8
ОО
05
Фиг. / 10
Изобретение относится к оборудованию для нанесения защитных покрытий, в частности к линиям окраски изделий, перемещаемых на подвесном вертикально-замкнутом конвейере.
Известна линия нанесения защитных покрытий, включающая конвейер перемещения изделий, установки подготовки, нанесения и сушки покрытий, привод конвейера для одностороннего перемещения, устройство подачи изделий в зону обработки гравитационного действия и приводные устройства возврата изделий из зоны обработки, расположенные симметрично относительно устройства подачи изделий 1.
Однако для обеспечения перемещения конвейера в известной линии установлен индивидуальный привод, содержащий электродвигатель и редуктор, работа которых требует затраты определенного количества электроэнергии. Кроме того, для обеспечения четкой работы линия должна быть снабжена системой автоматики, что усложняет ее конструкцию.
Цель изобретения - снижение энергоемкости линии.
Указанная цель достигается тем, что в линии нанесения защитных покрытий, включающей конвейер перемещения изделий, установки подготовки, нанесения и сушки покрытий, привод конвейера для одностороннего перемещения, устройство подачи изделий в зону обработки гравитационного действия и приводные устройства возврата изделий из зоны обработки, расположенные симметрично относительно устройства подачи изделий, привод конвейера выполнен в виде двух натяжных устройств - гравитационного и принудительного перемещений, последнее из которых состоит из подвижных звездочек натяжения с осями, неподвижных сухарей и ловителей, связанных посредством трособлочной системы с приводными устройствами возврата изделий из зоны обработки и выполненных в виде поворотных подпружиненных кулачков, установленных с возможностью периодической фиксации оси подвижных звездочек и расфиксации при взаимодействии с неподвижными сухарями.
