(54) МАГАЗИН СМЕННЫХ. ИНСТРУМЕНТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Магазин сменных инструментов | 1978 |
|
SU770735A1 |
| Магазин сменных инструментов | 1981 |
|
SU1028466A2 |
| Устройство для автоматической смены инструментов на металлорежущих станках | 1979 |
|
SU903074A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Инструментальный магазин | 1989 |
|
SU1722777A1 |
| Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов | 1984 |
|
SU1519860A1 |
| Инструментальный магазин | 1990 |
|
SU1803304A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |

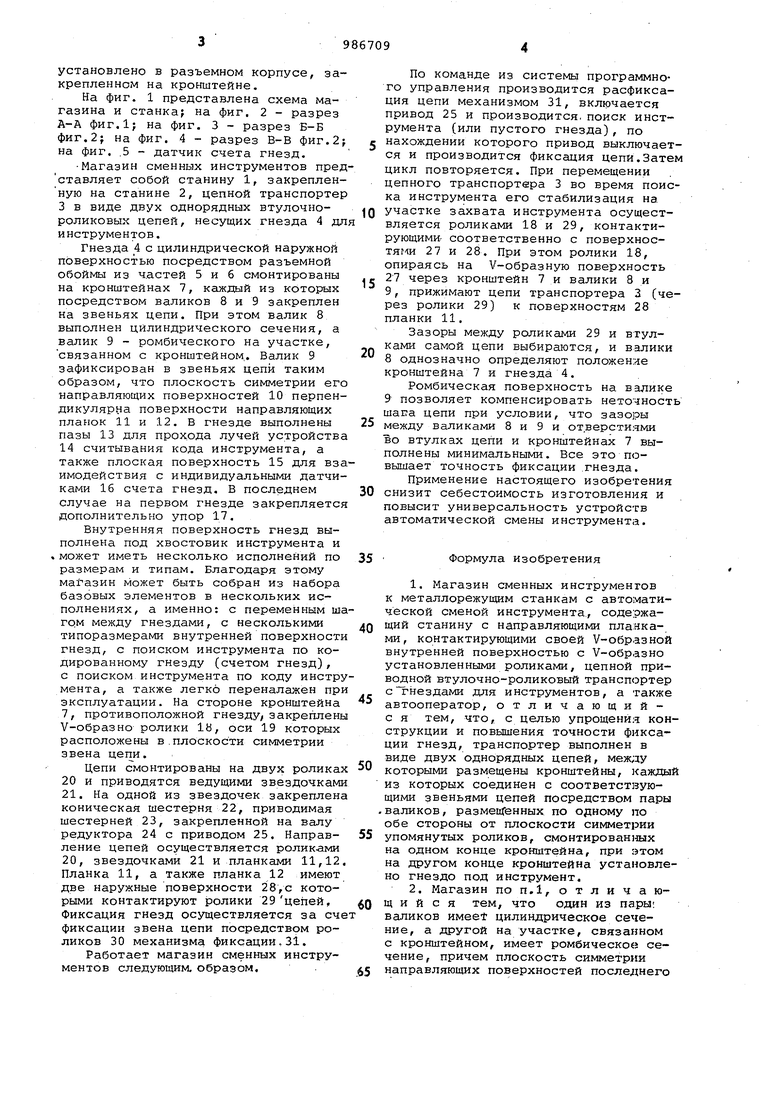
Изобретение относится к станкостроению и предназначено для многоце левых сверлильно-фрезерно-расточных станков с числовым программным управ лением и автооператором для автомати ческой смены инструментов. Известен магазин сменных инструментов к металлорежущим станкам с автоматической сменой инструмента, содержа191й станину с направляющими планками, контактирующими своей V-об разной внутренней поверхностью сV-q разно установленными роликами, цепно приводной втулочно-роликовый транспортер с гнездами для инструментов, а также автооператорГ11, Недостатки данного магазина - сложность конструкции трехрядной цепи, а также конструкции закрепления гнезд.посредством разъемной обоймы на среднем ряду роликов. При таком закреплении зазоры между роликами и втулками среднего ряда цепи не позволяют жестко и точно зафиксировать гнездо относительно роликов наружного ряда, взаимодействующего с направляющими планками и механизмом фи сации . Кроме того, конструкция гнезда тесно связана с устройством считыва ния хода инструмента, что ограничивает сферу использования магазина. Целью настоящего изобретения является упрощение конструкции и повышение точности фиксации гнезд, а также расширение технологических возможностей магазина. Для достижения указанной цели цепной транспортер выполнен в виде двух однорядных цепей, между которыми размещены кронштейны, каждый из которых соединен с соответствукнцими звеньями цепей посредством пары валиков, размещенных по одному по обе стороны от плоскости симметрии роликов, смонтированных на одном конце кронштейна} при этом на другом конце кронштейна смонтировано гнездо под инструмент. .Кроме того, один из пары валиков имеет цилиндрическое сечение, а другой, на участке, связанном с кронштейном, имеет ромбическое сечение/ причем плоскость симметрии направляющих поверхностей последнего перепдикулярна поверхности направляющих планок. Направляющие планки контактируют с роликами на участке захвата инструмента автооператором. Каждое гнездо установлено в разъемном корпусе, закрепленном на кронштейне. На фиг. 1 представлена схема магазина и станка; на фиг. 2 - разрез А-А фиг.1; на фиг. 3 - разрез Б-Б фиг.2; на фиг. 4 - разрез В-В фиг.2; на фиг. .5 - датчик счета гнезд. Магазин сменных инструментов пред ставляет собой станину 1, закрепленную на станине 2, цепной транспортер 3 в виде двух однорядных ВТУЛОЧНОроликовых цепей, несущих гнезда 4 дл инструментов. Гнезда 4 с цилиндрической наружной поверхностью посредством разъемной обоймы из частей 5 и 6 смонтированы на кронштейнах 7, каждый из которых посредством валиков 8 и 9 закреплен на звеньях цепи. При этом валик 8 выполнен цилиндрического сечения, а валик 9 - ромбического на участке, связанном с кронштейном,. Валик 9 зафиксирован в звеньях цепи таким образом, что плоскость симметрии его направляющих поверхностей 10 перпендикулярна поверхности направляющих планок 11 и 12. в гнезде выполнены пазы 13 для прохода лучей устройства 14 считывания кода инструмента, а также плоская поверхность 15 