УСТРОЙСТВО ДЛЯ СЪЕМА И УДАЛЕНИЯ ОБОЛОЧКОВЫХ
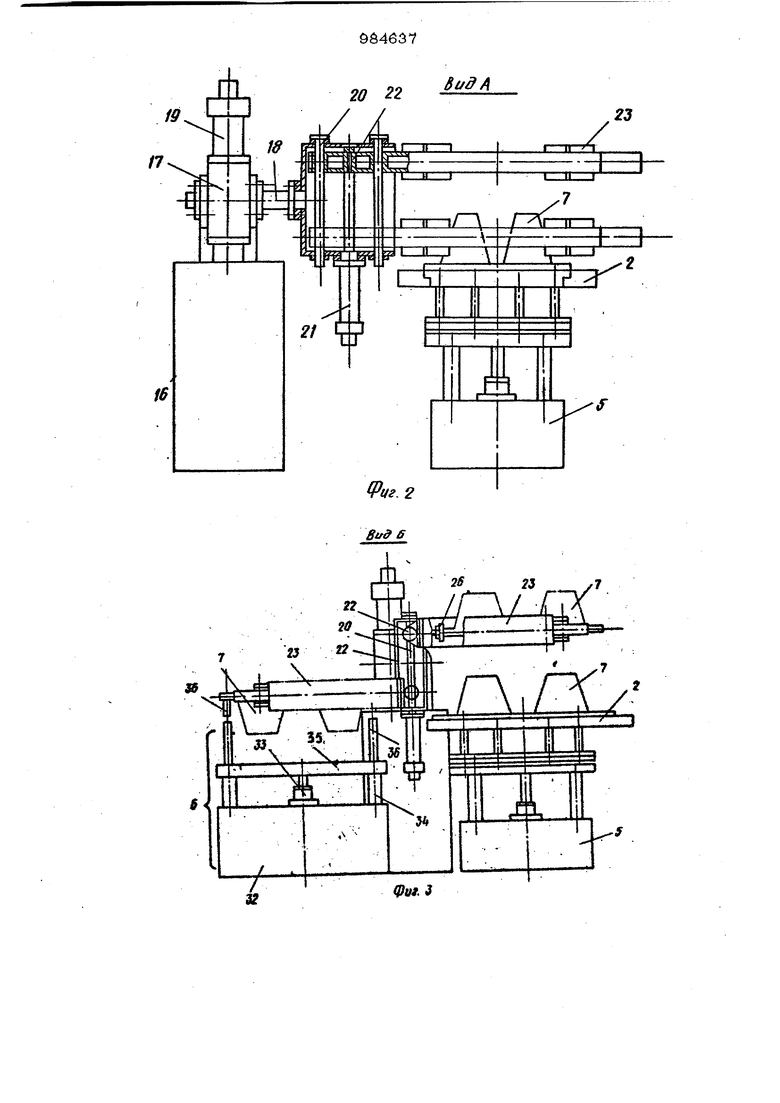
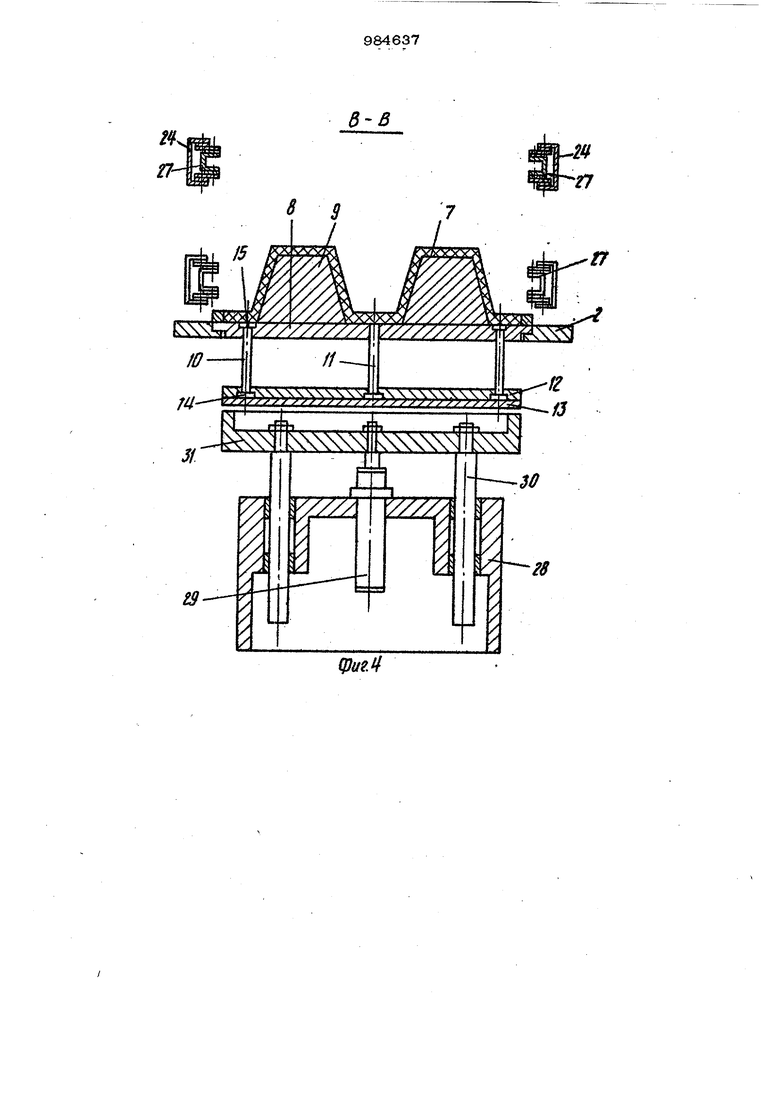
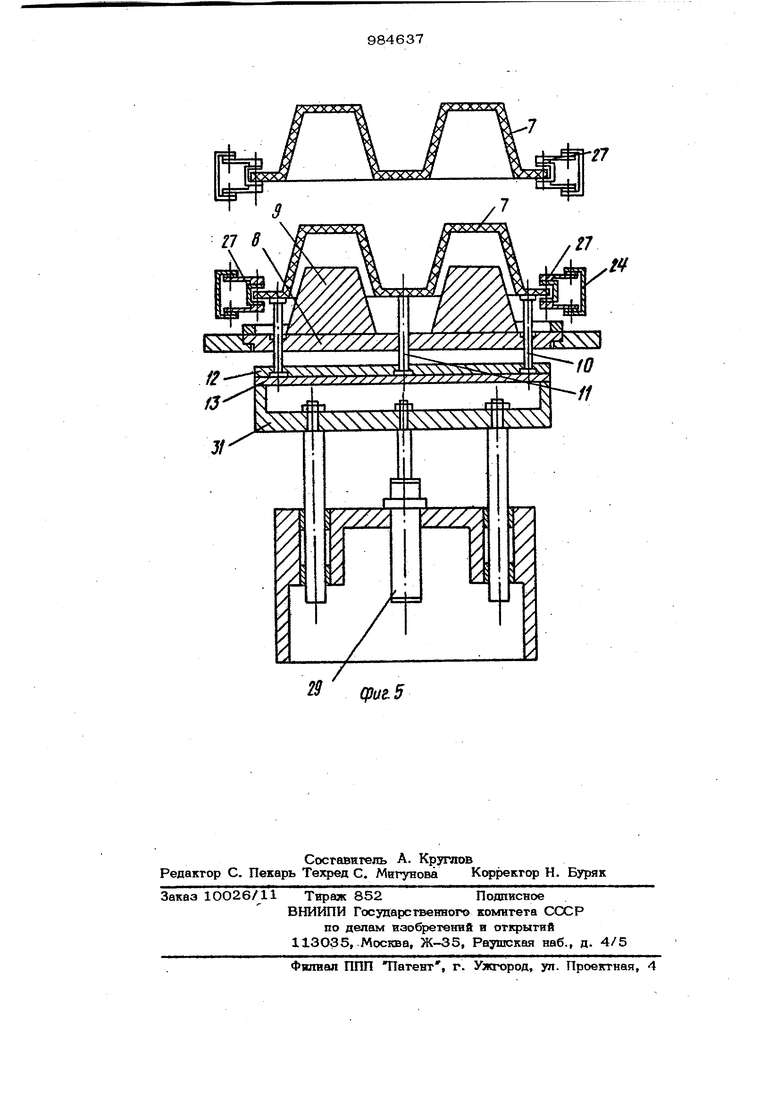
(54) Изобретение относигся к литейному производству, конкретно - к оборудованию для изготовлеквя оболочковых форм Известны различные машины н устро ства для изготовления оболочковых форм Все современные машины снабжены устройствами для съема оболочковой полуформы с модельной плиты. Эти устрой ства состоят из проходящих юрез модельную плиту толкателей, расположенны в определенном порядке и соединенных тем или шшм способом с плитой толкателей, и механизма привода толкателей. Съем полуформы с толкателей и ее дальнейшая транспортировка за пределы модельной плиты производятся в ряде случаев вручную, однако наиболее совер шенные машины снабжаются механизмами для выполнения этой операции. Наябояее бпизким к предлагаемому является устройство для съема оболочко вых полуформ, содержащее модельную плиту с толкателями, механизм (стол) привода толкателей поворотный вокруг ПОЛУФОРМ горизонтальной оси 1фивслинейный рычаг с захватами, осуществляющий захват полуформы и вынос ее за пределы .. модельной плиты с одновременной каи товкой на 180 (разъемом вверх), и шшишф выталкивания пблуф(1мы за пределы машины на приемное приспособление С1 3 . Основным недостатком этого устройства является зависимость хода толкателей от шысоты фсфмуемой полуформы: ход толкателей должен быть равен или превышать максимальную высоту модели, т.е. полуформа должна быть приподшта выше модели, так как при невыполнении этого УСЛОВИЙ полуформа, при съеме ее с толкателей и дальнейшей транспортировке кантователем по дцуговой траектории, гюжет залепиться за модель. При достаточно высоких моделях, например высотой 1ОО-200 мм н выше, большая