На фиг. 1 изображена линия нанесения покрытий, общий вид; на фиг. 2 - привод перемещения конвейера; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - узел I на фиг. 2; на фиг. 6 - узел II на фиг. 2; на фиг. 7 - сечение В-В на фиг. 2.
Линия нанесения защитных покрытий включает вертикально-замкнутый конвейер 1 (фиг. Г) периодического одностороннего действия, устройство 2 подачи изделий 3 в зону обработки и устройство 4 его возврата, установки подготовки 5, нанесения
6 и сушки 7 покрытий, привод 8, выполненный в виде двух натяжных устройств 9 принудительного 9 и гравитационного 10 перемещений.
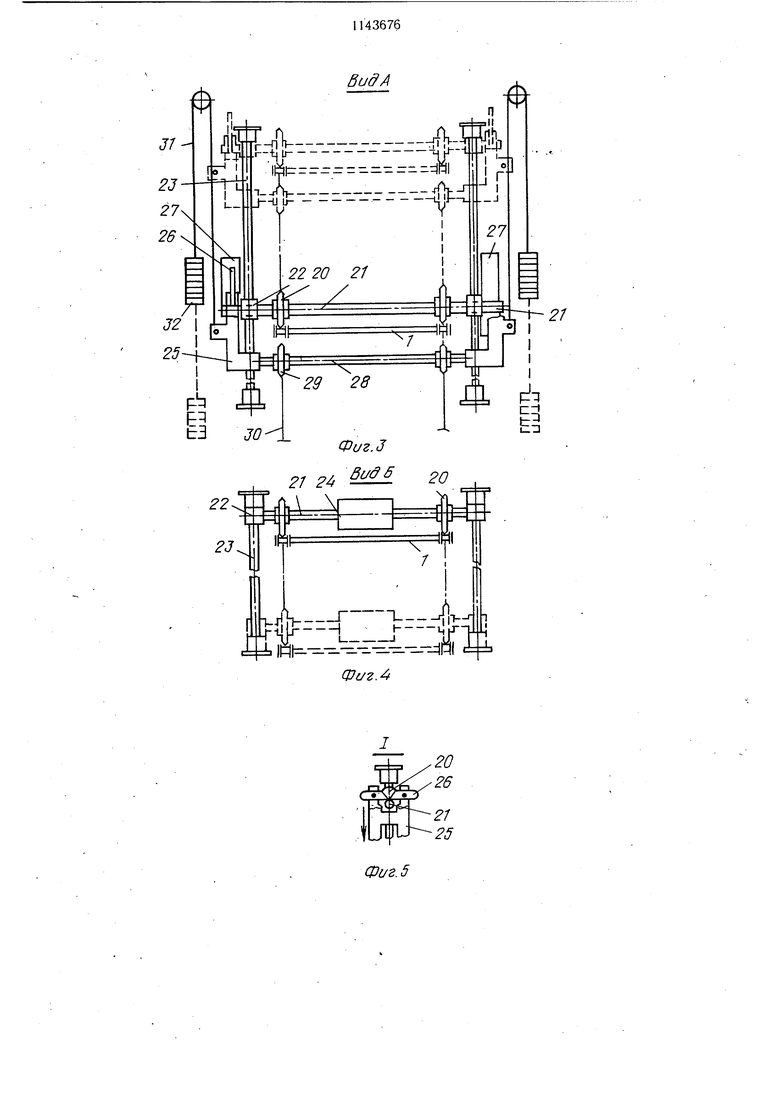
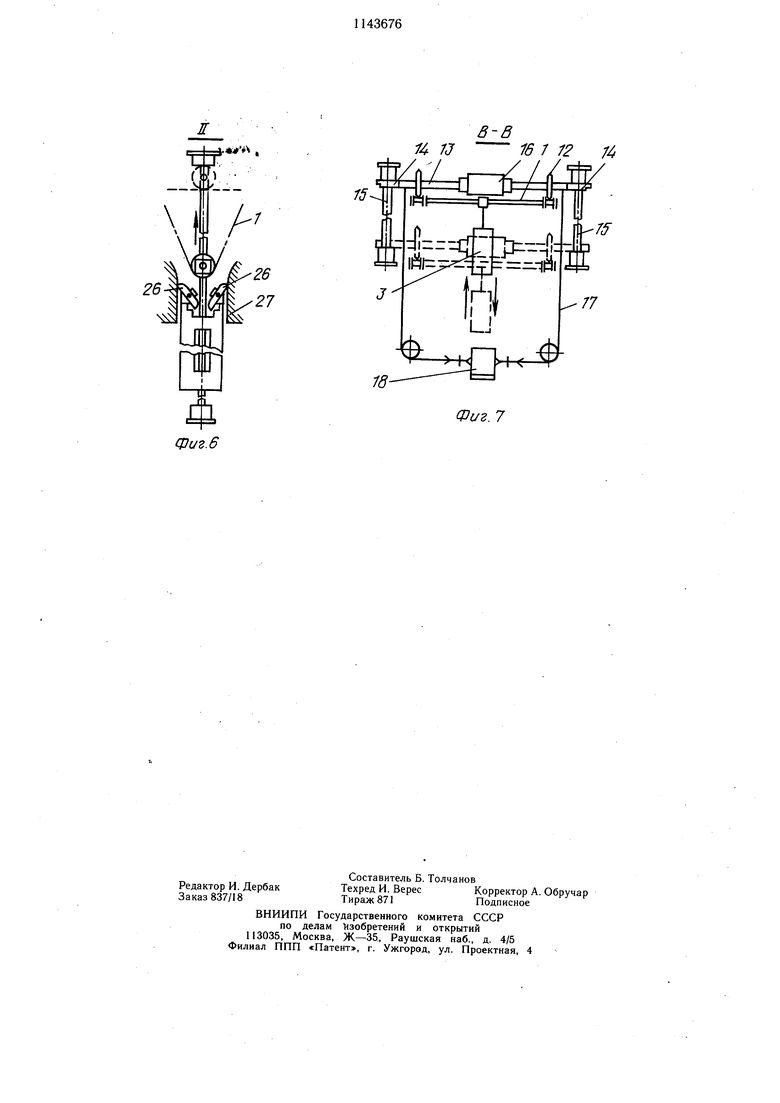
Устройство 2 подачи и устройства 4 возврата снабжены неподвижными звездочками 11 (фиг. 2) перегиба трассы конвейера и неподвижными звездочками 12, размещенными на осях 13 (фиг. 2 и 7), концы которых шарнирно соединены с втулками 14, установленными на направляющих 15.
На оси 13 устройства 2 подачи закреплен груз 16 для ее гравитационного перемещения. Подвижные звездочки 12 устройства 4 возврата через трособлочную
систему 17 связаны с пневмо-или гидроприводами 18.
Натяжные устройства 9 и 10 привода 8 состоят из стационарно установленных звездочек 19 перегиба трассы конвейера 1, имеющих возможность вращаться только в одну сторону, подвижных звездочек 20 натяжения, смонтированных на осях 21 (фиг. 3 и 4), концы которых шарнирно соединены с втулками 22, контактирующими с направляющими 23. Гравитационное
5 натяжное устройство 10 снабжено грузом 24, а натяжное устройство 9 принудительного перемещения - ловителями 25, контактирующими своими поворотными подпружиненными кулачками 26 (фиг. 3, 5 и 6) с осью 21 подвижных звездочек 20 натяжения в своем верхнем положении, а в нижнем положении - с неподвижными сухарями 27.
