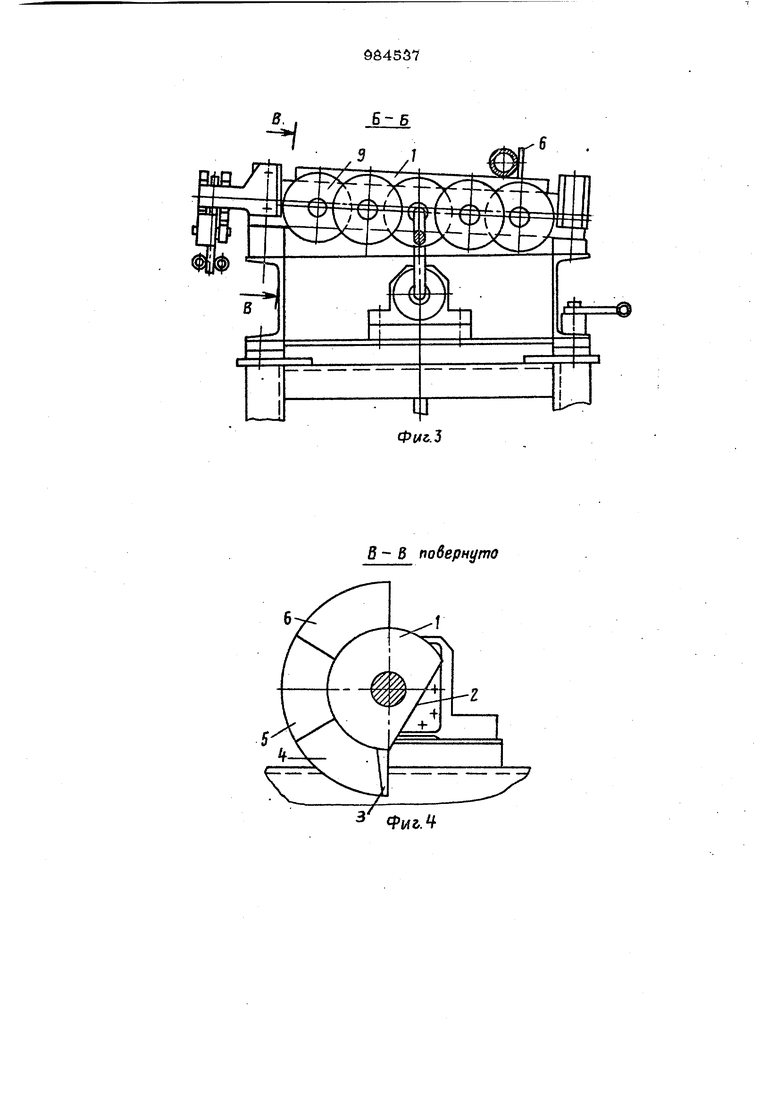
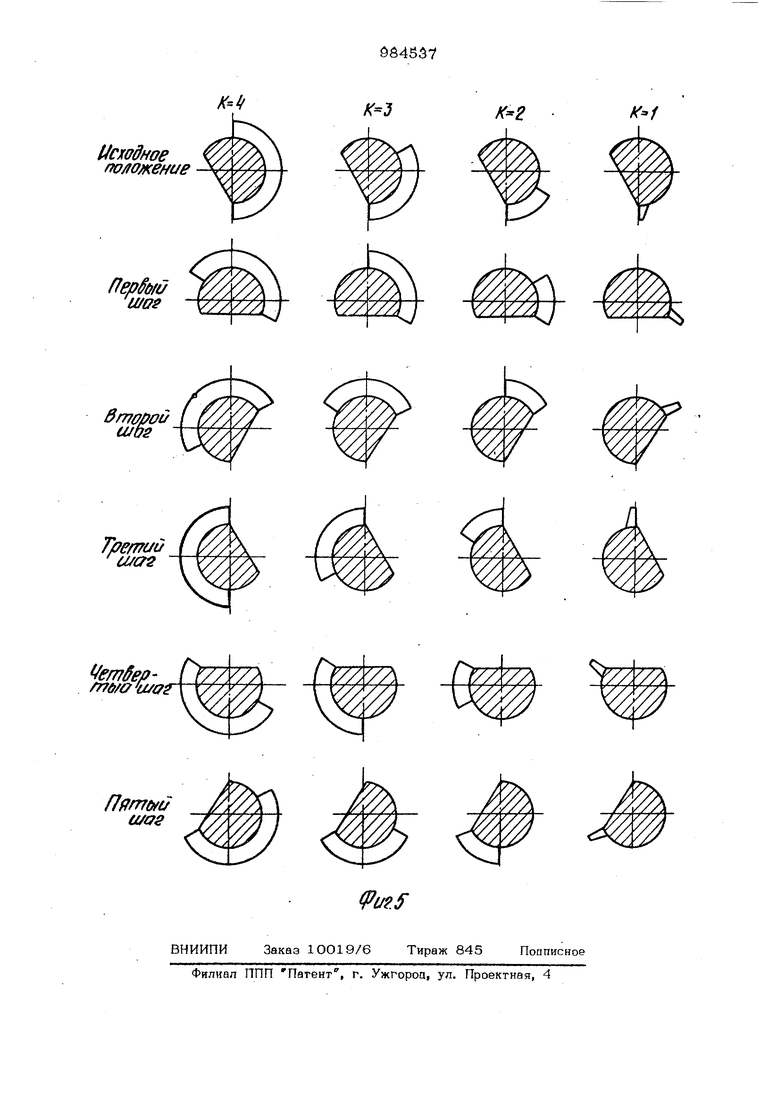
Изобретение относится к прокатному производству, в частности к устройствадМ для передачи круглого проката и его распределения в процессе передачи. Оно может быть использовано в металлургической и машиностроительной проыышленности. Известно устройство для передачи круглых изделий по наклонной решетке, содержащее наклонный барабан с располо женными на нем штъфями, привод поворота барабана С1} . Недостатком этого устройства являет он то, что оно не обеспечивает в процессе передачи распределение труб на решет ке с заданным интервалом между ними. Наиболее близким к изобретению является устрюйство для распределения круглого проката, содержащее барабан с продольным срезом рабочей поверхности и поперечными наружными ребрами, охва тываюшими барабан по периметру от одной в:ромв:и среза до другой, и шаговый привод поворота барабана с угловым шаггом с5 2J/ рад . Устрюйство устанавливается между роликами рольганга и позволяет распределять на определенные pjac стояния поступающий вплотную друг к другу в продольном направлении, круглый прокат 2 J. Недостаток указанного устройства за- , кяючается. в том, что оно не может обеспечить передачу поперечного перемещаемого проката с изменением напр)авления его перемещения на щюдольное. Цель изобретения - расширение технологических возможностей устрюйства путем обеспечения передачи круглого проката с изменением направления его перемещения. Поставленная цель достигается тем, что в устройстве для распределения лого проката, содержащем бар)абан с продольным ср)взом рабочей поверхности 0 поперечными нарзужными рзебрами, начинающимися от одной кромки ср)еза и шаговьгй привод noBojpora барабана,попереч- ные рюбра на бар)абане выполнены неоди- паковой длитл; первое ребро . в В1ще штыря, каждое последующее - длююй, определяемой по формуле I- (К--1) d- (R-iti порядковый помер ребра - В1з1сота ребра; -радиус барабана; -угловой шаг поворота 6apa6aHa разлый -2ji- 1 где п количество одаовременно рас пределяемого проката, и расположены в порадке увеличения длшгьт ребер по напржкелию поступления пр)оката с рассахэя цлем конца последнего ребра до другой кромки среза, paBHLLM нроизведе1нпо 1:1адт са барабана на его угловой шаг поворота Выполнение ноперечз1ых нар О1Сньгх ребер леодилаковой длгашт и расположение их на барабане в поряцке ртеличения ДЛШ1Ы по налр51зленню пос:т ашення