длина толкателей, неосодяшихся в зоне высоких температур (процесс нолучевия оболочкошдх попуформ требуег горячей модельной оснаст ки), приводит к частому их заклинивайию, вызванному термической деформацией последних, что, в свою очередь, сншкает надежность работы мшпины. Кроме того, большая длина толкателей увеличивает габариты и усложняет конструкцию оснастки (модельного комплекта) и оборудования , а также снижает производительность вследствие конкентрашта на одной позиции последовательно выполняемых операций (подъем полуформы, захват полуформы, опускание толкателей) с длительным циклом (чем болзЕ ше ход толкателей, тем больше времени необходимо на подъем полуформы и опускатше толкателей). Помимо вышеуказанного, двухстороннее расположение приводов кантователя затрудняет доступ к модельной плите и ее обслуживание. Цель изобреУения - увеличение надежности устройства для съема и удаления оболочковых полуформ. Указанная цель достигается тем, что устройство для съема и удаления оболочковых пояуформ, содержащее приводную плиту с толкателями и консольный кантователь с захватами оболочковых полуформ, снабжено направляюшими, закрепленньЕМи на кантрвателе, и приводной кареткой, установленной, на напр а ЛЯ1СЩЙХ с возможностью возвратно- юсту пательного перемещения в вертикальной плоскости, при этом привод для переме щения каретки закреплен на консоли, а захваты полуформ рггзмешены на каретке На фиг. 1 изображено устройство, ойаий вид; на фиг, 2 - вид по стрелке А на фиг. 1| на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - то же, в положении съема полуформы. Устройство (фиг. 1-4) содержит модельный коьшлект 1, установленный на столе 2 машины 3 для изготовления оболочковых полуформ, кантователь 4, механизм 5 привода толкателей и устройство 6 для приема полуформ 