Изобретение относится к абразивной обработке и может быть использовано для шлифования торцов деревянных изделий.
Целью изобретения является повышение качества обработки и производительности за счет совмещения стадий обработки.
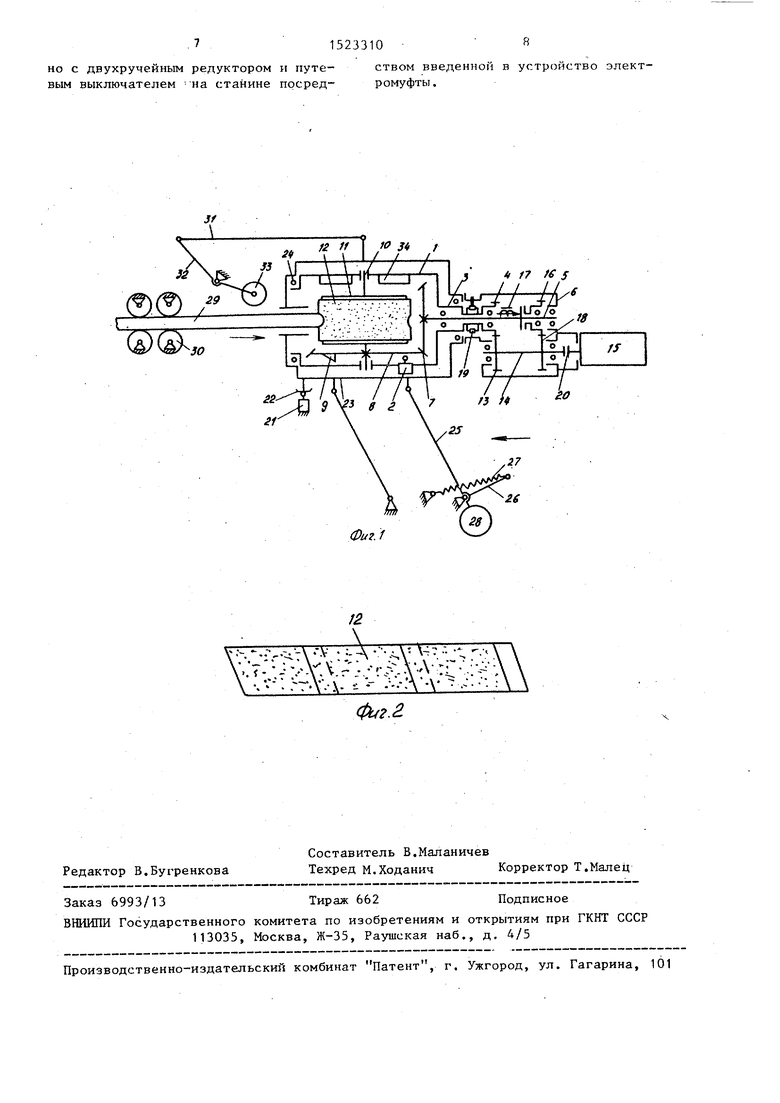
На фи1 .1 изображена схема устройства-, на фиг.2 - развертка абразивного рукава с тремя зонами шкурок различной зернистости.
Кожух 1, несущий путевой выключатель 2, снабжен жестко закрепленной втулкой 3 с зубчатым колесом 4 .
Внутри втулки установлен соосно окну кожуха 1 с возможностью вращения выходной вал 5 двухручейного редуктора 6. На один конец жестко насажена
3
коническая шестерня 7, которая зацелена конической шестерней 8, несуще кулачок 9, и насаженный на ось 10 контактного ролика 11, несущех о абрзивный гибкий инструмент 12, - состав ленньй из, например, трех зон шкуро различной зернистости - от :фубой до мелкозернистой.
Зубчатое колесо 4 двухручейного редуктора 6, имеющее z + 1 зубьев, вместе с зубчатым колесом 13, насаженным на вал 1А, с числом зубьев Z + 3 определяют передаточное число от двигателя 15 к втулке 3 кожуха
1, --. Зубчатое колесо 16, насаZ + 1
женное на электромуфту 17, смонтиро в.анную на залу 5, имеющее z - 1. зубьев, вместе с зубчатым колесом 18, несущим на валу 14, с числом зубьев z + 1, определяют передаточ- :ное число от двигателя 15 к валу 5, приводящему ведущую коническую шес- 1
терню
7 z - 1
Вал 5 и зубчатое к
лесо 16, насаженное на электромуфту 17, вместе с конической передачей 7 и 8 образуют независимый привод контактного ролика 11.
Путевой вьключатепь 2 питается через токосъемник 19, насаженный на втулку 3 кожуха 1.
Привод вращения как кожуха 1, так и контактного ролика 11 от двигателя 15 осуществляется посредством двухручейного редуктора 6 через фрикционную муфту 20, причем вал 5 приводится через электромуфту 17, связанную с путевым выключателем 21, установленным на станине с возможностью взаимодействия с кулачком 22, несомым шатуном 23 шарнирного параллелограмма.
Кожух 1 установлен на подшипниках
5
0
5
0
5
0
коромыслом 32, несущим на свободном конце ролик 33. Для предотвращения вибраций, которые мо1 ут возникнуть из-за распределения масс, на кожухе 1 насажен противовес 34, уравновешивающий коническую шестерню 8.
Устройство работает следующим образом.
От электродвигателя 15 через фрикционную муфту 20 и зубчатые колеса 18, 16, 13 и 4 кожуха 1 валу 5 передается вращение. При этом если кожух 1 вращается от двигателя постоянно, то вал 5 и контактный ролик 11 через конические шестерни 7 и 8 начинают вращение после включания электромуфты 17. Последняя получает сигнал на включение от путевого выключа- , теля 21, после того как заготовка 29 переместит шарнирный параллелограмм с тор- цешлифовальной головкой (перемещение начинается после соприкосновения перемещающейся в роликах 30 за- 1 отовки 29 с контактным роликом 11) на 2-3 мм, что достаточно для освобождения ролика путевого выключателя 21 от кулачка 22, закрепленного жестко на шатуне 23 шарнирного параллелограмма. Вращение вала 5 вместе с контактным роликом 11 продолжается до конца одного полного оборота последнего. Остановка контактного ролика 11 вместе конической передачей и валом 5 осуществляется кулачком 9, закрепленным на конической шестерне 8 (после полного оборота последней с контактным роликом) , через путевой выключатель 2, установленный на кожухе 1 и питаемый от токосъемника 19,насаженного на втулке 3 путем выключения электромуфты 17. .
Время одного оборота контактного ролика устанавливается в зависимости
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования торцов деталей | 1987 |
|
SU1528647A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1266712A2 |
| Устройство для шлифования деталей круглого сечения | 1985 |
|
SU1321559A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1301658A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931396A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1054027A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
Изобретение относится к абразивной обработке и может быть использовано для обработки деревянных деталей со сферическим торцом. Цель изобретения - улучшение качества обработки и повышение производительности за счет совмещения стадий обработки. Контактный ролик, несущий абразивный рукав, состоящий из трех зон кольцевых секторов шкурок различной зернистости, и расположенный в кожухе с возможностью вращения вокруг оси, совмещенной с осью загрузочного окна и перпендикулярной оси контактного ролика, совершает один оборот вокруг своей оси за время технологического процесса шлифования торца одной заготовки тремя шкурками различной зернистости. Для обеспечения одного оборота контактного ролика вокруг своей оси за время технологического процесса шлифования торца одной заготовки на ведомой конической шестерне независимого привода вращения контактного ролика установлен кулачок, а на кожухе - путевой выключатель, питаемый через токосъемник, насаженный на втулку кожуха. Контактный ролик приводится во вращательное движение вокруг своей оси посредством двухручейного редуктора через электромуфту, связанную с путевым выключателем, установленным на станине с возможностью взаимодействия с кулачком, несомым шатуном шарнирного параллелограмма. 2 ил.
24, закрепленных на шатуне 23 шарнир- 45 от времени протекания технологичес- ного параллелограмма. Коромысло 25
.параллелограмма снабжено устройством (механический триггер), содержащим тягу 26 и пружину 27. На свободном конце коромысла 25 закреплен уравно вешенный груз 28.
Шарнирньй параллелограмм установлен таким образом, что в его крайне левом и правом положениях,загрузочное окно кожуха 1 находится против торца заготовки 29, лежащей между роликами 30 транспортера. Шарнирный параллелограмм через тягу 31 связан с
кого процесса шлифования одной заготовки.
t 0,4Т,
где t - время одного оборота контакт 50 ного ролика, т.е. - контакта последнего с торцом заготовки,
Т - время технологического процесса шлифования одной заго- 55 товки.
Исходя из того, что с, получаем t 4 с. Имея требуемое t по формуле
от времени протекания технологичес-
кого процесса шлифования одной заготовки.
t 0,4Т,
где t - время одного оборота контакт- ного ролика, т.е. - контакта последнего с торцом заготовки,
Т - время технологического процесса шлифования одной заго- товки.
