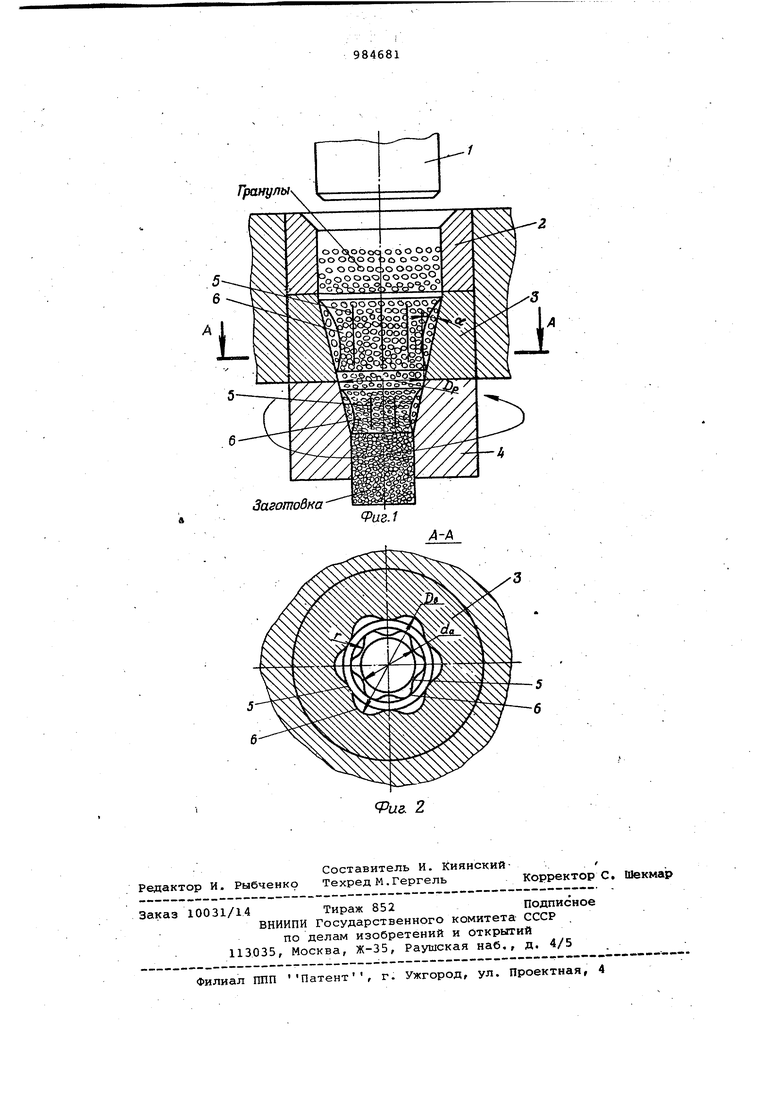
Изобретение относится к поропжов металлургии, в частности к устройст вам для получения спеченных заготовок путем горячего деформирования и ходных порошков. Известен инструмент для получени спеченных заготовок, включающий ско шенный пуансон, контейнер и матрицу И . К недостаткам данного инструмент относится неравномерность свойств по сечению полученной заготовки. Наиболее близким к предлагаемому по технической сущности и. достигаем му результату, является инструмент для получения спеченных заготовок, содержащий пуансонj контейнер, подвижную и неподвижную матрицы 2 . К недостаткам данного инструмента относится низкое качество полученной заготовки, обусловленное отсутствием надежного сцепления ее по верхности с поверхностью матриц и сопровожда ющееся формированием нера структуры по сечению заготовки, i Цель изобретения - повышение качества заготовки путем обеспечения надежного сцепления ее поверхности с поверхностью матриц. для достижения указанной цели в инструменте для получения спеченных заготовок, содержащем пуансон, контейнер, подвижную и { еподвижную матрицы, последние выполнены с продольными выступами на рабочей поверхности, причем геометрические параметры выступов и Ъпадин связаны между собой соотношением где г - радиус выступов и впадин; DJ,- максимальный диаметр впадин; dg- минимальный диаметр выступов;оС - угол Наклона выступов и впаZ - количество выступов и впадин;Dp- диаметр матриц в плоскости разъема; (f - коэффициент неравномерности распределения усилий по рабочим поверхностям выступов и впадин. На фиг.1 показан предлагаемый, инструмент; на фиг.2 - разрез А-А на фиг.1. Инстр1мент состоит из пуансона I, контейнера 2, неподвижной 3 и подвижной 4 матриц, выполненных с выступами 5 и впадинами б на их рабочи поверхностях. Матрица 4 снабжена приводом вращения (не показан). При этом геометрические параметры высту пов и впадин,связаны между собой соотношением Л , V ОИО --гc,n /V 1 . 2 ибо / Z ( где г радиус выступов и впадин; максимальный диаметр впадин dj,- минимальный диаметр выступов ; 06 - угол наклона выступов и впа Z - количество выступов и впади Dp- диаметр матриц в плоскости разъема; ((/ - коэффициент неравномерности распределения усилий по рабочим поверхностям выступов и впади (обычно tf 0,7-0,8). Устройство работает следующим образом. Гранулы исходного материала, нап ример бериллиевого сплава, нагреваю до lOlO-lOSO-c и подают в контейнер 2. После этого гранулы уплотняют пуансоном .1 и продавливают через матрицы 3 и 4 с постоянной выдавливания