7. Модельный комплект 1 состо(ит из модельной плиты 8 с моделью 9, проходящих через них толкателей Ю и 11 н соединенных меящу собой плит 12 и 13, между которыми размещены хвостовики 14 толкателей 10 и 11 (фиг. 4). Плиты 12 и 13 подвешены к плите 8 с помощью толкателей Ю, имеющих ограничительные бурты 15. Кантователь 4 включает станину 16, на которой смонтирован реечно- шестерен 98 ный механизм 17 поворота на 180 горизонтальной консоли 18. Привод механизма 17 осушествпяется силовым цилиндром 19. На консоли 18 укреплены направляклцие 20, по которым с помощью силового цилиндра 21, закрепленного на той же консоли 18, может перемещаться каретка 22, кинематически связанная с цилиндром 21. Перемещение каретки 22 осуществляется в направлении, перпендикулярном плоскости разъема полуформы 7. На каретке 22 смонтированы приводные захваты 23 полуформы, вьшолненные в виде трубы 24, параллельной оси поворота консоли 18, щек 25, регулируемых упоров 26, закрепленных на трубе 24, и подвижных губок 27, шарнирно смонтированных в щеках 25 и соединенных с приводом, вьтолнен- ным в виде силового дшшндра и рычажно-шарнирной системы (не показаны) Подача рабочего агента к цилиндру 21 и цилйвдрУ при&ода губок 27 вьшолнена с помощью коллектора и шлангов (не показаны). Механизм 5 привода толкателей Включает корпус 28, в котором смонтированы силовой цилиндр 29 и подвижные направлякшие 30, соединенные с плитой 31, взаимодействуйте и с плитой 13 толкателей. Устройство 6 для приема полуформ вьшолнено в виде подъемного стола, состоящего из корпуса 32, в котором смонтированы силовой цилиндр 33 и подвижные направляющие 34, соединенные с п плитой 35, на которой смонтированы штыри 36 для полуформы 7. Для повышения надежности работы штыри 36 могут вьтргШяться подпружиненными. Возможно также выполнение