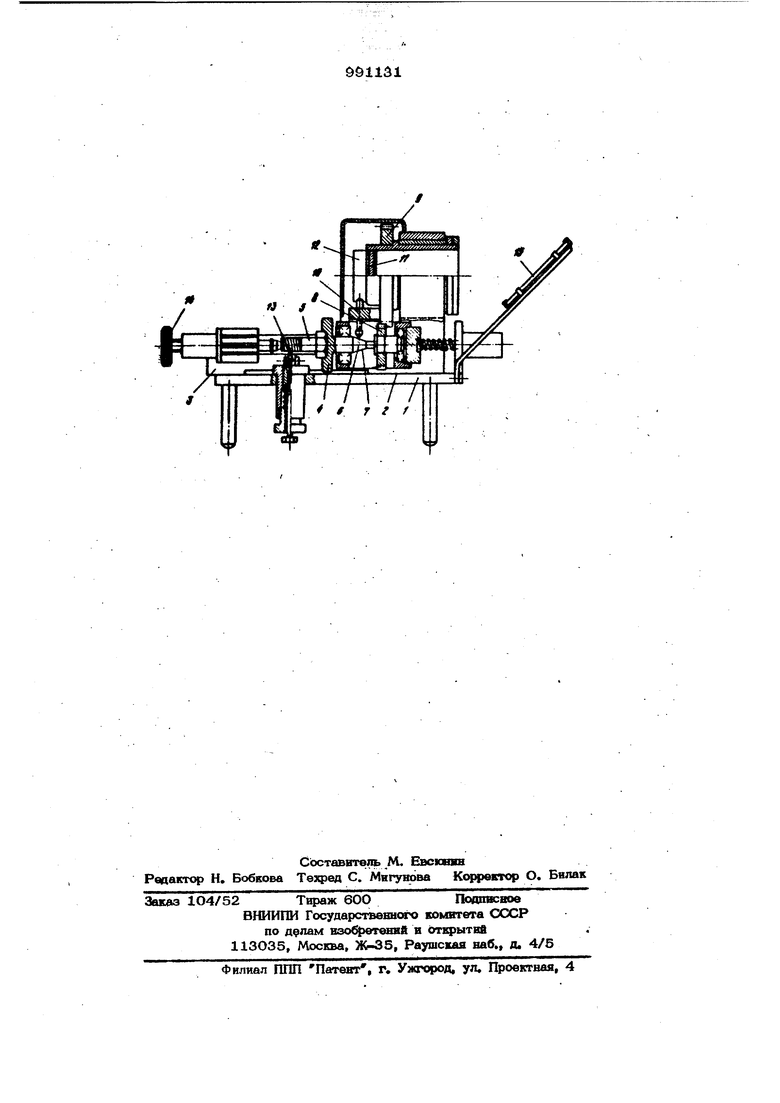
наконечник, установленный с возможностью перемещения в направлении, перпендикулярном базовой плоскости основания и предназначенный для взаимодействия с контролируемой резьбой, и отсчетный узел, выполненный в виде двух указателе отклонений, получающих согласованное вращательное движение один от ишинделя другой от кулачка, шпшадель закреплен на каретке, кулачок установлен на шпинделе, рабочая поверхность кулачка выполнена в виде конусной поверхности, ось которой совпадает с,осью шпинделя, а наконечник установлен на основании. На чертеже изображен прибор для нопрерьюногч контроля винтовой линии рез бы, общий вид„ Прибор содержит основание 1 с базовой плоскостью 2, каретку 3, устадовленную на основании 1 с возгжзжностью перемещения параллельно ее ба.зовой плоскости 2, шпиндель 4, установленный на каретке 3 с возможностью вращения относительно оси, параллельной базовой плоскости 2 основания 1, Шпиндель 4 предназначен для закрепления контролируемой детали 5, размещения кулачка 6, рабочая поверхность которого вьшо; нена в виде конусной поверзгности 7, а ось совпадает с осью шпинделя, и закре ления шестерни 8 ддя передачи вращате ного движения от шпинделя к шестерне На основании 1 установлен отсчетный узел 1О, выполне1шый в виде двух указателей 11 и 12 отклонений, получающих согласованное вращательное движ&ние - указатель 11 от шестерни 9, а указатель 12 - от кулачка 6. На основ нии 1 установлен также наконечник 13, который имеет возможность перемещени перпендикулярно базовой плоскости 2 и предназначенный для взаимодействия с контрол1фуемой резьбой детали 5, Шпин дель 4 оканчивается рукояткой 14, которая служит для поворота детали 5. К основанию 1 прикреплена круговая шкала 15, на которую с помощью олтичеокой системы (не показана), размещенно в отсчетном узле 1О, проектируют в совмещенном виде указатели 11 и 12 отклонений. Прибор работает следующим образом Контролируемую деталь 5 закрепляют на шпшщеле 4. В контакт с резьбой дета;ш 5 вводят наконечник 13, С иомощью рукоятки 14 шпинделю 4 и де тали 5 сообщают вращательное движение, которое через шестерни 8 и 9 передают указателю 11 оа-клонений. В р&зультате взаимодействия наконечника 13 с резьбой детали 5 каретки 3 вместе со шпинделем 4 и деталью 5 получает поступательное движение параллельное плоскости 2основания 1, Это движение через кулачок 6 передают указ. телю 12 отклонений. TaKHMjD6pa30M, указатели 11 и 12 отклонений получают согласованное вращательное движение. Скорость их вращения подобрана так, что при OTcyivствии отклонений винтовой линии детали 5 от номинального значения указателей 11 и 12 вращают синхронно. Если винтовая линия вьшолнена с ошибкой, указатели 11 и 12 расход5ггся между собой, Величину расхождения соответствующую ошибке винтовой линии, определяют по шкале 15. Предлагаемое устройство по своей конструкции проще известных устройств. Формула изобретения Прибор для непрерывного контроля винтовой линии резьбы, содержащий ос нование с базовой плоскостью, каретку, установленную на основании ,с возможностью перемещения параллельно ее базовой плоскости, шпиндель, установленный с возможностью вращения относительно оси, параллельной базовой плоокости основания, и предназначенный для закрепления контролируемой детали, связанный с кареткой кулачок, рабочая поверхность которого расположена по отношению к направлению движения каретки под углом, наконечник, установленный с возможностью перемещения в направл&нии перпендикулярном базовой плоскооти, основания, и предназначенный для взаимодействия с контролируемой резьбой, и отсчетный узел, выполненный в ввде двух указателей отклонений, получающих согласованное вращательное движение один от шпинделя, другой от кулачка, отличающийся тем, что, с целью упрощения конструкции, шпиндель закреплен на каретке, кулачок установлен на шпинделе, рабочая поверхность кулачка вьшолнена в виде конусной поверхности, ось которого совпадает с осью шпинделя, а наконечник установлен на основании. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 1О2366, кл. G, 01 В 3/4О, 1955 (протготип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОБРАЗУЮЩЕЙ ВНУТРЕННЕГО КОНУСА | 1991 |
|
RU2023977C1 |
| Устройство для измерения размеров резьбы | 1987 |
|
SU1511579A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| Устройство для контроля криволинейныхпОВЕРХНОСТЕй | 1979 |
|
SU831530A1 |
| Прибор для контроля ходовых винтов станков | 1981 |
|
SU986613A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ управления позиционным пневмоприводом и устройство для его осуществления | 1988 |
|
SU1534218A1 |
| Прибор для копирования профиля деталей | 1986 |
|
SU1384923A1 |
| Полуавтомат для обработки деталей типа полусфер | 1972 |
|
SU477826A1 |