабочем взаимодействии с ходовым винтом 11, Верхняя часть кулисы 12 выполнена в виде направляющей, по которой движется ползун 9 с маточной гайкой 10 при вращении ходового винта 11. Ось 14 кулисы 8 подвижная, Это достигается тем, что она шарнирно вмонтирована в ползун 15, который способен передвигаться по .направляющим кулисы 8. В качестве направляющих служат грани продольной прорези, выполненной в средней части кулисы 8.
На поверхности ползуна 15 выполнена риска, а на направляющих кулисы 8 - шкала, служащие для установки шага набивки. Второй конец подвижной оси 14 жестко соединен с ходовой гайкой 16, находящейся на винту 17, установленном на подшипниках 18.
На конце винта 17 установлен маховичок 19, служащий для установки шага навивки. При вращении маховичка 19 гайка 16 движется по винту 17, а вместе с ней движется ползун 15 с осью 14 по направляющим кулисы 8. При движении ползуна 15, а вместе с ней оси 14 вверх увеличивается длина нижнего плеча кулисы 8 и уменьшается длина верхнего плеча,
В этом случае возврастзет подача вперед на один оборот вращения шпинделя и, следовательно, увеличивается шаг навивки. Для уменьшения шага навивки вращением
0 ма,ховичка 19 ползун 15 опускают вниз, уменьшая, тем самым, длину нижнего плеча. Рычаг 20 служит для предварительной подачи шпинделя. Он установлен на оси 21 и соединен с пневмоцилиндром 22.
5Перед работой навивочного станка по
шкале на кулисе 8 устанавливают шаг навивки. Данную операцию проводят в следующей последовательности: включением пневмоцилиндра 13 с помощью кулисы 12
0 отключают маточную гайку 10, а следовательно, кулису 8 из зацепления с ходовым винтом 11; включением пневмоцилиндра 22 через рычаг 20 и шпиндель 1 выставляют кулису 8 в вертикальное положение, парал5 лельное ходовому винту 17; вращением маховичка 19 устанавливают ползун 15 (риску ползуна) на нужное деление шкалы на кулисе 8; включением пневмоцилиндрэ 22 возвращают шпиндель в исходное правое
0 положение.
Устройство работает следующим образом,
С помощью пневмоцилиндра 22 и рычага 20 производят предварительную подачу
5 шпинделя 1.При этом сменная оправка 2 захватывает шлицом проволочную заготовку и вводит в рабочую зону. Втягиваясь, шток пневмоцилиндра 13 с помощью кулисы 12 вводит в зацепление маточную гайку
0 10 с ходовым винтом 11.
С помощью пневмоцилиндра привода 5 включается муфта сцепления привода, Начинают вращаться шпиндель 1 и ходовой винт 11. От последнего через маточную гай5 ку 10, кулису 8 и втулку 6 шпинделль 1 получает поступательное движение с заданным шагом (с заданной подачей на один оборот шпинделя), В процессе вращательно-посту- пательного движения оправка 2 навивает на себя проволочную заготовку.
0 По окончании навивки пневмоцилиндр 13 отключает маточную гайку 10 от ходового винта 11. В результате шпиндель 1 под действием пружины 7 возвращается в исходное правое положение. При этом шпиндель 1
5 вытягивает оправку 2 из навитой спирали, которая падает в накопитель (не показан).
На этом цикл навивки спирали заканчивается, станок занимает исходное положение для нового цикла.
Применение предлагаемого устройства улучшает условия работы навивочного станка, повышает его надежность, расширяет технологические возможности при изготовлении спиралей с различным шагом.