устройства 6 неприводным. Для удобства обслуживания устройство 6 может быть смонтировано на каретке (не показано) для выкатки полуформы 7 за пределы зоны дейе ствия кантователя 4. Рабата устройства заключается в следующем. После прихода модельного комплекта 1 с полуформой 7 на позицию съема дилиндр 29 поднимает- плиту 31 в посредством последней - плиты 12 в 13 с толкателями 10 и 11. Толкатели 10 и 11 отделяют полуформу 7 огг пшаты 8 и модели 9 поднимают ее над ними с зазором, достаточным для яахвата полуформы 7 кантователем 4. Одновременно цилиндр 21 опускает каретку 22 с захватами 23, после чего в-убки 27 смыкавлся в aexsemsseayf 7 за фпавды. Взаимное подожеине мекаввэмов в момент захвата полуформы взобресжево на фвзг. 5. После дахвагга поптформы 7 каретка 22 с помощью пвлвндра 21 подЕгнмаепрся в исходное полоокеяве, соатветсггвующее распопокеявю разъема вопуформы выше самой высокой моделв, а затем ЕОЕЕСОЛЬ 18с каретЕХ}й 22 в полуформой 7 с помошью механвзма 17 поворачиваотса на кантует полуформу 7 и устанавливает ее над устройством 6 для првема полуформ вне модельной штаты. .Во время кантовка полуформа 7 (яшреюггся на упоры 26, одновременно цшганщ) 29 а вместе с ним шшгы 31, 12 в 13 в толкателв 1О в 11 еитускаются в иоходвое положенве, взофаженное на фвг.4 С помощью 1шлвн|фа 33 штата 35 со штырямв 36 прдннмается, штьфв. упв- равлч:я в полуформу 7 в вескольвсо првподввмают ее, губки 27 отводятся, освобояздая полуформу 7, которая вместе со штырямв 36 в шгатой 35 опускается с помошью Ешлшздра 33, а ковссщь 18 с кареткрй 22 с помощью механвзма 17 поворачввается на 18О в всэсодное, положенве, взображеввое на фвг. 1 - з| Полуформа 7 снвмается с устройства 6 с покгошью мезсанвзмов влв вручную, в случае установки устройства 6 на ввжной каретка полу |юрма 7 