(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи изделий | 1978 |
|
SU1057385A2 |
| Устройство для клеевой загибки краев деталей обувных и кожгалантерейных изделий | 1974 |
|
SU506386A1 |
| Устройство для упаковки предметов | 1982 |
|
SU1065299A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| Установка для изготовления петель на концах канатов | 1973 |
|
SU524876A1 |
| Устройство для укладки предметов в тару | 1974 |
|
SU485919A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для перемещения деталей от пресса | 1986 |
|
SU1388161A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |


1
Изобретение относится к транспорт -, ррвке изделий, в частности к устройствам для накопления плоских тонколистовых изделий и подачи их к конвейерной линии.
Наиболее близким по технической сущности к предлагаемому является устройство для подачи изделий, содержащее опорную станину, на которой установлена на горизонтальном валу крестовина с держателями на концах для изделий и привод 1 .
Однако это устройство не может точно подавать тонкие листы на последующую технологическую операцию.
Цель изобретения - увеличение точности подачи тонколистовых изделий, например листов щихтованных сердечников электрических машин к конвейерной линии.
Поставленная цель достигается тем, что держатели состоят из двух пластин, расположенных под О9трым углом одна к друтчэй, направленным к центральной
части крестовины, при этом на свободных концах пластин смонтированы створ ки для фиксации изделий, шарнирно связанные с приводом при помощи подпружинешадй тяги и штока.
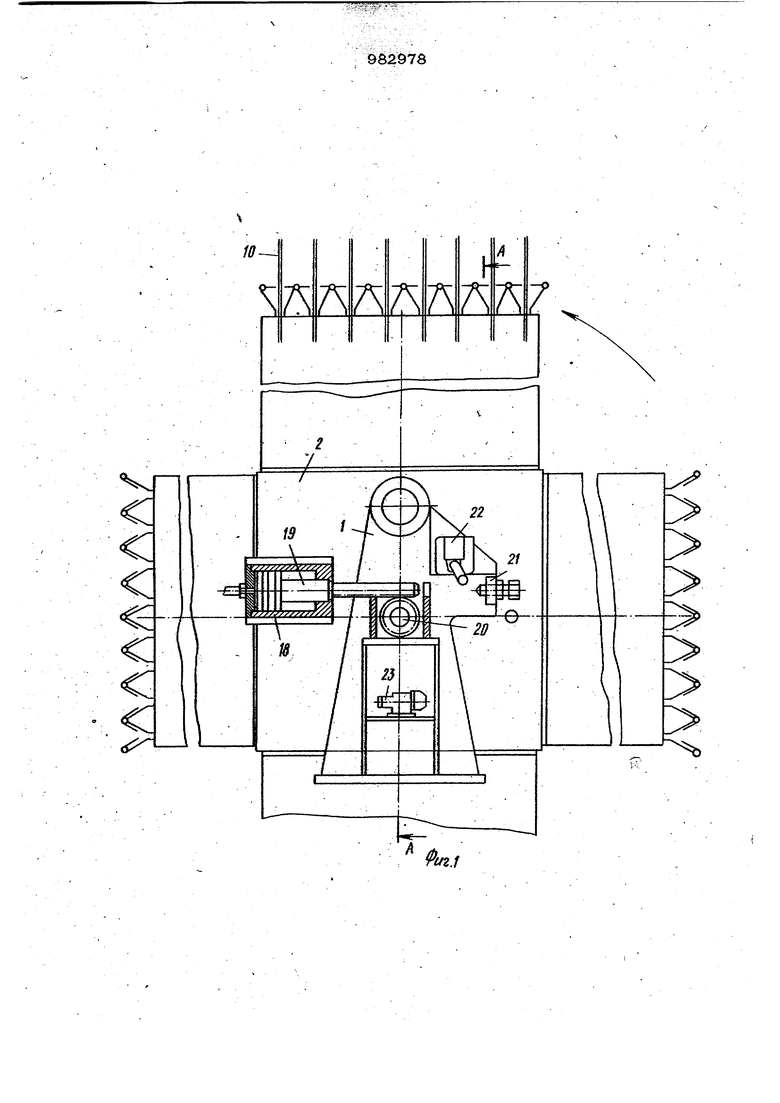
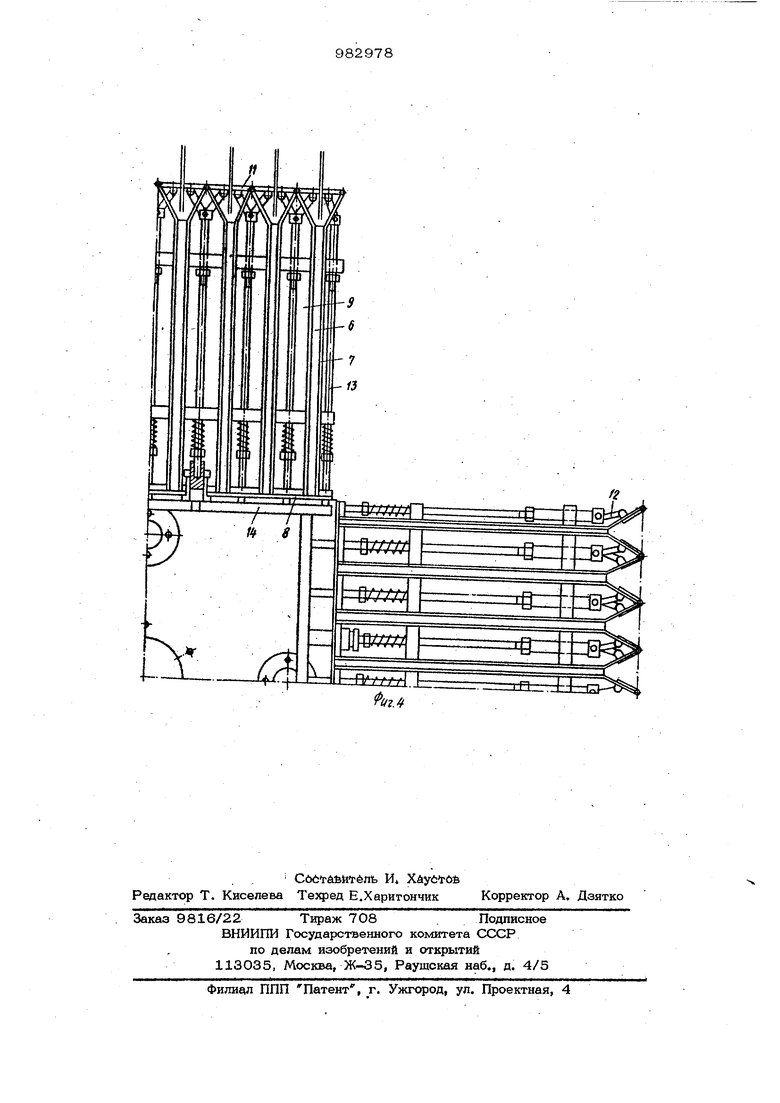
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - раэрез А-А на фиг. 1; на фиг. 3 - вид спереди; на фиг. 4 - ориентирующее приспособление
10
Устройство для подачи изделий-устанавливается соосно с конвейерной линией.