Ловители 25 установлены с возможностью перемещения вдоль направляющих 23 и соединены между собой осью 28, в которой сидят звездочки 29, соединяющие ловители 25 трособлочной системой 30 с устройствами 4 возврата изделия 3 из зоны обработки. Трособлочной системой 31 ловители 25 соединены с противовесом 32,
обеспечивающим возврат их в исходное положение - верхнее.
Для обеспечения периодического перемещения цепи конвейера на один шаг навески изделия необходимо конструктивно
5 выполнить геометрические соотношения между всеми видами натяжек конвейера в зависимости от шага навески изделия t
при 0( COnst. R всех везд COnst (фиг. 2)
для приводных натяжных устройств 9 и 10
0 .S,M-Mm:i«L j,
где1з 25.з- sina+4Rcosa;t 2S3-2S3Sina+4(- - J|J -Rcosa);
180
S 45t-R Г(90-q)-45coscc до (1-sina)
cosa+2Rcosa J5t-Rl()-45a)siJ
cosa+2Rcosa,
90()
для натяжек возврата 4 изделия из зоны обработки
Н -п W - 45г-Д П90-°) -45eosaJ Н2-0,5Нзi80()-X .
Xcosa+Rcosa; (H2-2Rcosa)sitia,+4ftcosoi
ог 45t-RL(90-oc;- 5cosoL чх laod-sinot.)
X cosa-Rcoscx sina+4Rcosa,
для натяжки подачи 2 изделия в зону обработки
н он 45tRL 90-«j- 5cQsaL Н,(l-&itiA;
Xcosa+4Rcosa; (Hi-2Rcosa)sina+4Rcosa
oM5t-Rl Uo-tf-)-45coscfLj4x (I-sinaj
Xcosa+2Rcosa)sina+4Rcosa.
Линия работает следующим образом.
При холостом перемещении щтока (левого -вправо правого - влево) пневмо-или гидропривода 18 подвижные звездочки 12 устройств 4 возврата перемещаются вверх вдоль направляющих 15, одновременно с этим подвижные звездочки 12 устройства 2 подачи, закрепленные на оси 13 опускаются вниз вдоль направляющих 15, перегибая на неподвижных звездочках 11 часть трассы, конвейера 1, и изделие 3 перемещается в зону обработки. Одновременно через трособлочную систему 30 и . под действием противовеса 32 осуществляется подъем ловителя 25 в верхнее, исходное положение, где он своими кулачками 26 входит в контакт с осью 21 подвижных звездочек 20 и захватывает ее.
При рабочем ходе штока гидропривода 18 (левого - влево, правого - вправо) подвижные звездочки 12 устройств 4 возврата вдоль направляющих 15 опускаются вниз, перемещая ось 13 устройства 2 подачи с грузом 16 и обработанным изделием 3 в верхнее положение. Одновременно с этим трособлочной системой 30 обеспечивается
рабочий ход вниз ловителей 25 вместе с подвижными звездочками 20 натяжного устройства 9 привода 8, которые при своем движении перемещают вниз часть трассы
конвейера, перегибая ее на неподвижных звездочках 19, перемещая при этом вверх груз 24 гравитационного натяжного устройства 10 вместе с частью трассы, конвейера.
В конце рабочего хода вниз кулачки 26
ловителей 25 входят в контакт с неподвижными сухарями 27 и, поворачиваясь, освобождают ось 21 звездочек 20 натяжения натяжного устройства 9, при этом под действием груза 24 и за счет одностороннего
вращения стационарных звездочек 19 привода 8 конвейера срабатывает гравитационное натяжное устройство 10, т. е. под действием силы тяжести груза 24 звездочки 20 вместе с осью 21 перемещаются вниз вдоль направляющих 23 посредством втулок 22 вместе с частью трассы цепи конвейера 1 в нижнее положение, осуществляя перемещение цепи конвейера 1 на один щаг навески изделий 3. Таким образом производится перемещение изделия 3 с
одной технологической позиции на другую. Одновременно с этим осуществляется подъем звездочек 20 натяжного устройства 9 вместе с частью цепи 1 в верхнее исходное положение.
Далее цикл повторяется.
Использование предлагаемой линии дает возможность снизить энергозатраты за счет исключения установки электродвигателя, редуктора и контролирующей аппаратуры и другого оборудования, потребляющего электроэнергию, так как транспортные межоперационные перемещения изделий осуществляются от привода технологических перемещений, а именно от устройства подачи изделий в зону нанесения покрытий и его возврата из зоны обработки,
Вместе с тем повыщается надежность работы, так как все виды .перемещения изделий в линии осуществляются по единой жесткой системе.
feV-----------4Ш
.ri----4m
|p||..( .
БидА
j Г
litJ
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия нанесения защитных покрытий | 1981 |
|
SU988355A1 |
| Линия нанесения защитных покрытий | 1982 |
|
SU1082717A1 |
| Конвейер-контователь | 1985 |
|
SU1298156A1 |
| Установка для нанесения покрытий | 1985 |
|
SU1366228A1 |
| Конвейер для технического обслуживания автомобилей | 1989 |
|
SU1791211A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для прессования керамических изделий | 1989 |
|
SU1715629A1 |
| Конвейер | 1988 |
|
SU1512878A1 |
| Тележечный конвейер | 1980 |
|
SU918198A1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |

ЛИНИЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИИ, включающая конвейер перемещения изделий, установки подготовки, нанесения и сущки покрытий, привод конвейера для одностороннего перемещения, устройство подачи изделий в зону обработки гравитационного действия и приводные устройства возврата изделий из зоны обработки, расположенные симметрично относительно устройства подачи изделий, отличающаяся тем, что, с целью снижения энергоемкости линии, привод конвейера выполнен в виде двух натяжных устройств - гравитационного и принудительного перемещений, последнее из которых состоит из подвижных звездочек натяжения с осями, неподвижных сухарей и ловителей, связанных посредством трособлочной системы с приводными устройствами возврата изделий из зоны обработки и. выполненных в виде поворотных подпружиненных кулачков; установленных с возможностью периодической фиксации ш (Л оси подвижных звездочек и расфиксации при взаимодействии с неподвижными сухарями.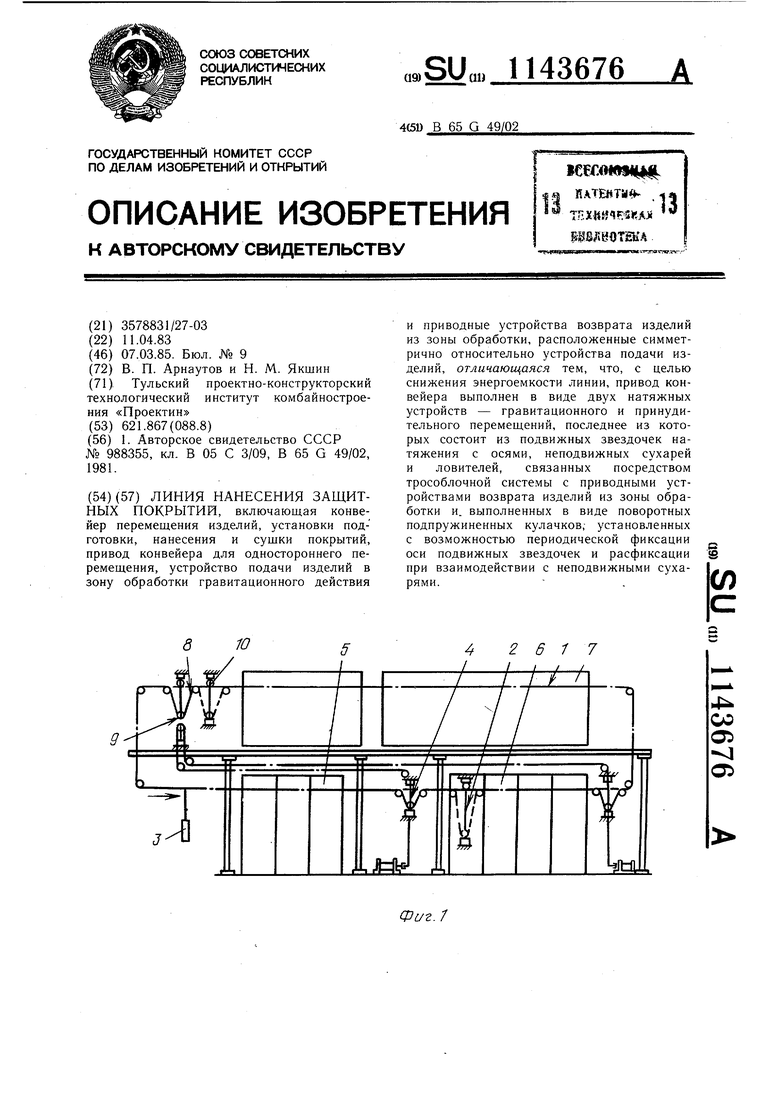
,
26
фие.6
в-в
/4 Л716 7 72 /4
-,//
-Г-н--П-Н
-fefir
77
Фг/2. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия нанесения защитных покрытий | 1981 |
|
SU988355A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