V. 23,8-28,0. В процессе выдавливаний гранулы проходят через неподвижную матрицу 3 с профилированной поверхностью,а заготовка приобретает волокнистую структуру, которая измельчается на границе с под вижной матрицей 4 путем надежного сцепления поверхности заготовки с поверхностями матриц. При этом повы шается однородность структуры спеченной заготовки по ее сечению, что сопровождается повышением уровня ее механических свойств. Например, геометрические парамет ры -подвижной матрицы инструмента мо гут быть следующие: г 14 мм, Dj., . 28 мм, dc, 14 мм, ос, 90°, ширина выступов (впадин) 8 мм, длина выступов (впадин) 19,5 мм, а геомет рические параметры неподвижной матрицы следующие г 22 мм, D 38 м dg 27 мм, oL 90°f .ширина выступов (впадин) 11 мм, длина выступов (впа дин) 31 мм. Применение инструмента с указанными геометрическими параметрами профилированных рабочих поверхностей Матрицы позволяет получить спеченную заготовку из бериллиевого сплава с однородной мелкозернистой структурой. При этом прочность полученной заготовки примерно в 1,5 раза выше прочности заготовки, полученной при использований известного инструмента (предел прочности материала, полученного при использовании предлагаемого и известного инструментов, составляет соответственно 3,0-3,8 и 1,2-2,0 кгс/мм при . таким образом, применение описанного инструмента позволяет повысить качество спеченной заготовки путем повышения однородности ее структуры и уровня механических свойств. Формула изобретения Инструмент для получения спеченных заготовок, содержащий пуансон, контейнер, подвижную и неподвижную матрицы, отлича.ющийся тем, что, с целью повышения качества заготовки путем обеспечения надежного сцепления ее поверхности с поверхностью матриц, последние выполнены с продольными выступами и впа- динами на рабочей поверхности, причем геометрические параметры выступов и впадин связаны между собой соотношением ,где г - радиус выступов и впадин; Dfe- максимальный диаметр впадин; dq - минимальный диаметр выступов;об - угол наклона выступов и впадин;2. - количество выступов и впадин; Ор--диаметр матриц в плоскости разъема; 1 - коэффициент неравномерности распределения усилий по рабочим поверхностям выступов и впгщин. Источники информации, принятые во внимание при экспертизе 1.Виноградов Г.А. и др. Прессование и прокатка металлокерамических материалов. М., Машгиз, 1963, с. 46. 2,Авторское свидетельство СССР 900987, кл. В 22 F 3/14, 1979.
Гранулы
Заготовка
Фиг./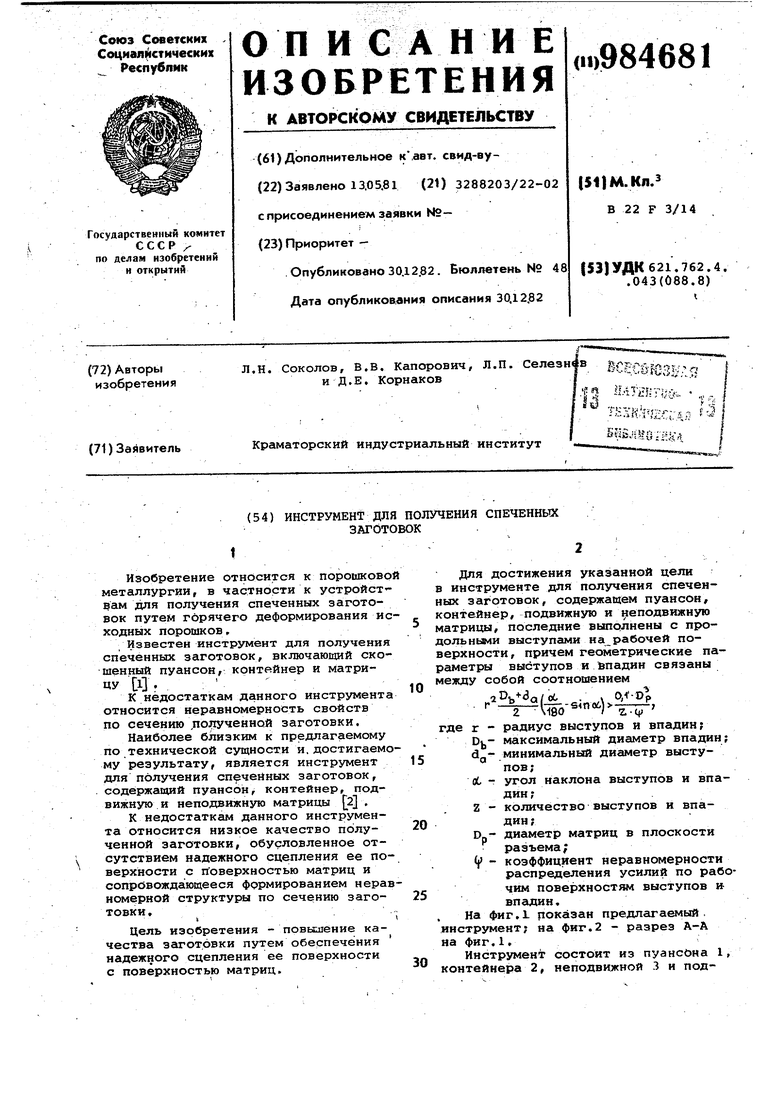
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |