(54) УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПРОФИЛЬНОГО
1S
Изобретение относится к обработке металлов давлением, а именно к кузнечнопрессовому оборудованию, и может быть использовано в заготовительных цехах заводов металлоконструкций для изготовления заготовок, применяемых в производстве строительных изделий: передвижных бытовок, модуль-контейнеров, металлических дверных коробок и т. п.
Известны устройства для резки профильного проката, осуществляемой механическим и газопламенным способами. К таким устройствам относятся механические и ручные ножницы всех типов, круглопильные и ленточно-пильные станки, различные станки пантографного типа 1.
Однако резание такими устройствами происходит со снятием стружки, сопровождается специфическим шумом, не обеспечивает высокой точности размеров и чистоты поверхности, имеет низкую производительность.
Известно устройство для разделения профильного проката, содержащее станину, матрицы, ножи и зажимное устройство для профильных заготовок 2.
ПРОКАТА
Недостатками этого устройства являются невозможность резания под углом, ограничение размеров сечений и длин профильных заготовок, отсутствие чистоты поверхности реза, наличие отходов, низкая произ5 водительность.
Цель изобретения - повыщение производительности и точности реза профилей различного типоразмера.
Поставленная цель достигается тем, что .Q в устройстве для разделения профильного проката, содержащем станину, матрицы, ножи и зажимное устройство для профильных заготовок, станина выполнена в виде двух частей, каждая из которых снабжена приводными блоками головок, выполнен15 ными в виде рычагов с установленными на них роликами и держателями, приводного копирного валика, установленного с возможностью возвратно-поступательного движения и контакта с роликами, матрицы выполнены разъемными в виде опор для профиля и смонтированы на частях станины симметрично относительно профильного проката и под углом 45° к оси проката, при этом ножи закреплены на упомянутых держателях и установлены между матрицами с зазором.
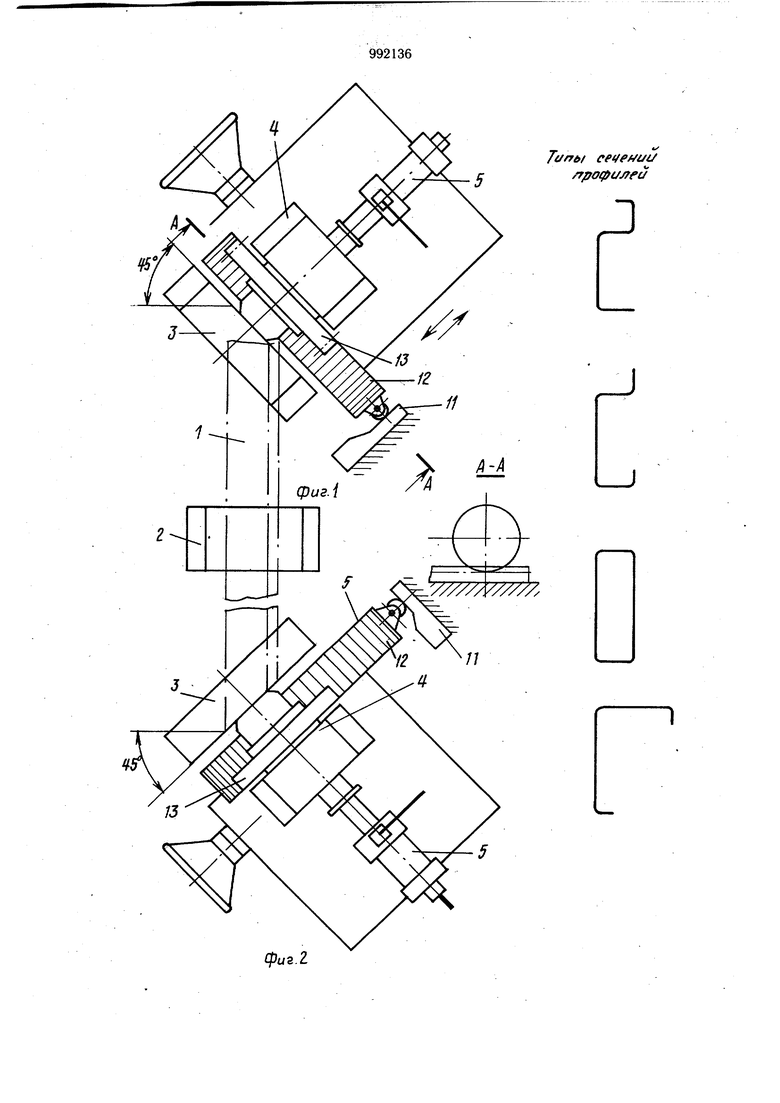
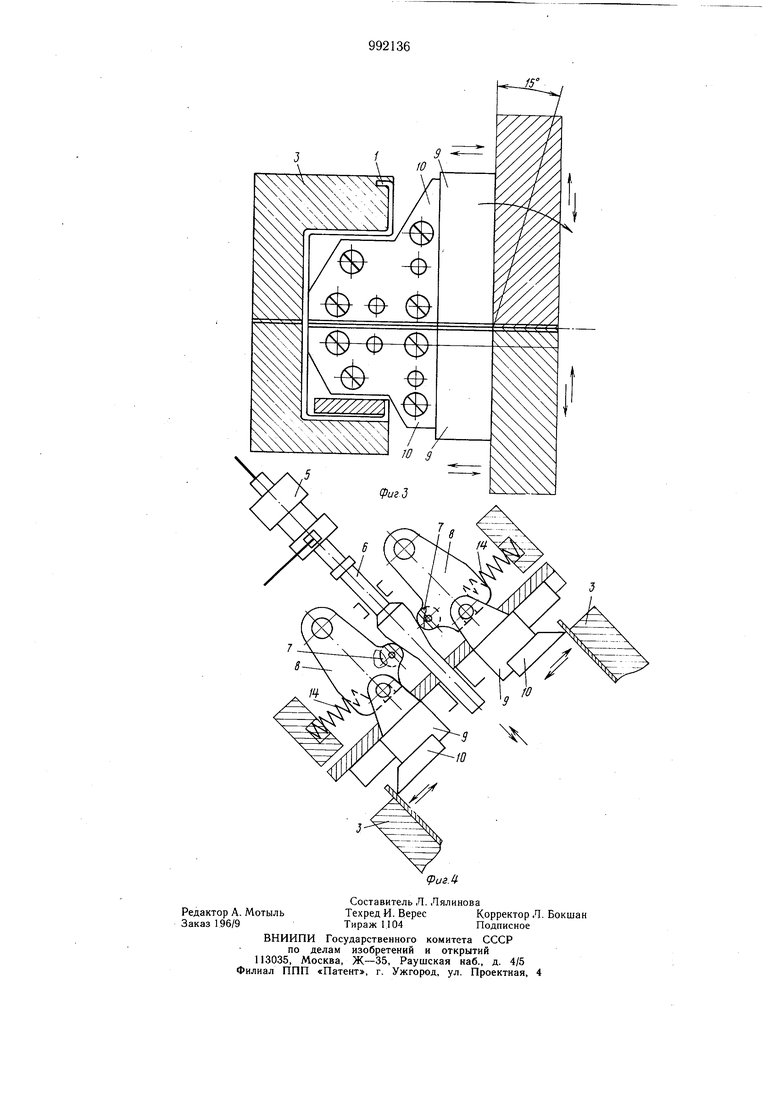
На фиг. 1 приведен агрегат, общая схема; на фиг. 2 - разрез А-А на фиг; на фиг. 3 - блок ножей и матрицы; на фиг. 4 - схема действия ножей.
Устройство для разделения профильного проката содержит лоток (не показан), на который устанавливается профильная загото,вка 1 из стального и других металлов, расположенное на этом же лотке зажимное устройство 2 и две разъемные (состоящие из двух половин) матрицы 3, представляющие собой опору для осуществления реза от внутренней части профиля к наружной поверхности.