Исходя из того, что с, получаем t 4 с. Имея требуемое t по формуле
5
60
(
z + 1 z - 1
z +
3
.)
где z + 1 число зубьев зубчатого колеса 13j 2 1 - число зубьев зубчато1 о
колеса 4; z 3 - число зубьев зубчатого
колеса 18; z + 1 - число зубьев зубчатого
колеса 16.
При числе оборотов электродвих ате ля п j( 3000 об/мин и передаточном числе конической передачи i 0,6083 (.z- 73 и z g 120) получим число зубьев z 22,
Шарнирньш параллелограмм отклонен в крайне правое положение (не показано) . При этом коромысло 32 наклонено таким образом, что ролик 33 расположен напротив предварительно обработанного фрезерованием сферического торца заготовки 29, закрывая ей выход из транспортера. Перемещаясь вдоль стрелки (фиг,1) между роликами 30, заготовка торцом отклоняет ролик 33 коромысла 32, переводит параллелограмм из крайнего правого положения в крайнее левое (фиг.1),
В этом положении, так же как в крайнем правом положении, параллелограмм надежно фиксируется устройст-. вом, состоящим из тяги 26 и пружины 27.
Продолжая перемещаться, заготовка 29 торцом входит в загрузочное окно вращающегося кожуха 1, при этом торец ее входит в соприкосновение с абразивным рукавом, несомым роликом 11. После прохождейия 3-4 мм заготовки вместе торцешлифовальной головки и шатуном 24 шарнирного параллелограмма ролик путевого выключателя 21 освобождается от кулачка 22, что дает команду для начала вращения контактного ролика 11 вокруг своей оси через электромуфту 17, вращение контактного ролика 11 продолжается 4с, что соответствует одному обороту контактного ролика вокруг своей оси.
Отключение электромуфты 17 происходит от питаемого токосъемника 19, путевого выключателя 2, взаимодействующего с кулачком 9. Привод контактного ролика 11 фиксируется вместе с электромуфтой 17 на корпусе двух- ручейного редуктора 6. Контактный ро-
10
15233106
лик 11 останавливается до следующего включения от путевого выключателя 21, т.е. цикл повторяется.
При дальнейшем перемещении заготовки 29 абразивный рукав вминается в кольцевую проточку ролика 11 (вращающегося уже как вокруг своей оси, так и вместе с кожухом 1 вокруг оси, совмещенной с осью загрузочного окна и перпендикулярной оси контактного ролика), и облегая торец на полосе контакта, шпифует его, претерпевая при этом все стадии обработки,
J5 начиная от первой крупнозернистой до третьей мелкозернистой (это достигается совпадением одного полного оборота контактного ролика с временем t 4 с, т,е. контакта торца заготовки с абразивным рукавом контактного ролика, с технологическим процессом шлифования торца одной заготовки) .
В процессе обработки заготовка продолжает перемещаться вперед, и, воздействуя через контактный ролик 11 на кожух 1, а следовательно, и на шарнирный параллелограмм, перемещает его, преодолевая силу пружины 27, в крайне правое положение. Одновремен- . но с этим заготовка 29 полностью выходит из транспортера, ролик 33, возвращаясь в первоначальное положение напротив торца следующей . товки, воздействует на конец обрабо35 танной детали, сбрасывая ее в бункер (не показан). Формула изобретения
20
25
30
Устройство для шлифования торцов
40 деталей, содержащее станину с шарнирным параллелограммом, включающим шатун, связанный с коромыслом, и кожух с установленным на нем валом с конической парой, ведомая шестер-
45 ня которой размещена на оси контактного ролика, предназначенного для установки гибкого абразивного инструмента, отличающееся тем, что, с целью повышения качества об-
50 работки и производительности, устройство снабжено кулачком, расположенным на ведомой шестерне, путевым выключателем, установленным на кожухе, двухручейным редуктором, предназ55 наченным для вращения кожуха и кон- .тактного ролика, путевым выключате-; лем, установленньм на станине, причем вал ролика и кулачок шарнирного параллелограмма связаны соответственно с двухручейным редуктором и путе- ством введенной в устройство элект- вым выключателем на станине прсред- ромуфты.
тШ:
50
:УА-
.г :. :
3 I
ik
ii 17 t€ 5
-L±и .6
... ЛЭП2. lri «X
7 3 /
.27
Фиг. f
f2
.
лЛ .Л-:1
.2
| Устройство для шлифования торцов деталей | 1983 |
|
SU1135617A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