Устройство содержит опорную станину 1, крестовину 2 прерывистого. действия,
5 с горизонтальной осью вращения, снабженную ориентирующим приспособлением.
На опооной станине 1 в подшипниках 3 (см. фиг. 2) установлен вал 4, на котором установлена крестовина 2, щая под углом 90° друг и другу, мнотх ячеечные кассеты5 (см. фиг. 3). Ячейки 6 (см. фиг. 4) кассет 5 расположены вдоль продольной оси вала 4 и образов 3 . 982 ны двумя перегородками 7, жестко прикреплёнными к основанию 8 и задней стенке 9. кассет 5. Верхняя часть перегородок 7 отогнута под острым углом друг к другу, образуя две пластины, представляющие собой вход в ячейку 6. Эти пластины служат также направляющими для подаваемых тонколистовыхизделий 10 и направлеЬы острым углом к центральной части крестовины. Ячейки 6 снабжены ориентирующим приспособлением, выполненным в виде створок 11. с шарнирами 12, связанными с подпружиненными в сторону открь вания тягами 13, которые соединены с планкой 14, соприкасающейся со щтоком 15 общего пнбвмоцилиндра 16, уврепленного на опорной станине. Каждая кассета снабжена съемными упорами 17. При этом створкр 11 щарнирно на свободных концах пластин. Привод вала 4 состоит из гидроцилиндра 18 со щтоком-рейкой 19, соединенной с щестерней храповой муфты 20. Включение гидроцилиндра 18 осуществляется фотоэлементом, установленным на конвейерной линии (не .чертежах не показан). Поступательное движение щтока-рейки 19 ограничено упором 21. Питающее уст ройство для подачи изделий снабжено так же концевым выключателем 22, воздухораспределителем 23 и фиксатором 24 положения вала- 4 с приводом 25. Устройство работает следующим образом,о Тонкиелисты 10 щихтованных сер дечникоБ. электрических мащин уложены в горизонтально расположенную кассету 5. Створки 11 ориентирующего приспособления при этом опущены. Под воздействием фотоэлемента, устано ленного на конвейерной линии, включаетс ридроцилиндр 18. Порщень со щтоко рейкой 19 перемещается поступательно и входит в зацепление с щестерней храгповой муфты 2 О, установленной на валу 4 питателя. Вал 4 поворачивается до тех пор, пока щток-рейка 19 не дойдет до упора 21. Поступательное движение щтока-рейки 19 до упора 21 соответст вует повороту вала 4, а вместе с ним и кассет 5 (с изделиями 1О) на 9О°. Пвремещаясь поступательно, щток-рейка 19 соприкасается с роликом концевого выключателя 22, который через воздухораспределитель 23 включает одновременно привод 25 фиксатора 24 положения вала 4 и привод 16 ориентирующего приспособления. Шток 15 пневмоцилиндра 16 нажимает на планку 14, сообщая ей движение вверх. Перемещаются вверх и жестко связанньш с йланкой 14 подпружиненные в сторону открывания тяги 13с щарнирами 12, которые поворачивают створки 11. укрепленные на верхней части перегородок 7, Тонколиотовые изделия оказьтаются в узком пространстве между створками 11, т.е. строго ориентированными по оси захварного устройства конвейерной линии. Изделия захватываются и уносятся. Гидрои -пневмопривод при этом реверсирует. К этому времени в горизонтально расположенную кассету 5 уже уложена следующая партия тонких листов 10, Включаются гидроприводы, и цикл повторяется. Частота цикла в данном примере составляет 22 с. Экономический эффект по предварительным расчетам составит 60 тыс. руб. в год при использовании двух питателей. формула изо. бретения Устройство для подачи изделий, пре- имущественно листов, .содержащее раоположенную на горизонтальном валу крестовину с держателями для иЭДелий на ее концах и привод, отличающеес я тем, что, с целью увеличения точности подачи изделий, держатели состоят из двух пластин, расположенных под острым углом одна к другой, направленным к центральной части крестовины, при этом на свободных концах пластин смонтированы створки для фиксации изделий, щарнирно связанные с приводом при помощи подпружиненной тяги и штока. Источники информации, принятые во внимание при экспертизе 1. Патент СССР, № 269069, кл. В 65 В 19/О4, опублик. 1967 (прототип).
10г
Аи
А
к
Еа
Л
S
