(54) СПОСОБ ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ Б РОТОРНЫХ ЛИНИЯХ В ПРОЦЕССЕ ИХ ОБРАБОТКИ
1
Изобретение относится к автоматизации технологических процессов в машиностроении.
Известен способ транспортирования изделий в роторных линиях в процессе их обработки, например термохимической, содержащий транспортирование изделий в транспортных роторах, передачу и обработку их в процессе транспортирования в позициях технологического ротора, шаг которого меньше шага транспортных роторов, с последующей передачей обработанных изделий для дальнейшего транспортирования в транспортный ротор 1.
Недостаток этого способа заключается в том, что в нем неиспользованная часть окружности технологического ротора составляет 20-30°/о, прием и выдача изделий осуществляется при разных окружных скоростях технологических и транспортных роторов, разница которых пропорциональна разности межпозицйонных расстояний - шагов ротора. Этим объясняются значительные габариты технологических роторов термохимических операций.
Цель изобретения - интенсификация процесса обработки и снижение металлоемкости роторных линий.
Для достижения указанной цели изделия загружают в технологический ротор по 5 всей его окружности через число позиций, равное отношению шага транспортного ротора к шагу технологического ротора, и транспортируют со скоростью, равной ско.рости транспортирования изделий в тран Q спортном роторе. Число оборотов п изделия в технологическом роторе „ FL