Формула изобретения Устройство для навивки спиралей, содержащее корпус, закрепленную на шпинделе оправку, привод шпинделя и механизм бесступенчатой регулировки шага спирали, отличающееся тем, что, с целью упрощения конструкции и повышения надежности, механизм бесступенчатой регулировки шага спирали состоит из приводной посредством силового цилиндра первой кулисы, плоскость качания которой перпендикулярна оправке, смонтированного на подшипнике в корпусе ходового винта с маховичком, закрепленной на конце пер- вой кулисы параллельно оправке направляющей, смонтированного на направляющей ползуна, второй кулисы, один конец которой шарнирно соединен с ползуном, на котором смонтирована маточная гайка, установленная с возможностью взаимодействия в крайнем положении первой кулисы с вве- дечным в устройство вторым ходовым винтом, соединенным посредством шестеренной передачи с приводом шпинделя и подпружиненной втулки, шарнирно связанной с вторым концом второй кулисы и смонтированной на шпинделе, который установлен с возможностью осевого возвратно-поступательного перемещения, этом ось второй кулисы выполнена ПОДРУ.Ж- ной и шарнирно смонтирована в ползуне, установленном на кулисе с возможностью перемещения, и жестко соединена с ходо вой гайкой, установленной с возможностью взаимодействия с ходовым винтом с маховичком.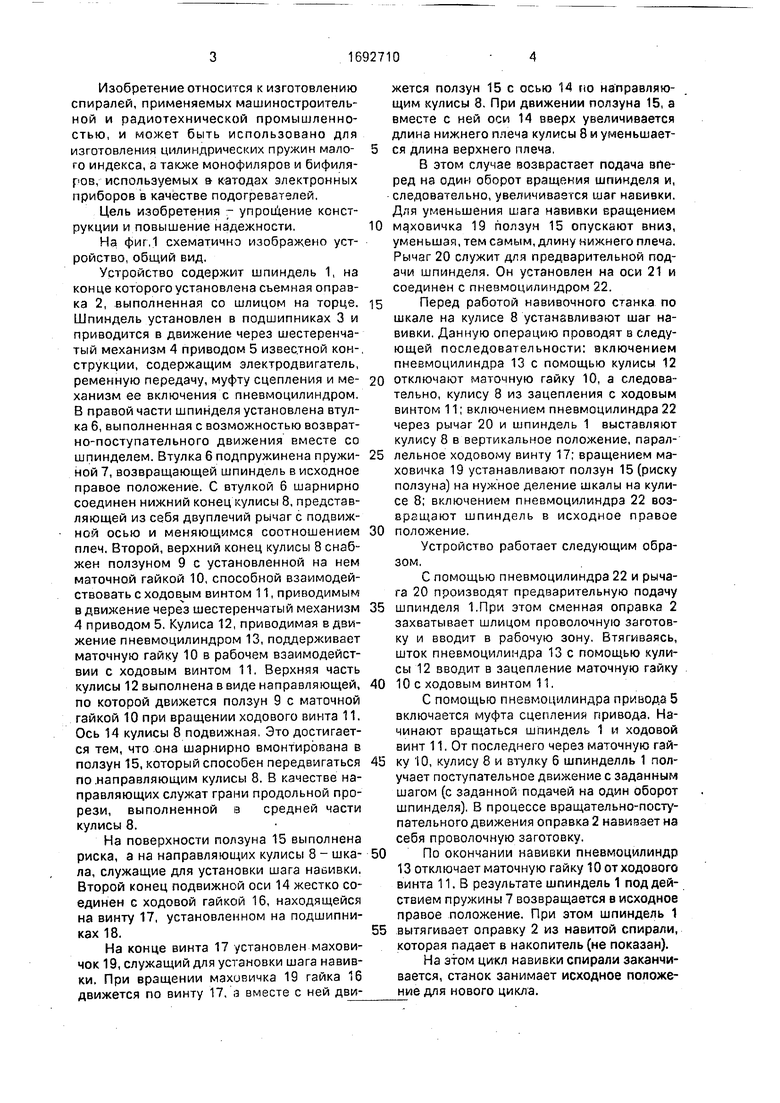
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416250A1 |
| Станок для навивки пружин | 1982 |
|
SU1039623A1 |
| Станок для изготовления спиральнойАРМАТуРы ВибРООпОР | 1979 |
|
SU820994A1 |
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
Изобретение относится к устройствам для навивки цилиндрических пружин малого индекса, применяемым для производства монофиляров и бифиляров, используемых в электронных приборах в качестве подогре4 5V. вателей катодов, и позволяет упростить кон струкцию и повысить надежность. Устройство содержит закрепленную на шпинделе 1 оправку 2, привод вращения и механизм бесступенчатой настройки шага навивки. В конструкции механизма бесступенчатой настройки шага навивки использован принцип двуплечего рычага с подвижной осью и меняющимся соотношением плеч. Устройство содержит кулису 8, верхний конец которой через маточную гайку 10 взаимодействует с ходовым винтом 11, соединенным с приводом, а нижний через втулку 6 шарнирно соединен со шпинделем 1. .Шаг навивки устанавливается перемеще- I нием по винту 17 гайки 16. жестко соединенной с подвижной осью 14 кулисы. 1 ил. Ю9а О i
| Устройство для навивки пружин кручения | 1982 |
|
SU1042859A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