npoica та позволяет лроизводпть нркем поперечно перемещаемого проката, расцределпть его Ш онределеншле расстояния друг от друГсЧ и затем одновременно весь распре делез-п-1Ы11 нрсл-глт уложить на нромежуто1 ный механизм, HaitpPtK-tep люнеты -шспек- ционлого стола Пр) длине ребер, менъ:ией () oi- х i ( R -t- ti ), невозмоюю о- :ущсствлеш1е приема проката, поскольку оз; будет скат ватьс5 по барабанл без задержк-, а также распределенме его е епределенньш интервалом от . Прп длине ребер, большей (К--1) ct« 1( R 1i ), rteBO3Mo/iaio ос:/ществление пер)едачи п юката на последующие ошра- Наличие определешюго расстояния меиоду кондом после,цнего (самого длил- кого) ребра и кромкой среза, определяеЫого произгодением радиуса барабана на угловой шаг поворота барабана; задает ширшту среза и не момсет быть больше oi И , посколзлку при этом становится невозмолшым осуществление укладки про ката на люнеты. Это расстояние не может быть меньше oit- R , так как невозможно будет осуществить съем проката с шонетов. На фиг. 1 изобраясено устройство для распределения круглого проката и его последующей передачи, вид в ллане| на фкг, 2 разрез фиг. 1| на фиг, 3 - разрез Б-Б фиг. 2| на . 4 1;)азрез В-Ь фиг. 3j на фиг. 5 - схема работы барабана устройства при riiv 4 и /4Устройство для распределения круглого проката, например труб, содержит барабан; 1 спродольным срезом 2 рабочей поверхности и поперечными наружными ребрами 3-6, начинающимися от кромки среза, щаговый привод 7 поворота барабана. Устройство используется для распределения на определен 1ые расстояния одновременно четьфех труб, поступающих последовательно с надотонной рещетки 8, нодачи их на люнеты 9, расположенные на инспекционном столе 10 и имеющие реверсивный привод 11, и съема с них для последующей передачи на другие операции. Ребра 3-6 на барабане выполнены неодинаковой дл1шы: первое ребро 3 - в взаде щтыря, каждое последующее - длиной, определяемой по формуле е- (K-j;-oi-(R4h), порядковый номер ребра; высота ребра; р радиус барабана; oi - угловой шаг поворота барабана, равный где Г) количество одновремеш о распределяемого проката, и расположены в порядке увеличения длины ребер по нанрав- лению поступления проката с рассто5шием конца последнего ребра до другой кромки среза, p BHbUvi произведению радиуса барабана на его угловой щаг поворота. В случае поступления на устройство более длшпюмерного проката, чем труба, оно пред сматривает