Изобретение относится к оборудо ванию для нанесения защитньлх покрытий, в час: ности к линиям окраски изделий, перемещаемых на подвесном вертикально-замкнутсм конвейере.
Известна установка для нанесения защитных покрытий методом погружения, содержащая подвесной конвейер для перемещения изделий и подъемную ванну для материала покрытия tl.
Однако эта установка позволяет обрабатывать лишь малогабаритные изделия, перемещаемые с малыми скоростями. При увеличении скорости перемещения изделий возникают значительные инерционные силы и для их гашения требуются сложные амортизационные устройства, при этом, как правило, отсутствует аварийный слив, что ограничивает номенклатуру обрабатываемых изделий по ее -габаритам.
Для синхронизации работы приводов перемещения изделия и ванн с краской необходимо предусматривать в системе управления целый ряд конечников и блокировок, что значительно снижает надежность работы установки в целом.
Наиболее близкой по технической сущности и достигаемому результату к.предлагаемой является линия навесения защитных покрытий, содержащая конвейер перемещения изделий, установки подготовки, нанесения и сушки покрытий, привод конвейера, устройство подачи изделий в зону обработки и устройства возврата изделий из зоны обработки 2.
Однако известное устройство для нанесения защитных покрытий имеет .
10 глубокие стационарные перегибы трассы, увеличивающие усилия, действующие на нее, и сопротивление перемещению Цепи -конвейера, что значительно снижает срок службы цепи. С уве5 личением числа перегибов трассы учащаются случаи заклинивания цепи и ее обрывы, а также возможны срывы звездочек с кронштейнами с мест крепления. Кроме того, в этой линии
20 установка нанесения покрытий включает ванну для материала покрытия, размеры которой:по ходу перемещения обрабатываемых изделий выбран ы из расчета размещения в ней двух обраба25тываемых изделий с зазорами между самими изделиями и стенкамк ванны и для обеспечения сбора излишек материала ;покрытия, стекающего с изделий. В результате ванна имеет уве30личенные габариты, что требует, в
свою очередь, значительных произвол ственных площадей/ занимаемых всей линией.
Цель изобретения - увеличение долговечности линии и сокращение производственной площади.
Поставленная цель достигается теи, что в линии нанесения защитных покрытий, содержащей конвейер перемещения изделий, установки подготов ки, нанесения и сушки покрытий, привод конвейера, устройство подачи изделий в. зону обработки и устройств возврата изделий из зоны обработки, устройство подачи изделий в зону обработки выполнено, в виде ряда грузовых натяжек гравитационного действия, а устройства возврата- изделий из зоны обработки выполнены в виде приводных натяжек, расположенных симметрично относительно устройства подачи изделий.
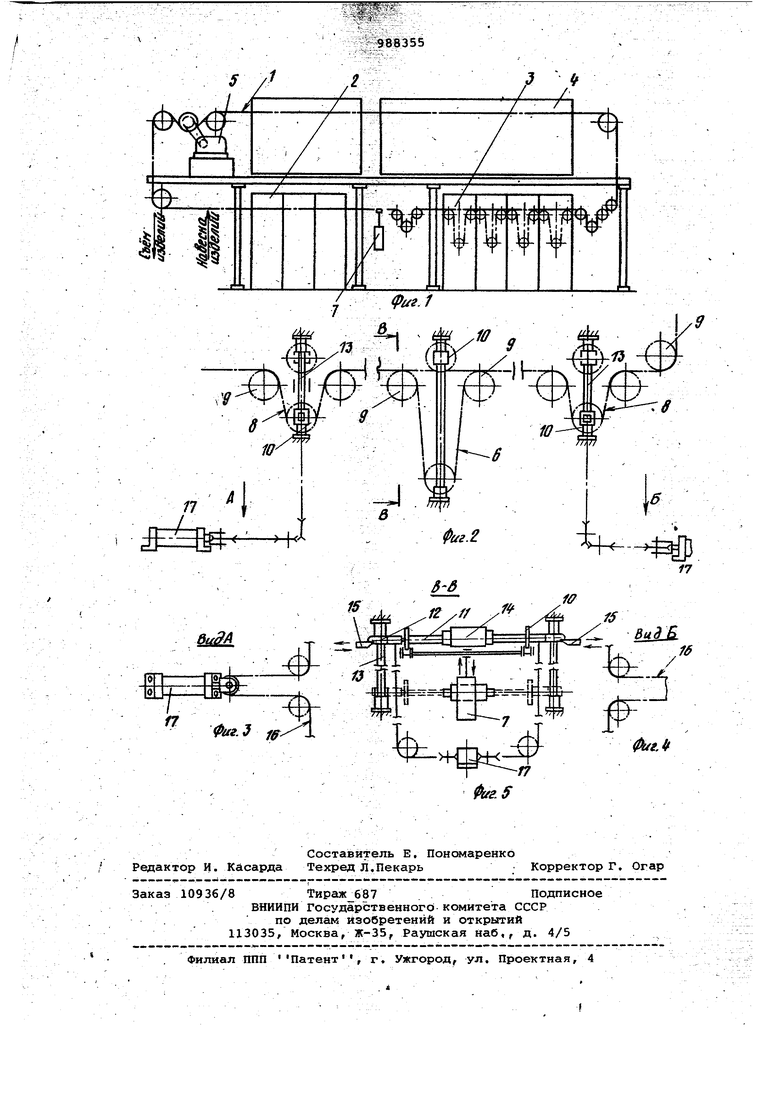
На фиг.1 схематично изображена линия нанесения защитнЕаИС покрытий, общий вид; на фиг.2 - устройство подачи изделий в зону обработки и устройства возврата изделий из зоны обработки; на фиг.З - вид А на фиг.2 на фиг.4 - вид Б на фиг.2; на фиг.5 разрез В-В на фиг.2.