устройством 6 выносвтся за пределы кантователя .4. Так как ход тгшкатвлей в указанной коыспруышU обеспечивает подъем полуформы только ва. величину, необходимую для захвата полуформы, ход толкаггелей в вх длвв относительно невелвки в не заввсят от высоты .dtQDMyeMMx оболочковых пояуформ. Примененве предлагбюмого устройства для съема полуформ вышеописанной жоя етруЕЦвв позволяет упростить конструкцию оснасткв в оборуповаввя, умевьшвп, вх габариты в повысвть над квость работы. Формула взобрвтенвя Устройство для съема в удаления обошэчковых полуформ, содержйгоцее првводную плиту с толкатвлямв и консольнай кантователь с захватамв оболочко- , вых полуформ, отлвчаюшееся тем, что, с целью увеличения надежноств рабсггы устройства, оно снабжено направляюогамв, закрепленными на кантсшвггеле, и првш}дной кареткой, усггана&ленной на направлякховх с возможностью возвратно-поступательвого перемешенвя в вертикальной плоскости, при атом привод для перемещения каретки защюплен на консоли, а захваты полуформ размешены на каретке. ИсточнвЕЯ инфсфмаяии принятые во внимание при экспертизе 1. Патент США № 41554О1, кл. 164-213, сяхублвк. 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ| БН5ЛИО»?ПйПОЛУФОРМ'^' | 1972 |
|
SU331840A1 |
| Автоматическая линия для изготовления литейных форм | 1986 |
|
SU1454238A3 |
| Установка для съема и удаления оболочковых полуформ | 1990 |
|
SU1759529A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ ОБОЛОЧКОВЫХ ПОЛУФОРМ | 1970 |
|
SU276327A1 |
| Автоматическая линия для изготовления оболочковых форм | 1984 |
|
SU1245402A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Установка для изготовления литейных оболочковых полуформ | 1975 |
|
SU546424A1 |
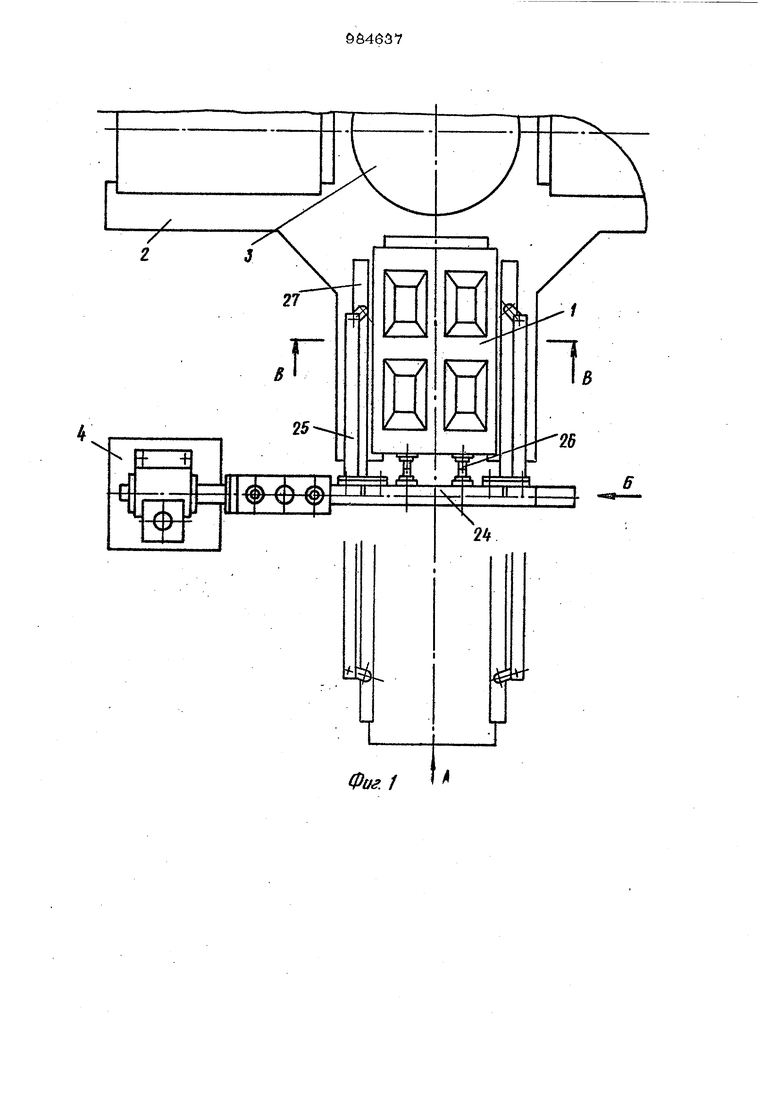
Фог.1
6 (Риг. 2
8ifd 6
Фо. 3 L-II r I fi I E3 Es
дВ