размещение нескольких барабанов, расположенных последовательно друг за другом в направлении продольной оси проката. Устройство для распределения круглого прохсата работает следующим обр)азом. Трубы поступают друг за другом по наклонной рещетке 8 на барабаны 1, установленные между люнетами 9 инспекциеонного стола 10, Все барабаны находятся в исходном положении: кромка среза 2, от которой начинаются ребра 3-6, находится внизу, а свободная от ребер (за исключением ребра 6) рабочай ловерхп ность барабана обращена вверх, и образует дорожку для поступающей с решетки трубы. Первая труба скатывается по этой дорож1{е и задерживается посиедним (четвертым) ребром 6. Шаговый npimofl поворачивает барабан на один угловой 66 «- « -i «60«. При этом поднимаетвя третье ребро 5 и за- держивает вторую скатьшаюгдуюоя с рэшетки трубу. Барабан поворачивается еще на один шаг, поднимается второе ребро 4 и задерживает третью трубу, Со следующим шагом барабана поднимает с я первое по ходу движения труб ребро 3 и задерживает четвертую трубу. В этом положении все наружные поперечные ребра 3-6 подняты и у каждого ребра на , хрпится по одной трубе. Все трубы распределены с одинаковым интервалОлМ, соглз: сующимся с взаимным расположением люнетов 9. Когда барабан совершает четвертый шаг, все ребра опускаются, а распределенные трубы попадают на срез 2. Когда срез займет горизонтальн положение, все трубы лягут на люнеты, так как барабаны установлены таким образом, что шюскасть среза ниже рйбочей поверхности люнетов. После этого : контролер включает реверсивный привод 11 люнетов и осуществляет визуальный контроль поверхности труб. Затем привод люнетов выключают, а шаговый привод 7 поворота барабана включают. Барабан делает пятый шаг, при котором кромка среза занимает верхнее положение и снимает с люнетов прошедшие контроль трубы. Поскольку барабаны установлены с наклоном по направлению движения труб, то последние скатываются по кромке ере за и поступают на следующую операцию. Освободившиеся от труб барабаны с очередным шагом возвращаются в исход ое положение и готовы к распределению, укладке на люнеты, съему с них и после дующей передаче очередной партии труб. Таким образом, предлагаемое устройство имеет более широкие технолог {чес«кие возможности, поскольку оно может осуществлять дополнительные операдии, а именно утсладку труб после их распределения на промежуточный механизм и v съем с него с последующей передачей на другую операшпо. Кроме того, устройство позволяет осуществлять передачи поперечно перемещаемого прюката с изменением ления его перемещения на продольное для последующей передачи на другие опе рации. В настоящее время на участках инспекции с визуальным контролем, входящих в шшйю правхш круглого проката, контролер вруч1огю раскатывает трубы на тюпекщтонном столе и переворачивает их при осмотре. От постояиного контакта с металлом у контролеров возникает профессиональное заболевание рук. Использоваш е предлагаемого устройства в составе 1шспекииош1ого стола позволит освободить контролера от тя- желого ручного труда и снизить уроветь профзаболеваний. Формула изобретения Устройство для распределения кругяого проката, содержащее барабан с продольным срезом рабочей поверхности и поперечнызч.1и наружными ребрами, начинающимися от одкой кром1Ш среза, и шаговый привод поворота барабана, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения передачи круглого проката с изменением направления его перемещения, поперечные ребра на барабане вьшолнены неодинаковой длины: первое ребро - в виде штыря, камодое последующее - дшшой, определяемой по формуле е(К-1)- (R4-fi), где К- пор5адковьп 1 номер ребра; fi- высота ребра1 радиус барабана; d- угловой шаг поворота барабшш, равный -, где п - количество одновремешю распределяемого проката, и расположены в порядке увеличения дда1кы ребер по направлению поступления проката с расстояШ1ем конца последнего ребра до другой кромки среза, равным произведеншо радиуса барабана на его угловой шаг поворо-. та. Источники информации, пр1шятые во внимание при экспертизе 1.Авторское свидетельство СССР NO 508288, кл. В 21 В 39/00, 1974. 2.Патент ГДР № ,, : , кл. 7а 27/02, 1960.
«t
ег
g
1.
г
Б-б

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА С РОЛЬГАНГА НА ХОЛОДИЛЬНИК | 2004 |
|
RU2268801C2 |
| Способ изготовления оребренных радиаторов из труб и устройство для его осуществления | 1989 |
|
SU1813605A1 |
| Устройство для поперечного перемещения проката | 1987 |
|
SU1447456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| МАШИНА КУЗНЕЧНО-ПРЕССОВАЯ | 2023 |
|
RU2828146C1 |
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| Стол для тепловой резки проката | 1978 |
|
SU764887A1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников | 1987 |
|
SU1473933A1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |

В- В повернуто
Фиг. Ч
