1
Изобретение относится к литейному производству, в частности к устройствам для упло.тнения литейных форм и может быть использовано в автоматических литейных линиях, производящих разовые сырые песчано- глинистые формы.
Цель изобретения - повышение производительности машины, упрощение конструкции, снижение энергозатрат при эксплуатации и повышение качества уплотнения литейных форм.
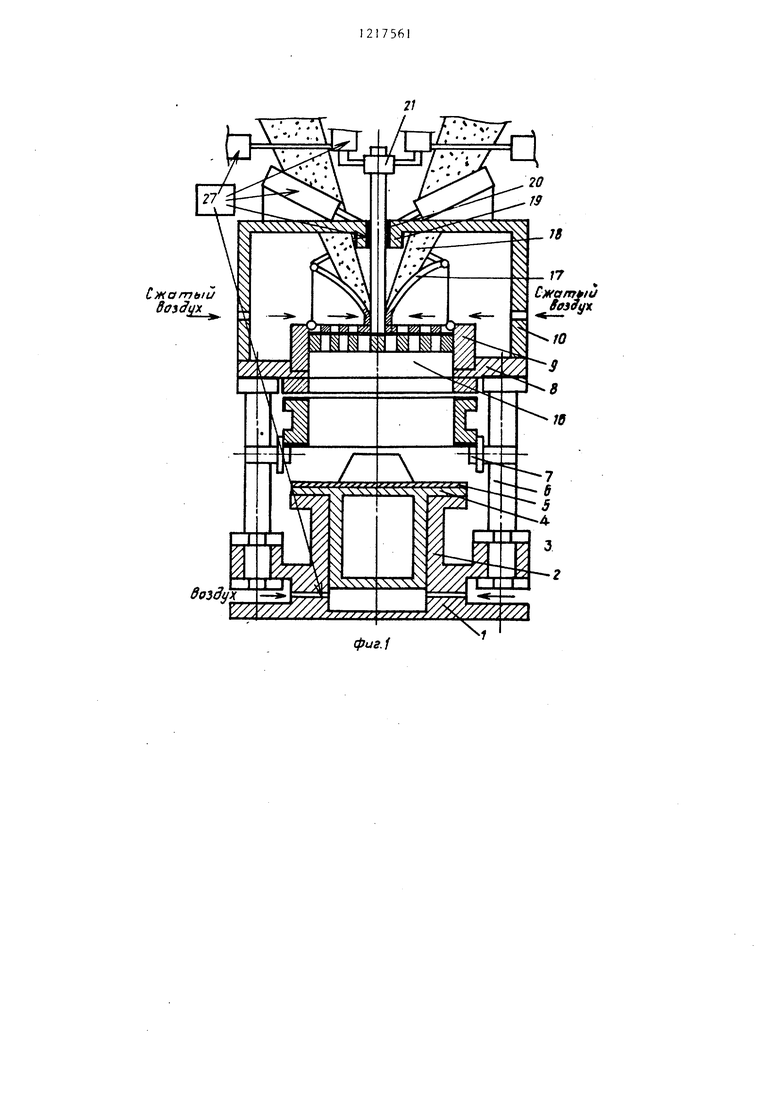
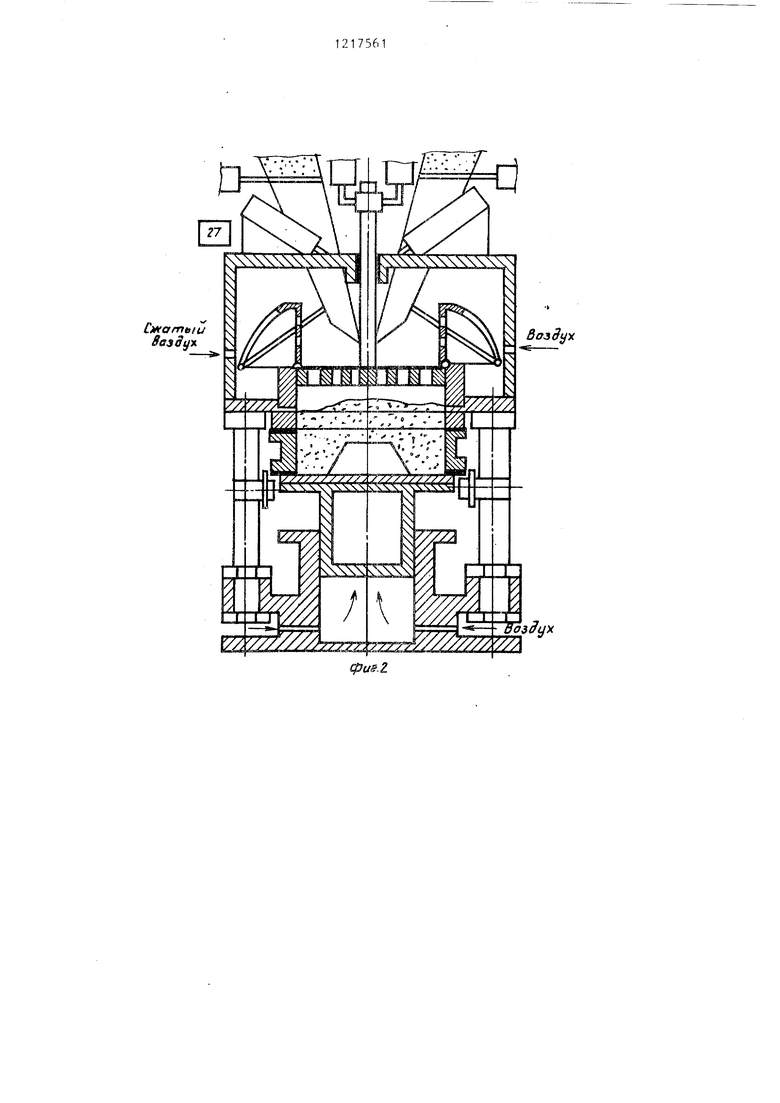
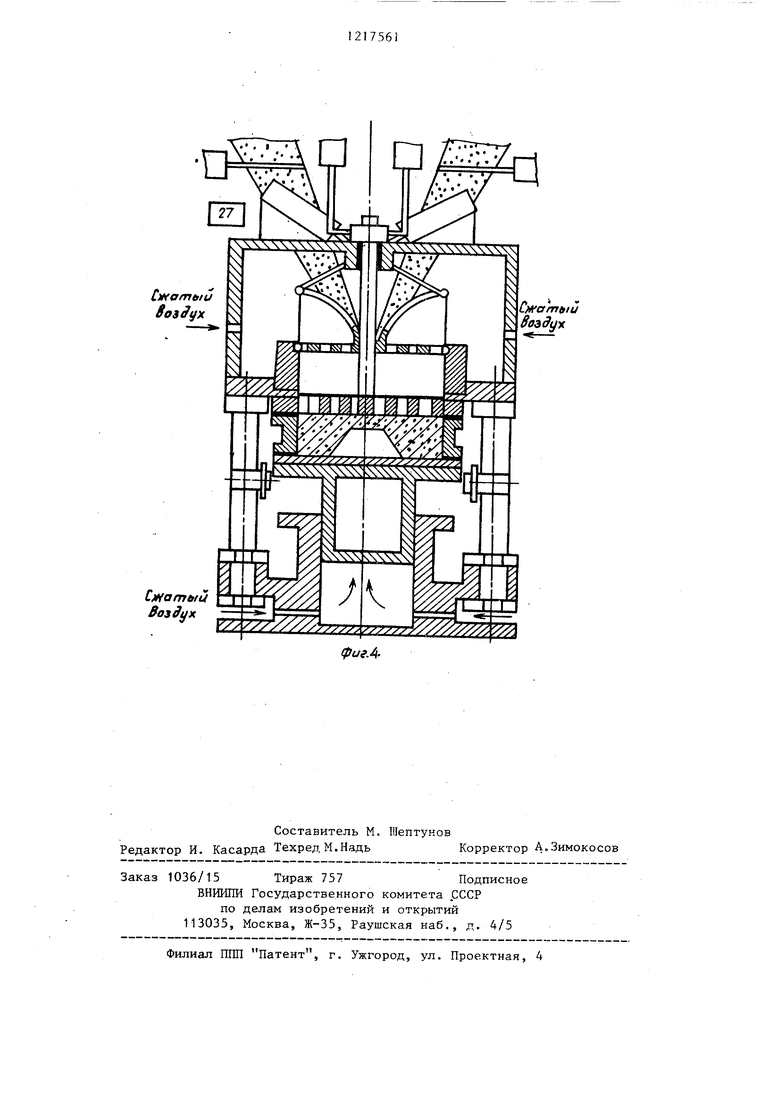
На фиг. 1 показана формовочная машина, разрез; на фиг. 2 - то же, в момент загрузки формовочной смеси| на фиг, 3 - то же, в момент продувки и уплотнения смеси сжатым возду- хом; на фиг, 4 - то же, в момент до- уплотнения формы перфорированной плитой в режиме удара,
Формовочная машина для изготовления литейных форм содержит станину 1 с пневмоцилиндром 2. В цилиндре 2 находится прижимной поршень 3 со столом 4, на котором установлена плита 5, На станине укреплены опорные колонны 6, к которым крепятся приводные ролики 7 кромочного рольганга и траверса 8 с воздушной уплотняющей головкой 9, ресивером 10 и дозатором 11 смеси,
