(54) СПОСОБ ДУГОВОЙ СВАРКИ ТОНКОЛИСТОВЫХ СТАЛЕЙ И СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1979 |
|
SU859074A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ПРИНУДИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ ШВА И ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ | 2002 |
|
RU2232668C1 |
| Способ регулирования сварочного процесса | 1989 |
|
SU1694362A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| Способ определения изотерм кристаллизации сварочной ванны | 1989 |
|
SU1632708A1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
Изобретение относится к области сварочного производства и может быть использовано при дуговой сварке в среде защитных газов преимущественно тонколистовых соединений.
Известен способ сварки, при котором охлаждение шва осуществляют подачей двух струй газа под углом к его плоскости 1.
Этот способ позволяет управлять кристаллизацией металла шва , однако получить направленную кристаллизацию невозможно.
Известен способ сварки жаропрочных хромоникелевых сталей и сплавов, по которому охлаждение шва и околошовной зоны ведут тремя струями охлаждающей среды - одна центральная и две боковые.
При таком способе сварки схема кристаллизации характеризуется наличием осевого кристаллита, при этом примеси концентрируются по двум зонам, расположенным на стыке растущих от периферии к оси шва кристаллов с осевым кристаллитом 2.
Недостатком указанного способа сварки является незначительная ширина осевого кристаллита и значительный рост боковых кристаллов, превышающих 0,3 ширины шва на сторону, на практически применяемых режимах сварки. Чем больше длина боковых кристаллов, тем больше концентрация примесей по зонам встречи их с осевым кристаллом. Поэтому создаются условия для снижения технологической и эксплуатационной прочности.
Наиболее близким к предлагаемому
10 является способ сварки плавлением, при котором отводят тепло от сварочной ванны и металла шва, а свариваемые детали подогревают Сз.
Однако ввиду того, что отвод теп15ла в этом способе осуществляют по всей ширине сварочной ванны и металла шва, он, хотя и обеспечивает измельчение кристаллов, не позволяет получить направленную кристаллизацию
20 вдоль шва.
Цель изобретения - повышение качества сварного соединения путем по-лучения- направленной преимущественно вдоль шва кристаллизации.
25
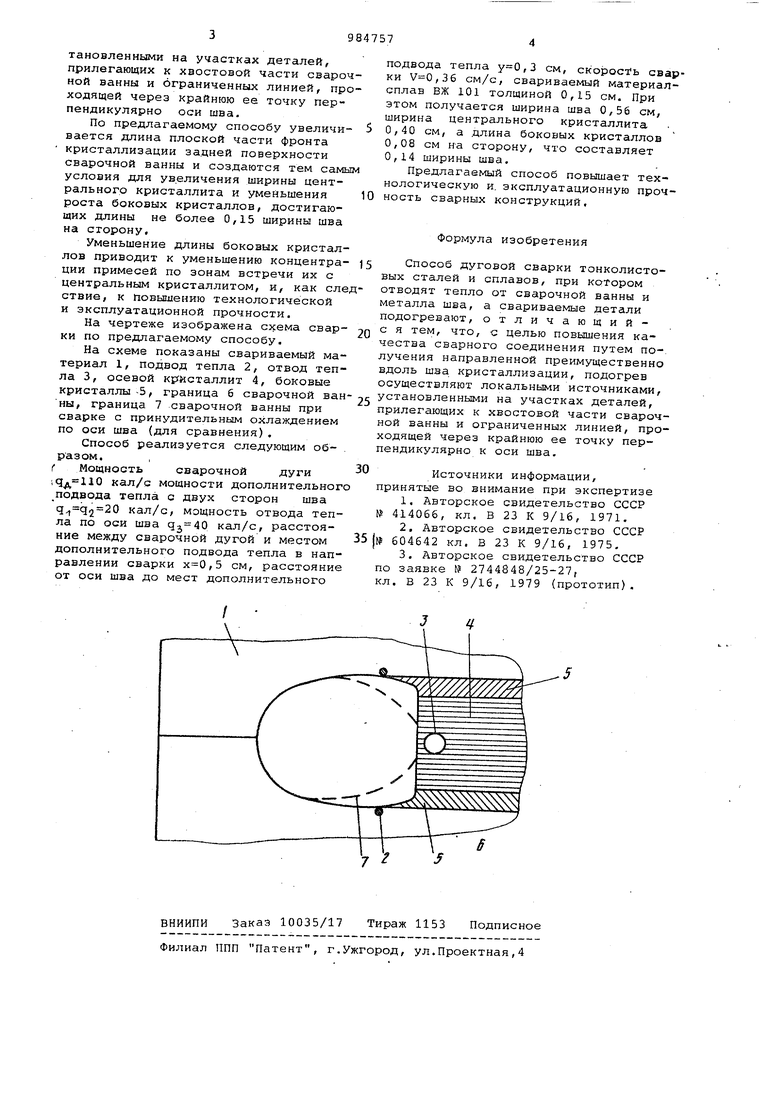
Поставленная цель достигается тем, что, согласно способу дуговой сварки, при котором отводяЪ тепло от сварочной ванны и металла шва, а свариваемые детали подогревают, подогрев осу30ществляют локсшьными источниками, ус
