/1
Изобретение отноЬитс.я к обработке металлов давлением и может быть исполь зовано для изготовления из листовых загчуговок деталей типа скоб, преимуществ венно в единичном и мелкосерийном производствах.
Наиболее близким к предлагаемому по технической сущности и достигаемому реаультату является пуансон для гибки деталей типа скоб, содержапшй пару раздвижных гибочных губок, подвижно смонтированных в направляющих инструментодержателя, а также механизм регулирования и фиксации взаимного положения губок в направляпощих t 1 .
Недостатком известного пуансона является невысокая жесткость гибочного инструмента (губок), что снижает точность и соответственно качество получаемых деталей.
Цель изобретения - повышение качества получаемых деталей.
Цель достигается тем, что раздвижные губки вьшолнены с обращенными, друг к другу скосами на боковых нерабочих торцах, а пуансон снабжен двумя установленными на этих торцах и связывающими между собой гибочные губки щеками, имеющими со стороны, прилегающей к скосами губок, форму двустороннего клина.
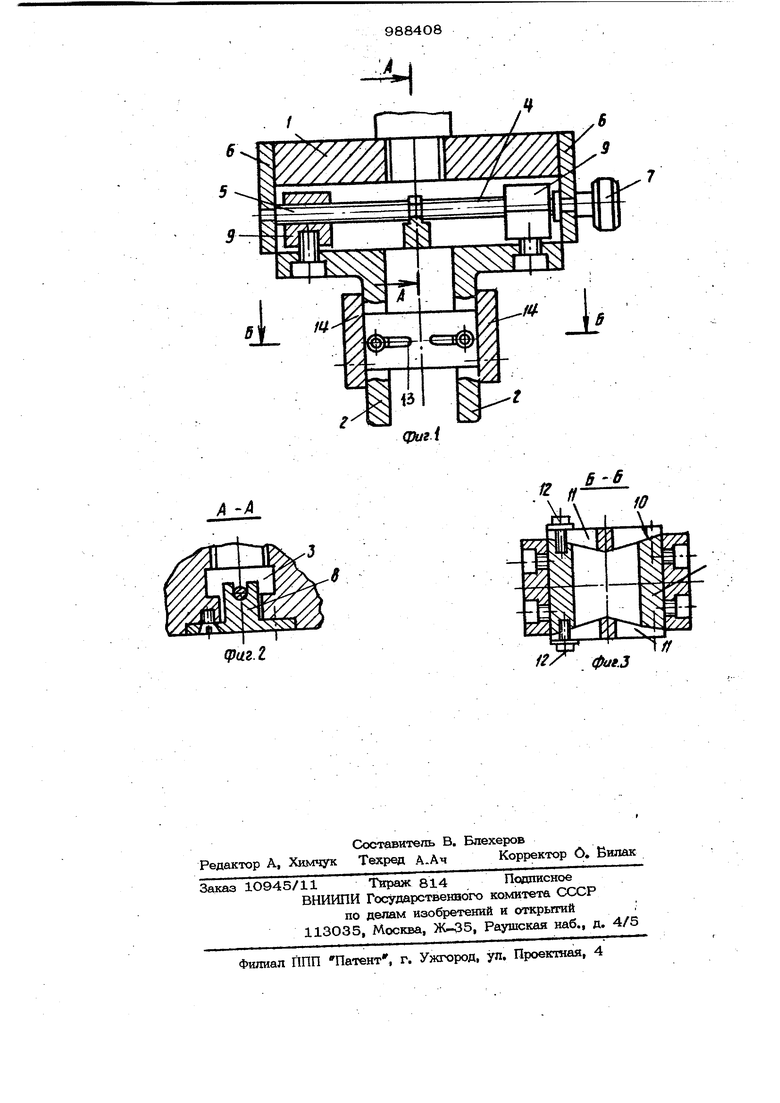
На фиг. 1 схематически изображен предлагаемый пуансон, общий вид, продольное сечение на фиг. 2 - сечение А-А на 4®г. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Пуансон для гибки деталей типа скоб состоит из инструментодержателя 1, в направляющих которого помещена пара раздвижных гибочных губок 2. В Т-образном пазу 3 инструментодержатепя 1
20 смонтирован механизм 4 для регулирования и фиксации взаимного положения губок 2 в направляющих инструментодержателя 1, Механизм 4 выполнен в виде
ходового шшта 5, имекидего на концах правую и левую резьбу и установленного с воамоншостью вращенив в прикрепленных к даструментодержателю опорах 6. Врашетае винта 5 осуществляется рукоаткой 7. От осевого перемещения вюгг 5 удерживается закрепленной на инструментодержателе вилкой 8. На ходовой винт 5 навернуты ползушки 9, к которым жестко пршфеплены раздвижные гибочные губки 2.
На боковых нерабочих торцах губок 2 вьшолнены обращенные друг к другу скосы-10. Между собой губки 2 связаны щеками 11, которые со стороны, прилега щей к скосам 1О, имеют форму двустороннего клина.. Крепление щек 11 к губкам 2 осуществляется винтами 12, уста , новленными в прорезях 13 щек 11,
Для гибки скоб, имеющих горизонтальные полки, к губйам, 2 крепятся плас-ганы 14.
Настройка пуансона на гибку детали определенного типоразмера осуществляет ся следующим обргюом,
Предварительно отпусжают винты 12 крепления щек 11 к губкам 2 пуансона. Затем, вращая ходовой винт 5 рукояткой 7, раздвигают (сдвигают) губки 2 до получения необходимого между ними размера. После этого щеки 7 прикрепляют вдатами 12 к губкам 2, обеспечивая при этом прилегание клиновой поверхности щек к скосам 10 губок 2. Этим
обеспечивается жесткость рабочих элементов пуансона.
Применение пуансона предлагаемой конструкции позволяет повьюитъ точность и качество получаемых деталей типа скоб при сохранении диапазона eix универсальности.
Формула изо б р е т е н и я
Пуансон для гибки деталей типа скоб, содержащий пару раздвижных гибочных губок, смонтир ованных в направляющих ННСР рументодержателя, а также механизм регулирования и фиксации взаимного положения- губок в направляющих, отличающийся тем, что, с целью повышедия качества получаемых деталей, раздвижные губки выполнены с обращенными друг к другу скосами на боковых нерабочих торцах, а пуансон снабжен двумя установленньпусн на этих торцах и связывающими между собой гибочные губки щеками, имеющими со стороны, прилегаю щей к скосам губок, форму двухстороннехх клина.
Источники информации, принятые во внимание при экспертизе
1, Богданова В, М, Штамповка деталей по элементам в мелкосерийном производстве, Л,, Мащиностроение, 1963, с, 84-86 (прототип).
X
|-/4
(puz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА КЛИНЧЕВАНИЕМ | 2015 |
|
RU2590424C1 |
| Узел гибочного пуансона | 1984 |
|
SU1268246A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Штамп для гибки деталей из листовых заготовок | 1985 |
|
SU1291235A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Головка к профилегибочному станку | 1982 |
|
SU1050775A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |