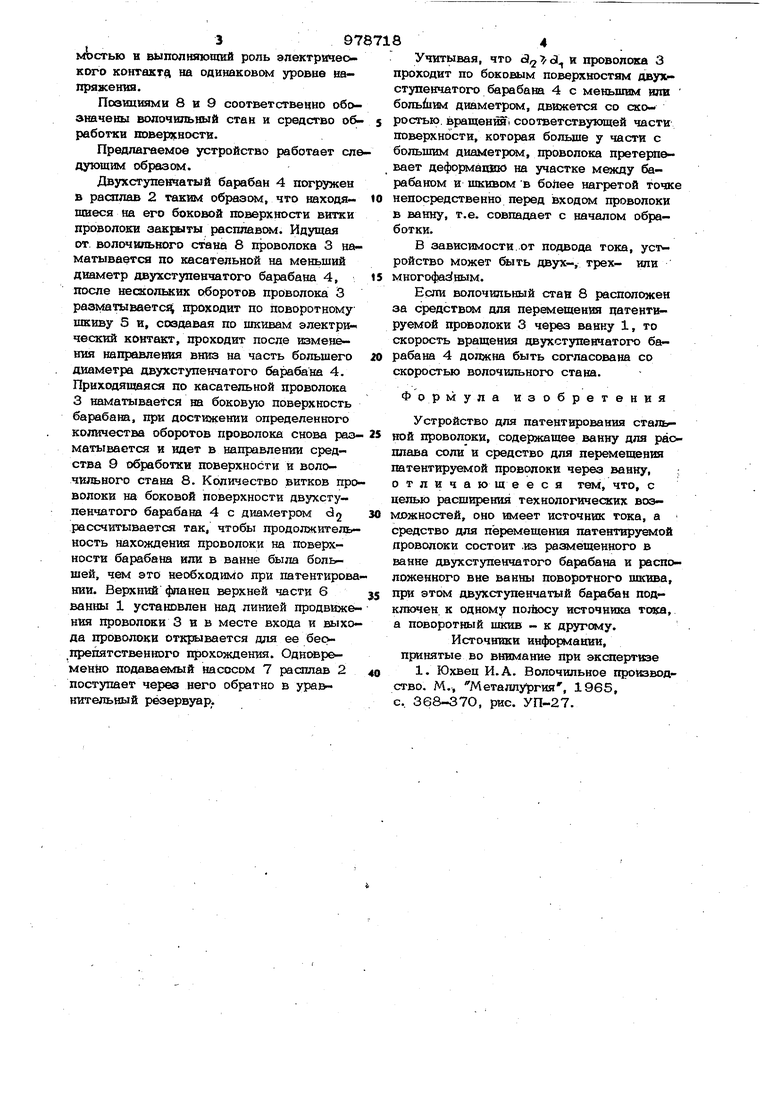
397 в выполняющий роль электричеокого контакту на одинаковсж уровне напряжения. Позициями 8 и 9 соответственно обоаначены ««ючипыалй стан и средство обработки повер|:ности. Предлагаемое устройство работает сле дующим образом. Двухступенчатый барабан 4 погружен в расплав 2 таким образом, что находяпшеся на его боковой поверхности витки проволоки закрыты расппавсм. Идущая от волочш ьш го стана 8 проволока 3 наматывается по касательной на меньший диаметр двухступенчатого барабана 4, после нескольких оборотов проволока 3 разматываете проходит по поворотному шкиву 5 и, создавая по шкивам электрический контакт, проходит после изменения направления вниз на часть большего диаметра двухступенчатого барабана 4. Приходящаяся по касательной проволока 3 наматывается на боковую поверхность барабана, при достижении определенного количества оборотов проволока снова разматывается и идет в направлении средства 9 обработки поверхности и волочильного стана 8. Количество витков про волоки на боковой поверхности двухступенчатого барабана 4 с диаметром dg рассчитывается так, чтобы продолжительность нахождения проволоки на поверхности барабана или в ванне была большей, чем это необходимо при патентирова нии. Верхний фланец верхней части 6 ванны 1 установлен над линией продвиже ния проволоки 3 и в месте входа и выхо да проволоки открывается для ее берпрештственного прохождения. Одновременно подаваемый насосом 7 расплав 2 поступает через него обратно в ура&нительный резервуар;. 8 Учитывая, что , и проволсжа 3 проходит по боковым поверхностям двухгступенчатого барабана 4 с меньшим или больй1им диаметром, движется со скоростью. BpameHiffifi соответствующей части поверхности, которая больше у части с большим диаметгкял, проволока претерпевает деформацию на участке между барабаном и шкивом В более нагретой точке непосредственно перед входом проволоки в ванну, т.е. совпадает с началом обработки. В зависимости от подвода тока, ус- ройство может быть двух-, трех- или мнoгoфadным. ЕСЛИ волочильный став 8 расположен за средством для перемещения цатентируемой проволоки 3 через ванну 1, то скорость вращения двухступенчатого барабана 4 должна быть согласована со скоростью волочильного стана. Формула изобретения Устройство для патентирования стальной проволоки, содержащее ванну для расплава соли и средство для перемепшния патентируемой проволоки через ванну, ; отличающееся тем, что, с целью расширения технологических возможностей, оно имеет источник тока, а средство для перемещения патевтируемой проволоки состоит .КЗ размещенного в ванне двухступенчатого барабана и расположенного вне ванны поворотного шкива, при этом двухступенчатый барабан подключен к одному полюсу источника тока, а поворотный шкив - к другому. Источники информации, принятые во внимание при экспертизе 1. Юхвец И.А. Волочильное производство. М., Металлургия , 1965, с.. 368-37О, рис. УП-27.
fPu.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения проволоки при намотке | 1980 |
|
SU927359A1 |
| Многократный волочильный стан барабанного типа | 1985 |
|
SU1310056A1 |
| Стан для многократного волочения проволоки барабанного типа | 1983 |
|
SU1088836A1 |
| Накопительное устройство к разматывателям проволоки | 1976 |
|
SU650687A1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ПРОВОЛОКИ ИЗ СТАЛИ, ЛИНИЯ И СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СТАЛИ | 2013 |
|
RU2549798C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Устройство для намотки на катушки нитеобразных материалов | 1975 |
|
SU640779A1 |
| Способ изготовления биметаллических длинномерных изделий | 1981 |
|
SU1000134A1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ КАБЕЛЯ С ОПЛЕТКОЙ С СИСТЕМОЙ ПРОТЯЖКИ | 1995 |
|
RU2142022C1 |
| Моталка | 1977 |
|
SU940897A1 |
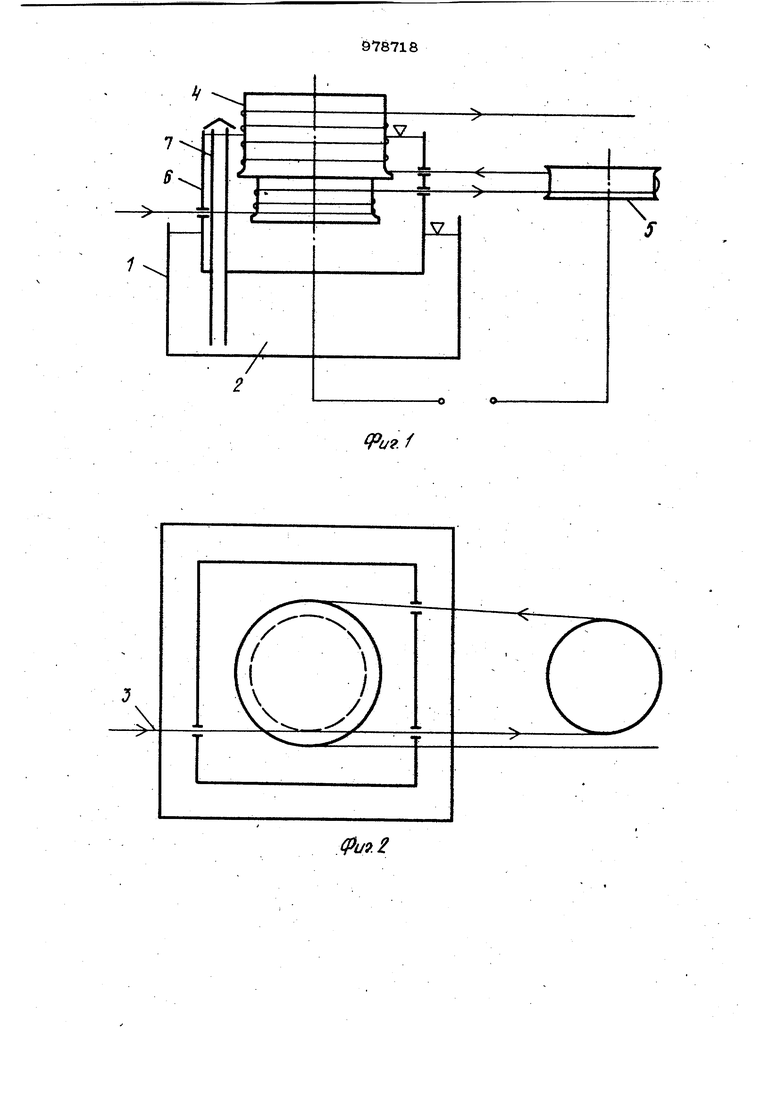
(pu9.2
978718
Ъ
Г
м
4h
/
rr