Линия нанесения защитных покрытий включает ве1ртикально-замкнутый конвейер 1 периодического действия, установку подготовки 2, нанесения 3 и сушки 4 покрытий, привод 5 конвейера 1, устройство 6 подачи изделия
7в зону обработки и устройства 8 возврата изделий 7 из зоны обработки установленные симметрично относительно устройства б подачи.
Устройство б подачи и устройства
8возврата снабжены неподвижно закрепленными звездочками 9 перегиба
трассы конвейера 1 и подвижными звездочками 10, размещенными на оси
И, концы К9ТОРОЙ шарнирно соединены с втулками 12, установленными на направляющих 13. На оси 11 устройства 6 подачи закреплен груз 14 для ее гравитационного перемещения, а втулки 12 устройства б подачи контактируют с фиксаторами 15 периодического действия. При этом подвижные звездочки 10 устройства 8 возврата через трособлочные системы 16 связаны с приводами 17 принудительного перемещения.
линия нанесения защитных покрытий работает следующим образом.
Подлежащие обработке изделия 7 закрепляются на подвесказ конвейера 1 и через установку 2 подготовки периодически подаются в установку 3 нанесения покрытий. До подачи изделий 7 на позицию нанесения покрытий подвижные звездочки 10 устройств 8 возврата изделий из зоны обработки находятся в нижнем положении, а подвижные звездочки 10 устройства б подачи изделий в зону обработки находятся в верхнем положении. При поступлении изделия 7 в зону обработки, т.е. в установку 3 нанесения покрытий, привод 5 конвейера 1 отключается и фиксаторы 15 освобождают втулки 12 устройства б подачи. При . этом ось 11 устройства б подачи под действием груза 14, подвижными звездочками 10, перегибая на неподвижных звездочках 9 часть трассы конвейера 1, с изделием 7 перемещается вниз в ванну с материалом покрытия, где изделие выдерживается время, заданное технологией обработки. Одновременно с перемещением подвижных звездочек 10 устройства б подачи вниз подвижные звездочки 10 устройства 8 возврата перемещаются вверх при хо-лостом ходе приврда 17.
Затем приводом 17 принудительного перемещения через трособлочную систему 16 подвижные звездочки Ю устройств б возврата опускаются вниз, перемещая ось 11 устройства б подачи с грузом 14 и обработанным изделием 7 в верхнее положение, фиксируемое фиксаторами 15. При этом срабатывает привод 5 конвейера 1,. и обработанное изделие 7 перемещается на новую технологическую позицию, а на его место подается следующее изделие и цикл повторяется.
Использование предлагаемого изобретения позволяет повысить надежност работы линии и сократить капитальные и эксплуатационные затраты. Охшдаемый экономический эффект составляет
20-30 тыс.р. в год.
Формула изобретения
Линия нанесения защитных покрытий, содержащая конвейер перемеще(1ИЯ изделий, установки подготовки, нанесения и сушки покрытий, привод конвейера, устройство подачи изделий в зону обработки и устройства возврата изделий из зоны обработки, отлич ающа яс я тем, что, с целью увеличения долговечности линии и сокращения прои зводственной площади, устройство подачи изделий в зону обработки выполнено в виде ряда грузовых натяжек гравитационного действия а устройства возврата изделий из зоны обработки выполнены в виде приводных натяжек, расположенных симметрично относительно устройства подачи изделий.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 293644, кл. В 05 С 9/00, 1968.
2.Авторское свидетельство СССР № 225041, кл. В 65 G 49/02 , 1966 (прототир).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия нанесения защитных покрытий | 1983 |
|
SU1143676A1 |
| Линия нанесения защитных покрытий | 1982 |
|
SU1082717A1 |
| Линия нанесения защитных покрытий | 1987 |
|
SU1461727A1 |
| Линия нанесения защитных покрытий | 1983 |
|
SU1229147A1 |
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Установка для окрашивания изделий | 1989 |
|
SU1717258A1 |
| Подвеска для нанесения покрытий электроосаждением | 1977 |
|
SU726221A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Автоматическая линия для нанесения покрытия на отдельные участки мелких изделий | 1981 |
|
SU956041A1 |