К воздушной уплотняющей головке 9 жестко крепится наполнительная рамка 12. Воздушная уплотняющая головка 9 содержит быстродействующий клапан с плитой 13 и штоком 14, состоящий из перфорированной пластины 15, направляющего элемента 16 и установленной противоположно пластине 15 перфорированной плиты 13 со штоком 14, Пластина 15 жестко соединена с затвором 17 дозатора 18 и шарнирно соединена с направляющим элементом 16. Шток 14 плиты 13 входит во втулку 19, которая является направляющей, а доуплотняющая плита фиксируется в верхнем положении устройством 20 и соединена с возвратны пневмоцилиндром 21. Ресивер 10 соединен с. магистралью сжатого воздуха отверстием 22. Лады опоки 23 имеют эластичное жаропрочное покрытие 24. Челюстной затвор 17 приводится в действие пневмоцилиндрами 25, а воз вратный механизм состоит из цилиндра 21 и системы штоков 26. В конст561
рукции имеется управляющее устройство 27, которое регулирует последовательность осуществления переходов формовки.
g Формовочная машина работает следующим образом.
Приводные ролики 7 кромочного рольганга подают пустую опоку 23 в рабочее пространство машины, в поло- 0 жение над модельной плитой 5. Стол 4 движется вверх, снимая опоку 23 с роликов 7, и прилсимает модельную плиту 5 к опоке 23, а ее - к наполнительной рамке 12. Одновременно до- 5 затор 1f смеси выпускает дозу смеси в бункер 18, а в полость ресивера 10 нагнетается сжатый воздух под давлением 0,5-0,7 МПа. Срабатывает загрузочное