Матрицы установлены на двух отдельных частях станины, расположенных симметрично под углом 45° к профильной заготовке 1. На этих же станинах (не показаны) смонтированы блоки 4 головок, приводимые в движение от гидравлического привода 5. Блок 4 головки состоит из копирного валика 6, получающего возвратно-поступательное движение от привода 5 и действующего на ролики 7, приводящие в движение рычаги 8, при помощи которых получают возвратно-поступательное движение держатели 9, на которых закреплены ножи 10, поворачивающиеся на угол равный 15° при угловом резе профильной заготовки. Блок 4 головки возвращается в исходное положение с помощью копира 11, действующего на зубчатую рейку 12, находящуюся в постоянном зацеплении с зубчатым колесом 13, закрепленным на блоке 4 головки при обратном ходе гидропривода, при этом пружина 14, связанная с рычагом 8, возвращает держатели 9 с ножами 10 в исходное положение.
Устройство работает следующим образом.
Подъемным механизмом (не показан) устанавливают профильную заготовку 1 в зажимное устройство 2 и одновременно в матрицы 3, где заготовка также закрепляется.
Ножи 10 устанавливают между матрицами с зазором, равным 6-8% от толщины профильной заготовки. Ножи 10 осуществляют угловой рез заготовки от внутренней части профиля к наружной, после реза блок 4 головки поворачивается на угол равный 15° и производится срез оставщихся перемычек на плоскости реза заготовки, этим достигается точность и чистота реза.
Наличие остающихся перемычек обусловлено тем, что ножи и матрицы раздвижные. После окончания реза последовательным действием осуществляется поворот блока 4 головки с помощью копира 11, зубчатой
рейки 12 и зубчатого колеса 13 в исходное положение при обратном ходе гидропривода 5.
Пружина 14 при обратном ходе возвращает держатели 9 с ножами 10 в исходное положение.
Применение предлагаемого устройства позволяет сократить мащинное и вспомогательное время, ликвидировать слесарно-доводочные ручные работы, что снижает трудоемкость и повыщает производительность
труда. Одновременный двухсторонний рез в точный нужный размер повышает качество заготовок, отсутствие отходов повыщает коэффициент использования металла.
Формула изобретения
Устройство для разделения профильного проката, содержащее станину, матрицы, ножи и зажимное устройство для профиль, ных заготовок, отличающееся тем, что, с целью повыщения производительности и точности реза профилей различного типоразмера, станина выполнена в виде двух частей, каждая из которых снабжена приводными блоками головок, выполненными в ви0 де рычагов с установленными на них роликами и держателями, приводного копирного валика, установленного с возможностью возвратно-поступательного движения и контакта с роликами, матрицы выполнены разъемными в виде опор для профиля и смонтированы на частях станины симметрично относительно профильного проката и под углом 45° к оси проката, при этом ножи закреплены на упомянутых держателях и установлены между матрицами с зазором.
Источники информации, принятые во внимание при экспертизе 1. Станок фирмы «Eiseele типа НВ 280 N Проспект фирмы «Хрейзеле Мащиненфабрик Д-7316 Кёнген/некар, ФРГ, 1978. 5 2. Авторское свидетельство СССР
№ 405705, кл. В 23 D 23/00, 1971 (прототип) .
Tt/frt i cet/ff/fJi/ /грофи ес/
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной резки непрерывно движущегося профильного проката | 1980 |
|
SU889309A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |