Изобретение относится к области машиностроения, а более точно - к устройствам для накатки резьбового профиля на заготовках плоских резьбонакатных плашек.
Известно устройство для формообразования резьбового профиля (патент RU 2244616 С1), в котором, наряду с перечисленными его элементами, указаны две заготовки резьбонакатных плашек и накатник, зажатый между ними, являющийся инструментом с нанесенным на его цилиндрической поверхности резьбовым профилем, с помощью которого методом пластической деформации формируется ответный резьбовой профиль на заготовках плашек.
Однако в этом устройстве не раскрыто соотношение геометрических параметров накатника с соответствующими параметрами резьбы, для накатки которой предназначены обрабатываемые на этом устройстве резьбонакатные плашки.
Техническим результатом настоящего изобретения является повышение износостойкости и долговечности накатника и приведение его геометрических параметров в строгое соответствие с параметрами резьбы, для накатки которой предназначены обрабатываемые плашки.
Указанный технический результат достигается тем, что в устройстве для накатки резьбового профиля на заготовках плоских резьбонакатных плашек, выполненном в виде накатника с нанесенной на его цилиндрической поверхности резьбой, накатник выполнен с наружным диаметром, в «n» раз превышающим диаметр резьбы, для накатки которой предназначены плашки, и с «n»-заходной резьбой, где «n» - коэффициент кратности, выраженный натуральным числом, при этом профиль резьбы накатника в осевом сечении полностью соответствует профилю резьбы, для накатки которой предназначены плашки.
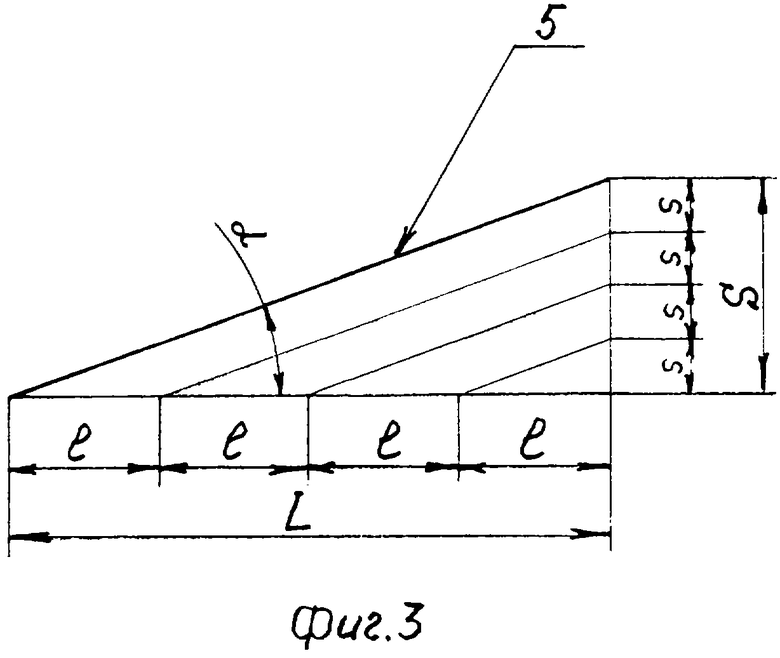
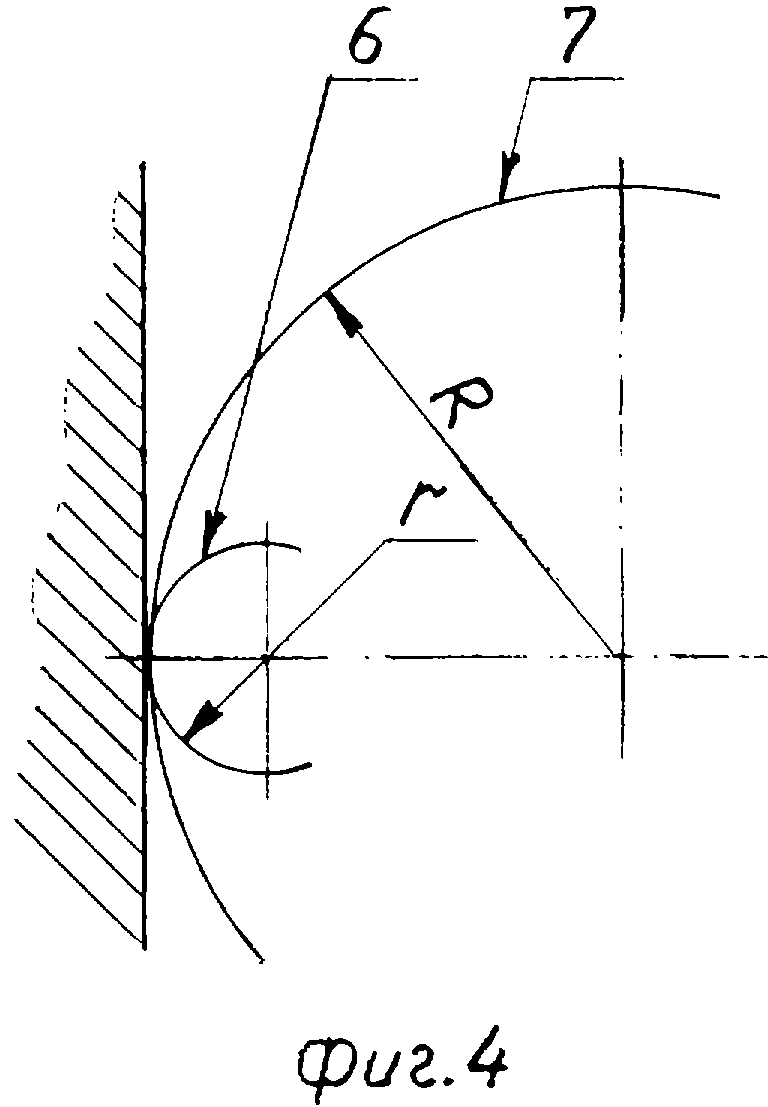
На фиг.1 изображено взаимное расположение заготовок плашек в начале продольного хода плашки 1 с накатником 3 меньшего диаметра между ними; на фиг.2 - то же, но с накатником 4 увеличенного диаметра; на фиг.3 изображена развернутая в плоскость винтовая линия 5 резьбы накатника 4 с увеличенным диаметром; на фиг.4 - дуги окружностей 6 и 7 в поперечном сечении накатников меньшего и увеличенного диаметров с соответствующими радиусами кривизны r и R.
На фиг.1 изображен накатник 3, зажатый между заготовками плашек 1 и 2, условно имеющий минимальный диаметр d, равный диаметру резьбы, для накатки которой предназначены обрабатываемые плашки 1 и 2.
На фиг.2 изображен в том же положении накатник 4 увеличенного диаметра D, длина окружности в поперечном сечении которого условно равна длине рабочего участка накатываемых плашек L.
За время продольного хода плашки 1 накатник 4 сделают всего один оборот (см. фиг.2), и все его точки на цилиндрической поверхности вступят в контакт с плоскими поверхностями заготовок 1 и 2 только один раз. В то же время накатник 3 (см. фиг.1) за тот же ход плашки 1 сделает, например, четыре оборота, если его диаметр d условно в 4 раза меньше диаметра D накатника 4.
πD=πdn=L,
где D - диаметр увеличенного накатника 4;
d - диаметр резьбы, для накатки которой плашки предназначены;
n - коэффициент кратности увеличения диаметра накатника по сравнению с диаметром резьбы, для накатки которой плашки предназначены.
Отсюда можно сделать вывод, что чем больше диаметр накатника, тем меньшее количество раз все точки его цилиндрической поверхности вступают в контакт с плоскими поверхностями подлежащих накатке заготовок плашек, а следовательно, процесс износа накатника будет происходить менее интенсивно - износостойкость и долговечность накатника возрастет.
На фиг.4 видно, что радиус кривизны R в поперечном сечении накатника 4 больше радиуса кривизны r в соответствующем сечении накатника 3. А из теории сопромата известно, что чем больше радиус кривизны поверхности, контактирующей с плоской поверхностью, тем меньше контактное напряжение в зоне контакта, из чего следует, что и этот фактор влияет положительно на повышение износостойкости и долговечности накатника.
Что касается соотношения геометрических параметров накатника с соответствующими параметрами резьбы, для накатки которой предназначены обрабатываемые плашки, то рассмотрим их на конкретном примере (см. фиг.3). Там изображена развернутая в плоскость винтовая линия 5 резьбы накатника 4, расположенная под углом α, соответствующим углу наклона винтовой линии резьбы, для накатки которой плашки предназначены. Но, если длина окружности L поперечного сечения накатника 4 с диаметром D в 4 раза больше длины окружности l поперечного сечения резьбы, для накатки которой плашки предназначены, то величина хода S винтовой линии 5 окажется в те же 4 раза больше. Для того чтобы обеспечить величину шага s, равного величине шага резьбы, для накатки которой плашки предназначены, следует ход винтовой линии S разделить на 4, а это можно обеспечить, разделив длину окружности L на четыре равные части длиной l каждая. На практике это обеспечивается выполнением резьбы накатника четырехзаходной.
Так как количество заходов может выражаться только натуральным числом (1, 2, 3, 4, ...), то и коэффициент кратности увеличения диаметра накатника может быть только тем же натуральным числом.
Увеличение диаметра накатника в дробное число раз, например в 2,5, приведет к назначению того же дробного количества заходов резьбы, чего физически быть не может.
А если на таком накатнике выполнить, например, двух или трехзаходную резьбу, то, в принципе, таким накатником можно накатать профиль резьбы на заготовках плашек. И, несмотря на то, что шаг резьбы и ее профиль будут соответствовать шагу и профилю резьбы, для накатки которой плашки предназначены, но будет нарушено соответствие угла наклона винтовой линии резьбы, то с помощью таких плашек накатать заданную резьбу будет невозможно.