для вза имодействия с индивидуальными датчиками 16 счета гнезд. В последнем случае на первом гнезде закрепляется дополнительно упор 17. Внутренняя поверхность гнезд выполнена под хвостовик инструмента и . может иметь несколько исполнений по размерам и типам. Благодаря этому ма газин может быть собран из набора базовых элементов в нескольких исполнениях, а именно: с переменным ш гом между гнездами, с несколькими типоразмерами внутренней поверхности гнезд, с поиском инструмента по кодированному гнезду (счетом гнезд), с поиском инструмента по коду инстру мента, а также легко переналажен пр эксплуатации. На стороне кронштейна 7, противоположной гнезду/закреплены V-образно ролики 18, оси 19 которых расположены в.плоскости симметрии звена цегти. Цепи смонтированы на двух роликах 20 и приводятся ведущими звездочками 21. На одной из звездочек закреплен коническая шестерня 22, приводимая шестерней 23, закрепленной на валу редуктора 24 с приводом 25. Направление цепей осуществляется роликами 20, звездочками 21 и планками 11,12 Планка 11, а также планка 12 имеют две наружные поверхности 28,с которыми контактируют ролики 29цепей, Фиксация гнезд осуществляется за сч фиксации звена цепи посредством роликов 30 механизма фиксации,31. Работает магазин сменных инструментов следующим, образом. По команде из системы программного управления производится расфиксация цепи механизмом 31, включается привод 25 и производится, поиск инструмента (или пустого гнезда), по нахождении которого привод выключается и производится фиксация цепи.Затем цикл повторяется. При перемещении цепного транспортера 3 во время поиска инструмента его стабилизация на участке захвата инструмента осуществляется роликами 18 и 29, контактирующими- соответственно с поверхностями 27 и 28. При этом ролики 18, опираясь на V-образную поверхность 27 через кронштейн 7 и валики 8 и 9, прижимают цепи транспортера 3 (через ролики 29) к поверхностям 28 планки 11. Зазоры между роликами 29 и втулками самой цепи выбираются, и валики 8однозначно определяют положение кронштейна 7 и гнезда 4. Ромбическая поверхность на валике 9позволяет компенсировать неточность шага цепи при условии, что зазоры между валиками 8 и 9 и отверстиями во втулках цепи и кронштейнах 7 выполнены минимальными. Все это повышает точность фиксации .гнезда. Применение настоящего изобретения снизит себестоимость изготовления и повысит универсальность устройств автоматической смены инструмента. Формула изобретения 1.Магазин сменных инструментов к металлорежущим станкам с автоматической сменой инструмента, содержащий станину с направляющими планками, контактирующими своей V-образной внутренней поверхностью с V-образно установленными роликами, цепной приводной втулочно-роликовый транспортер с гнездами для инструментов, а также автооператор, отличающийс я тем, что, с целью упрощения конструкции и повышения точности фиксации гнезд, транспортер выполнен в виде двух однорядных цепей, между которыми размещены кронштейны, каждый из которых соединен с соответствующими звеньями цепей посредством пары .валиков, размещённых по одному по обе стороны от плоскости симметрии упомянутых роликов, смонтированных на одном конце кронштейна, при этом на другом конце кронштейна установлено гнездо под инструмент, 2.Магазин поп.1, отличающийся тем, что один из пары: валиков имев цилиндрическое сечение, а другой на участке, связанном с кронштейном, имеет ромбическое сечение, причем плоскость симметрии направляющих поверхностей последнего
|перпендикулярна поверхности направшяющих планок.
Источники информации, принятые во внимание при экспертизе
У(
S
3 7 Фаг.З
В-В
S /J
иг.