устройство, одновременно 0 открывая пластину 15 клапана дутья, и формовочная смесь сквозь отверстия в плите 13 заполняет опоку 23 и наполнительную рамку 12. Сжатый воздух из ресивера 10 обдувает части 5 клапана дутья. Челюстной затвор 17 закрывается, пластина 15 и отверстия в плите 13 перекрываются. При достижении в ресивере определенного давления срабатывает устройство 20, 0 фиксирующее плиту 13 в верхнем положении, шток 14 освобождается и плита 13 начинает свободно падать в на правлении к смеси по направляющему элементу 6, открывая проходное сече- г ние клапана дутья. Происходит вдув воздуха в полость опоки и форма уплотняется. Однако верхние слои толщиной 10-13% от высоты опоки и наполнительной рамки остаются рыхлыми, jQ что устраняется ударом падающей плиты 13. Удар доуплотняющей плиты 13 способствует не только уплотнению контрлада формы, но и улучшению распределения плотности и твердости формы по ее высоте. По окончанию процесса пневмоцилиндр 21 со штоко- вой системой 26 за шток 14 подтягивает плиту 13 в исходное (верхнее) положение, а устройство 20 фиксиру- jg ет ее в этом положении.. Клапан дутья закрывается, стол 4 опускается, модельный комплект протягивается и готовая полуформа заменяется пустой опокой. Последовательностью операций управляет автоматическое устрой55
ство 27.