h360
где п - число оборотов технологического
ротора;
15л - угол, определяющий расположеot ние транспортных роторов относительно технологического;
Н шаг транспортного ротора;
h шаг технологического ротора.
а число позиций N в технологическом роторе
20 определяют по формуле
Утр-Т-tOOO-60
±1
N
Н
где N - число позиций
технологического ротора;
Vjp - окружная скорость транспортного
ротора;
Т - технологическое время .обработки изделий; Н - шаг транспортного ротора.
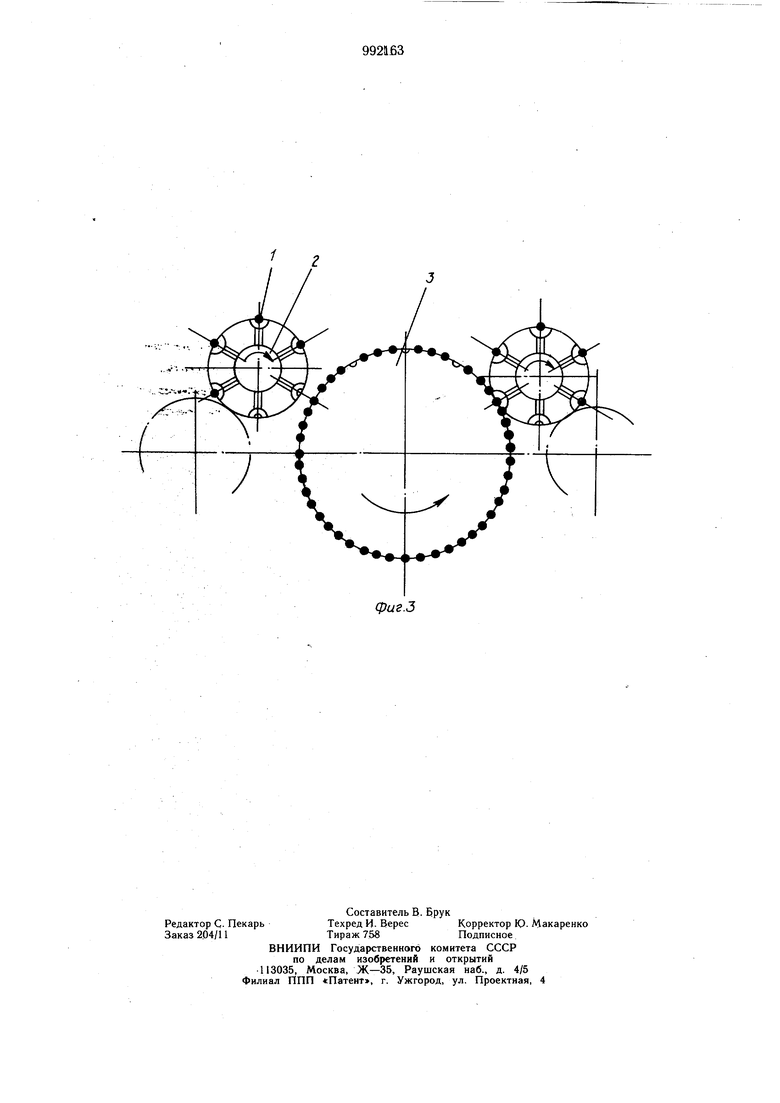
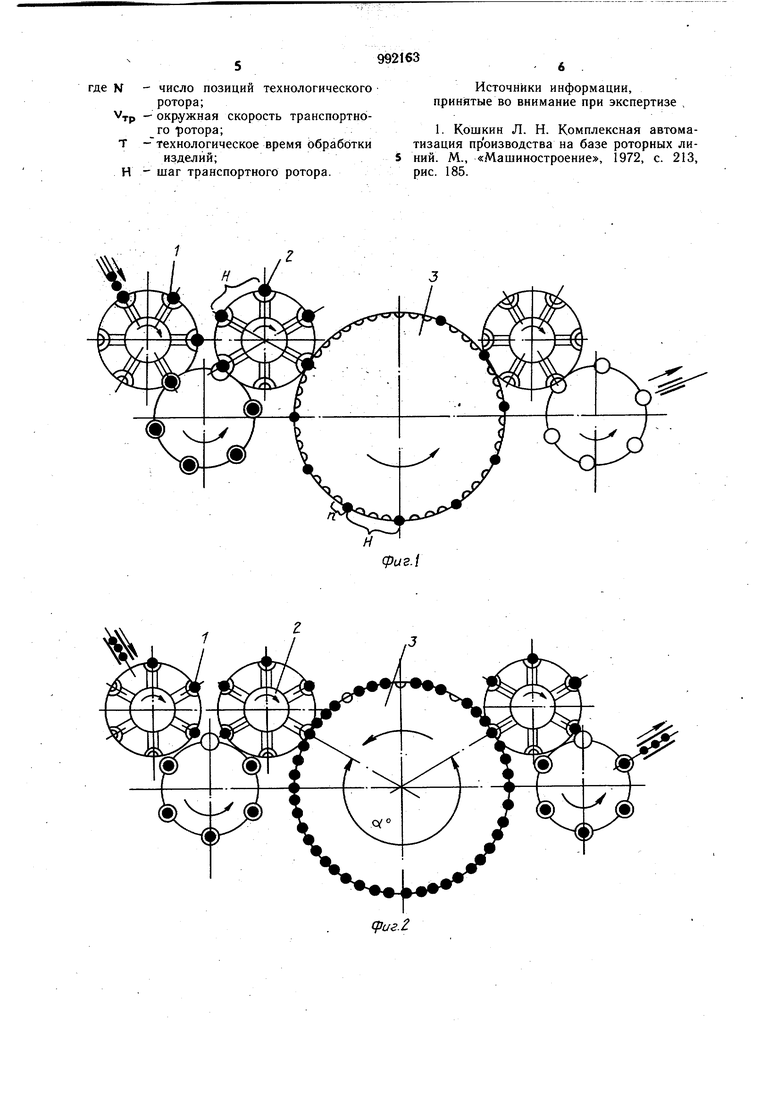
На фиг. 1 схематично представлено устройство, реализующее предлагаемый . способ, в начальный момент загрузки технологического ротора; на фиг. 2 - то же, в момент передачи изделий из технологического ротора в транспортный после их обработки при одинаковой скорости транспортных роторов; на фиг 3 - то же, при различной скорости транспортных роторов.
Изделия 1 из транспортного ротора 2 передают в позиции технологического ротора 3, в котором подвергают их термохимической обработке, при этом изделия загружают в технологический ротор по всей его окружности через число позиций, равное отношению шага транспортного ротора Н к шагу технологического ротора h, со смещением позиции с изделием после каждого оборота технологического ротора 3 на одну позицию. При этом изделия в технологичес ком роторе 3 транспортируют со скоростью VTP , равной скорости транспортирования изделий в транспортных роторах или одного из них.
Число оборотов технологического ротора, дтсчитываемое с момента приема изделий до их выдачи после обработки, определяют по формуле
п - М. 5§0°ifL
h360
где п - число оборотов технологического ротора, отсчитываемое с момента приема изделий до их выдачи после обработки; Н - шаг транспортного ротора; h - шаг технологического ротора; оС - угол, определяемый расположением транспортных роторов относительно технологического. Число позиций N в технологическом роторе определяют по формуле
Утр-Т-1000-60
N ц ,
где V. окружная скорость транспортного
ротора;
Т - технологическое время обработки изделий; шаг транспортного ротора.
ВыражениеTE -- J J-° -- представ
, „Н
ляет собой расчетное число позиции технологического ротора, т. е. целое число позиций.
Изделия в процессе транспортировки в технологическом роторе 3 одновременно подвергают термохимической обработке и при совершении ими нескольких оборотов передают в транспортный ротор. Одновременно с
выгрузкой изделия 1 из технологического ротора 3 производят его загрузку в освободившуюся позицию транспортным ротором 2 (фиг. 2). Таким образом, технологический ротор загружают изделиями по всей его окружности.
При этом (фиг. 3) шаг транспортных роторов, а следовательно, и их скорости могут бьць различны.
Однако эти изменения в скорости зависят от технологического процесса, на который направлена работа линии, т. е. чем больше усилие ротора требуется в технологическом процессе, тем больще скорость транспортирования и наоборот.
Предлагаемый способ транспортирования позволяет интенсифицировать процесс обработки изделия за счет нахождения их в технологическом роторе в продолжение нескольких его оборотов, сократить габариты и металлоемкость технологического ротора за счет использования (загрузки изделиями) всей его окружности и повысить надежность роторных линий в целом за счет выравнивания скорости по всей линии.
Формула изобретения
Способ транспортирования изделий в роторных линиях в процессе их обработки, например термохимической, включающий транспортирование изделий в транспортных роторах, передачу и обработку их в процессе транспортирования в позициях технологического ротора, шаг которого меньше шага транспортных роторов, с последующей передачей обработанных изделий для дальнейшего транспортирования в транспортный ротор, отличающийся тем, что, с целью интенсификации процесса обработки и снижения металлоемкости роторных линий, изделия загружают в технологический ро0 тор по всей его окружности через число позиций, равное отношению шага транспортного ротора к щагу технологического ротора, и транспортируют со скоростью равной скорости транспортировки изделий в транспортном роторе, при этом число оборотов п
изделия в технологическом роторе.
. h
п 360
где п - число оборотов технологического ротора;
л - угол, определяющий расположение транспортных роторов относительно технологического; Н шаг транспортного ротора;
шаг технологического ротора;
а число позиции в технологическом роторе определяют по формуле
N -Утр 1::2ооо б .
Н- число позиций технологического
ротора;
- окружная скорость транспортного ротора; - технологическое время обработки
изделий; - шаг транспортного ротора.
Источники информации, принятые во внимание при экспертизе
1. Кошкин Л. Н. Комплексная автоматизация производства на базе роторных ли5 НИИ. М., «Машиностроение, 1972, с. 213, рис. 185.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для обработки изделий | 1978 |
|
SU747604A1 |
| Транспортно-накопительный участок цепочки роторных и роторно-конвейерных линий | 1985 |
|
SU1298150A1 |
| Автоматическая роторная линия | 1980 |
|
SU918031A1 |
| Роторно-конвейерная машина для контроля изделий | 1982 |
|
SU1551436A1 |
| Роторно-конвейерная машина для химической обработки изделий | 1982 |
|
SU1036806A1 |
| Роторный автомат питания | 1982 |
|
SU1042951A1 |
| Механизм управления работой технологических машин | 1977 |
|
SU653089A1 |
| Роторная машина передачи | 1984 |
|
SU1234157A1 |
| Способ транспортирования изделий при их обработке и устройство для его осуществления | 1989 |
|
SU1794817A1 |
| Транспортный конвейер роторно-конвейерных машин | 1981 |
|
SU986838A1 |