И в заключение еще раз констатируем, что коэффициент «n» кратности увеличения диаметра D резьбы накатника по сравнению с диаметром d резьбы, для накатки которой плашки предназначены, может быть только натуральным числом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Плоские плашки для накатки наружной резьбы | 1957 |
|
SU126723A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |

Изобретение относится к области машиностроения и может быть использовано для изготовления плоских плашек, применяемых для образования наружной резьбы методом пластической деформации. Устройство содержит накатник с резьбой на цилиндрической поверхности. Наружный диаметр накатника в «n» раз больше диаметра резьбы, для накатки которой плашки предназначены. Резьба накатника имеет «n» заходов, где «n» - натуральное число. Профиль резьбы накатника в осевом сечении полностью соответствует профилю резьбы, образуемой плашками. В результате обеспечивается повышение износостойкости и долговечности накатника. 4 ил.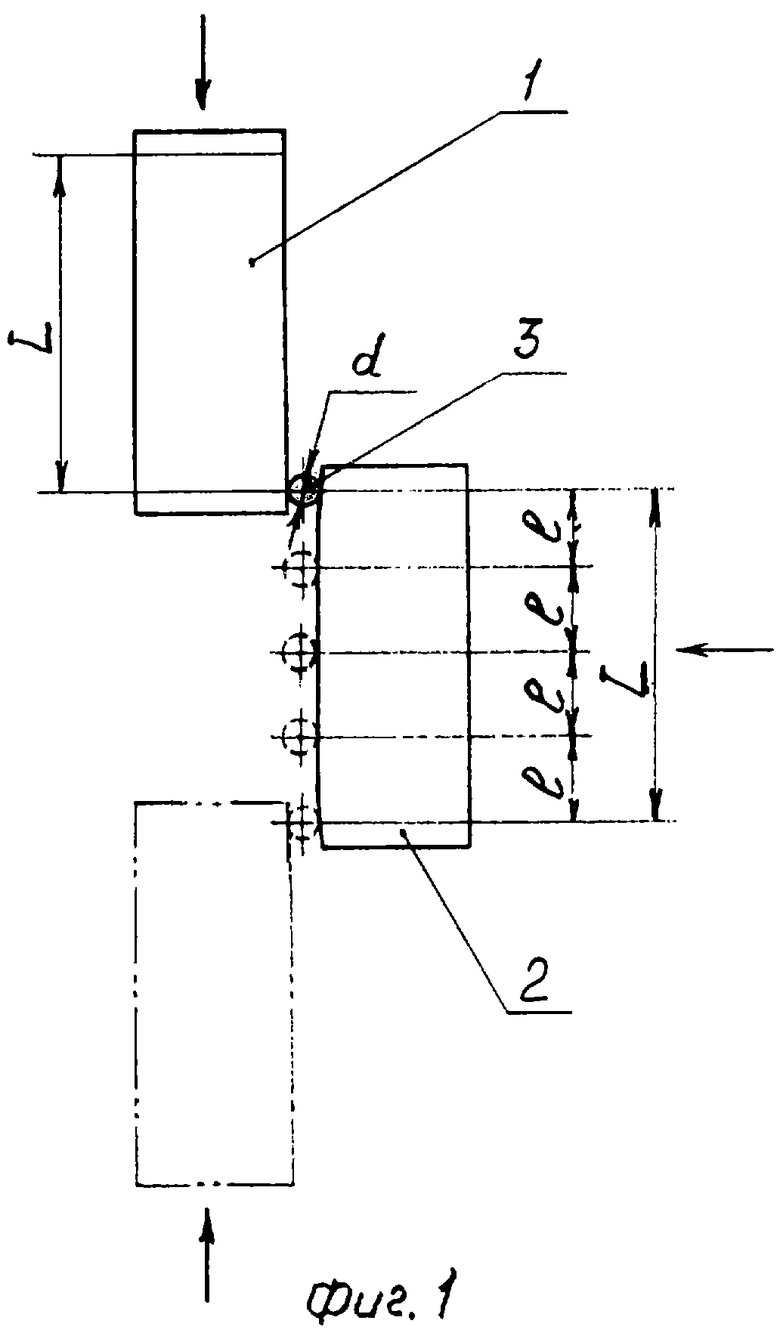
Устройство для накатки резьбового профиля на заготовках плоских резьбонакатных плашек, выполненное в виде накатника с нанесенной на его цилиндрической поверхности резьбой, отличающееся тем, что накатник выполнен с наружным диаметром, в n раз превышающим диаметр резьбы, для накатки которой предназначены плашки, и с n-заходной резьбой, где n - коэффициент кратности, выраженный натуральным числом, при этом профиль резьбы накатника в осевом сечении полностью соответствует профилю резьбы, для накатки которой предназначены плашки.
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ РЕЗЬБЫ | 0 |
|
SU202064A1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Устройство для накатки резьбы | 1991 |
|
SU1804940A1 |
| Устройство для планетарной накатки резьб | 1988 |
|
SU1669625A1 |
| US 3818749 A, 25.06.1974 | |||
| Устройство для периодической остановки шагового транспортера | 1974 |
|
SU498225A1 |