Сжатый
воздух
. vTr-T
П /i/ М
18
17
C amffu 9азоуж
фиг.1
C)ftarrtbiu ЗазЗуж
Воздух
воздух
Сжатый 8оздд)(.
Воздух.
У7/777 ////.
VT/v7 7I7r-t тН/.л-У LK
75
Г2
жатии т г
ooiBtj
// ///////А
iffui.Z
LJ V. /.A
Ciffcrmtnu ВозЗдж
Сжатый Воздух
C)ffambtu воздух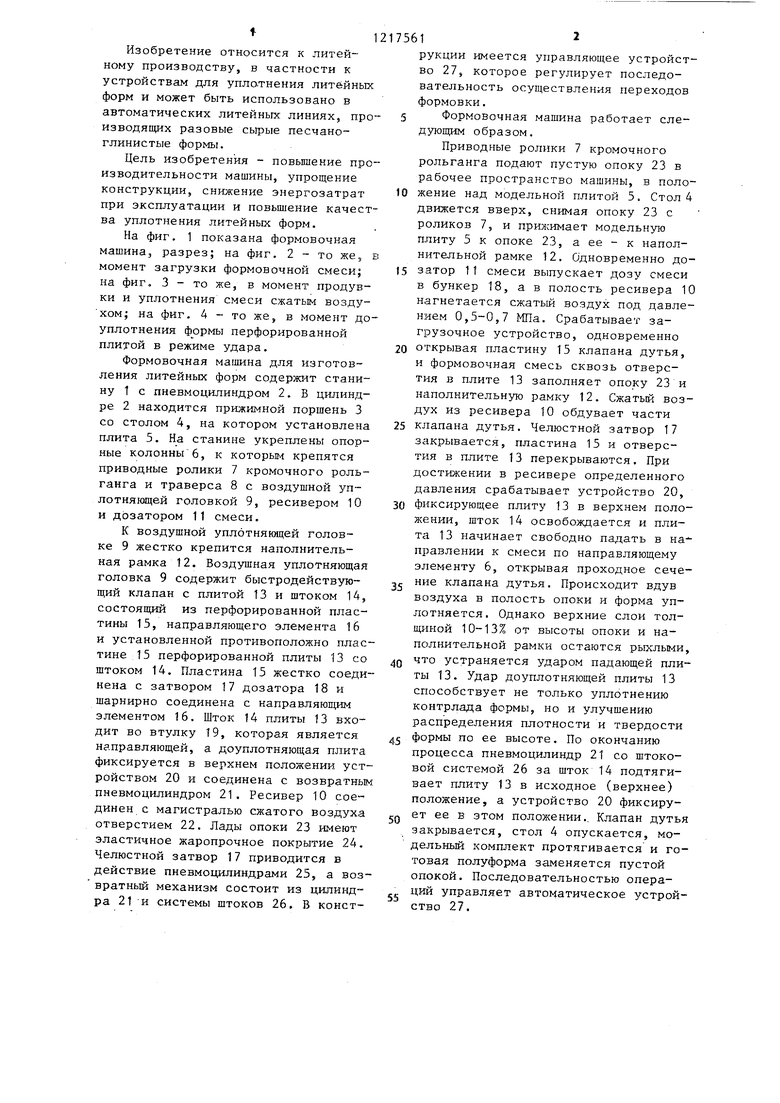
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| Формовочная машина | 1987 |
|
SU1535669A1 |
| Способ уплотнения зернистых материалов и устройство для его осуществления | 1990 |
|
SU1791073A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Способ лечения первичной открытоугольной глаукомы | 2023 |
|
RU2815951C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
