(54) СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ПОКОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ обработки гладких валов | 1990 |
|
SU1808466A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Устройство для изготовления поковок | 1988 |
|
SU1593736A1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Способ протермического обратного выдавливания пустотелых деталей | 1981 |
|
SU1007807A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
1
Изобретение относится к обработке металлов давлением-и может быть использовано для чистовой обработки поковок.
Известен способ чистовой обработки поковок, включающий срезание припуска с одновременным его сжатием 1.
Известный способ осуществляют устройством, содержащим матрицу,, пуансон и обойму, установленную на матрице.
Недостатком известного способа является ограниченная возможность срезания припуска по величине за один проход и больщое усилие, необходимое для срезания, что снижает производительность и ограничивает технологические возможности.
Цель изобретения - расщирение технологических возможностей- и повыщение производительности путем обеспечения условий для срезания больщих толщин припуска за один проход.
Указанная цель достигается тем , что согласно способу чистовой обработки поковок, включающему срезание припуска с одновременным его сжатием, сжатие припуска при его срезании в зоне разделения осуществляют силами сопротивления выдавливанию срезаемого металла по кольцевому участку по периметру поковки.
При этом сопротивление выдавливанию снимаемого припуска регулируют путем изменения ширины кольцевого участка.
Устройство для осуществления способа, содержащее матрицу, пуансон и обойму, установленную на матрице, снабжено жестким кольцом со скругленными рабочими кромками, установленными между пуансоном и внутренней поверхностью обоймы с возможностью осевого перемещения под давлением снимаемого припуска, при этом кольцо ° подпружинено относительно обоймы.
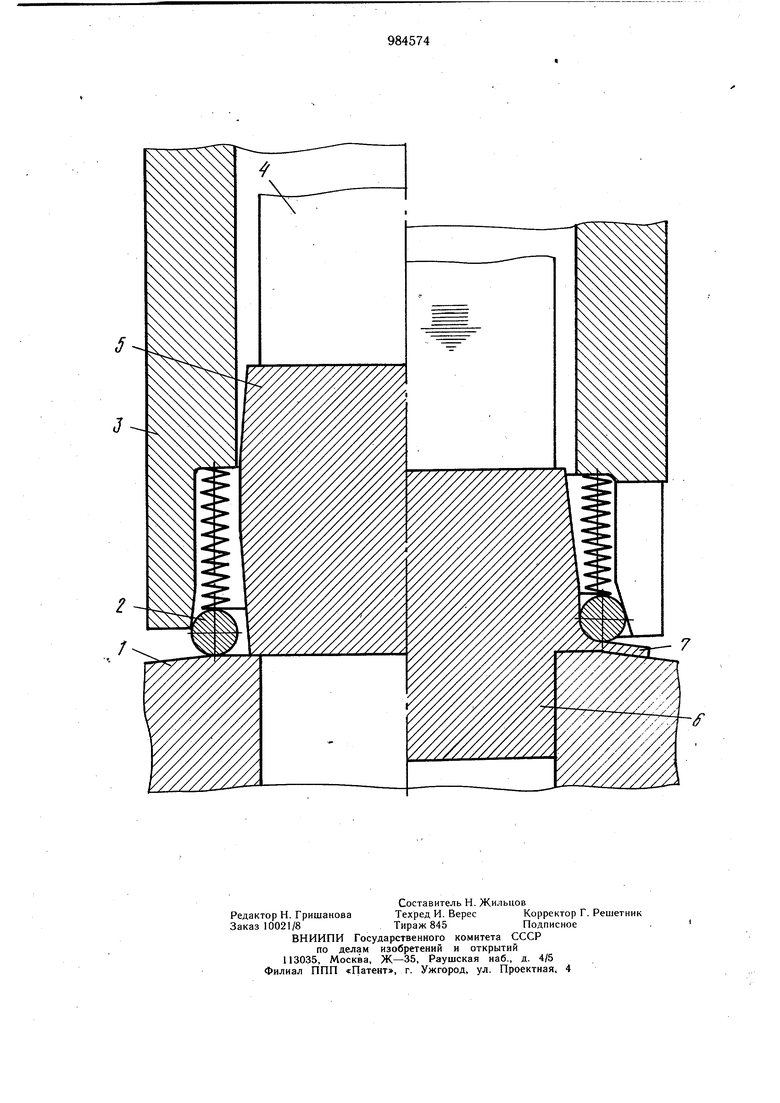
На чертеже изображено устройство, реализующее способ чистовой обработки поковок.
Уст|й)йство содержит матри цу 1. жесткое кольцо 2, упругую втулку 3 и пуансон 4. Поковка 5 устанавливается на матрицу 1, а при срезании припуска деталь 6 проталкивается в матрицу, а припуск 7 в кольцевую щель, образованную матрицей 1 и кольцом 2. Внутренняя поверхность втулки 3 20 выполнена конической, с которой взаимодействует кольцо 2, подпружиненное и имеющее возможность перемещения в осевом направлении.
Способ реализуется в предлагаемом устройстве следующим образом.
Поковка 5, установленная на плоскость матрицы 1, проталкивается при ходе подвижных частей штампа вниз пуансоном в отверстие матрицы. По мере образования стружки она выдавливается в зазор между кольцом 2 и матрицей 1. Кольцо 2 подпружинено и под действием снимаемой стружки отжимается и, скользя по конической поверхности втулки 3, разжимает ее. Причем отжим кольца будет тем больше, чем больше толщина снимаемого припуска.
После обработки одной поковки подвижные части штампа поднимаются вверх, срезанный припуск удаляется с поверхности матрицы и устанавливается новая поковка, процесс обработки повторяется.
Благодаря тому, что в процессе срезания припуска на него нал.агаётся давление, в зоне разделения создаются условия для формирования чистого среза. По мере изменения величины припуска по высоте поковки регулируется шель, в которую выдавливается снимаемый припуск за счет перемещения ее по конической поверхности упругого кольца. Независимо от величины снимаемого припуска в зоне разделения создается необходимое напряженное состояние всестороннего неравномерного сжатия, обеспечивающее формирование чистого среза. Таким образом, за один проход можно снимать припуски, назначаемые на последующую механическую обработку, и при этом значительно снижать усилие за счет того, что только часть припуска находится в сжатом состоянии.
По сравнению с базовым объектом, в качестве которого принят прототип, использование изобретения позволяет расширить
технологические возможности и увеличивается производительность труда при чистовой обработке поковок.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 724247, кл. В 21 D 28/02, 1978 (прототип).
