Изобретение относится к машиностроению, в частности к роторным, ро- торно-конвейерным линиям, машинам и синтезированным из них и гибких автоматизированных линий комплексам.
К аналогам предлагаемой группы изобретений можно отнести роторно- конвейерную линию по а.с. № 1027114, ро- торно-конвейерную машину по а.с. № 1098875 и № 1180318, роторный конвейер
по а.с. № 1207924 и № 1388368, транспортный ротор по а.с. № 1418211 и автоматическую линию для обработки деталей по а.с. № 1284789. Последняя из них состоит из установленных в технологической последо-. вательности обрабатывающих станков с приспособлениями для установки, закрепления деталей и транспортеров для перемещения деталей от станка к станку.
В качестве прототипов обоих обьектов изобретения (способа и устройства для его осуществления) выбрана роторно-конвей- ерная технологическая машина а.с. № 1084203 (заявка Ыг 3447373/27-03 от 31,05.82).
Она содержит обогнутые цепным конвейером (замкнутым гибким звеном) многооперационный технологический ротор с револьверным диском с рабочими позициями (местами обработки, измерения, контроля деталей и т.п.) и ротор набора групп ориентированных заготовок (деталей), а также закрепленные на цепном конвейере носители .этих групп, выполненные в виде поворотного барабана со сквозными гнездами для заготовок, с храповым механизмом и с кулачками. Кроме того, имеется фиксатор положения гнезд барабана (самих носителей) относительно рабочих позиций, расположенных на вращающемся технологическом роторе.
В данной машине враа ается либо перемещается практически все, причем в течение всего технологического процесса: цепной конвейер вместе с носителями заготовок, роторы, в том числе технологический со всеми рабочими позициями, оборудованными обрабатывающим, мерительным и иным инструментом, а также сложными подводами энергоносителя (сжатого воздуха, жидкости, электроэнергии) для приведения в действие инструмента, схватов и т.п.
Обработка заготовок осуществляется только на дуге (секторе) огибания цепным конвейером рабочей поверхности технологического ротора, где носители заготовок входят во взаимодействие (в соприкосновение) с рабочими позициями, фиксируются в них (благодаря особому выполнению гнезд рабочих позиций либо посредством захватов) и продолжают синхронное с ними дни- ,жение до окончания сектора огибания.
В данной машине реализуется способ межоперационного перемещения обьектов (заготовок, деталей), включающий размещение носителей на замкнутом гибком подвижном звене (цепном конвейере) с шагом рабочих позиций, установку на них объектов обработки, приведение носителей и рабочих -позиций во взаимодействие (с фиксацией друг относительно друга) и выведение из него, осуществляемые на противоположных концах дуги огибания конвейером технологического ротора в процессе их
совместного вращения на данном участке.
Покинувшие зону взаимодействия (вместе с носителями, закрепленными на цепном конвейере) заготовки выводятся из машины в зоне ротора набора.
К общим недостаткам следует отнести обусловленные, главным образом, непрерывным движением носителей и рабочих позиций относительно основания (станины):
- исключительную сложность доступа 5 (например, в целях профилактики, ремонта, замены) к оборудованию отдельных рабочих позиций без остановки работы остальных;
- необходимость полной остановки машины для переналадки (переоборудования) 0 ее на другой тип операций, изделий.
- однономенклатурность обрабатываемых деталей (производимых изделий);
- исключительная сложность, громоздкость подвода энергоносителей к вращаго- 5 щимся рабочим позициям и их инструменту.
- обилие подвижных, изнашивающихся элементов и т.п.
Главной целью предполагаемого изобретения и является снижение проявления
0 этих недостатков.
В основе изобретательского замысла лежит перенос всей обработки (всех технологических операций) на неподвижные рабочие позиции, как в гибких автоматизи5 рованных производствах, но с сохранением роторно-конвейерного принципа транспортирования изделий при их обработке, причем с приданием новых положительных свойств и функциональных возможностей.
0 Например, неподвижности этих изделий в зоне взаимодействия со стационарными рабочими позициями и одновременное перемещение вне этой зоны, причем в обоих зонах - без прерывания связи с замкнутым
5 гибким звеном (конвейером).
Суть отличий предлагаемого способа транспортирования изделий при их обработке от известного, включающего перемещение изделий носителями, распо0 ложенными на замкнутом гибком звене, подачу этих изделий в зону взаимодействия с обрабатывающим инструментом (оборудованием) на рабочих позициях и вынос их из этой зоны, заключается в том, что подачу
5 изделий в зону взаимодействия с обрабатывающим инструментом (оборудованием) на рабочих позициях и вынос их из этой зоны осуществляют последовательным подведением носителей с изделиями к рабочим позициям в начале зоны взаимодействия с
отведением носителей с этими изделиями в конце зоны взаимодействия, при этом зона (сектор) взаимодействия постепенно обегает все рабочие позиции, неподвижно расположенные на станине вдоль замкнутой линии.
Данный способ реализуется посредством устройства для транспортирования изделий при их обработке, содержащего установленный на основании (станине) привод замкнутого гибкого звена с носителями обрабатываемых на рабочих позициях изделий и отличающегося тем, что рабочие позиции размещены на основании по замкнутому контуру неподвижно, а замкнутое гибкое звено выполнено в виде гусеничного движителя, установленного с возможностью взаимодействия с рабочими позициями.
Для того, чтобы имел место перенос изделий из одной рабочей позиции в другую общее количество рабочих позиций П и носителей Н выполнено в соответствии с неравенством
П/Н -С,- где С - целое число, большее нуля.
Для обеспечения одинаковости обработки всех изделий в группе из IП-Н I 2 штук за время одного оборота замкнутого гибкого звена общее количество рабочих позиций П и носителей Н выполнено в соответствии с выражением
п с
П-Н| L
В целях перемещения носителей по рабочим позициям в направлении,противоположном направлению перемещения замкнутого гибкого звена вне зоны взаимодействия с рабочими позициями (необходимость этого может возникнуть, например, при использовании без переделок уже существующего унифицированного привода с определенным направлением вращения) общее количество рабочих позиций П и носителей Н выполнено в соответствии с неравенством
М-0,,
Н
где М -- округленное до большего целого
числа.
В одном из вариантов замкнутое гибкое звено размещено внутри замкнутого контура рабочих позиций, а в другом - гусеничный движитель снабжен вращающимися барабанами, соединенными между собой натяжным приспособлением, и выполнен охватывающим рабочие позиции.
В третьей модификации привод выполнен в виде вращающегося ротора, а
гусеничный движитель, снабженный направляющими, установлен на торцевой поверхности ротора, при этом рабочие позиции размещены по окружности. 5В данной модификации направляющие установлены на торцевой поверхности вращающегося ротора, причем, в ряде случаев, с возможностью перемещения и связи с натяжным приспособлением.
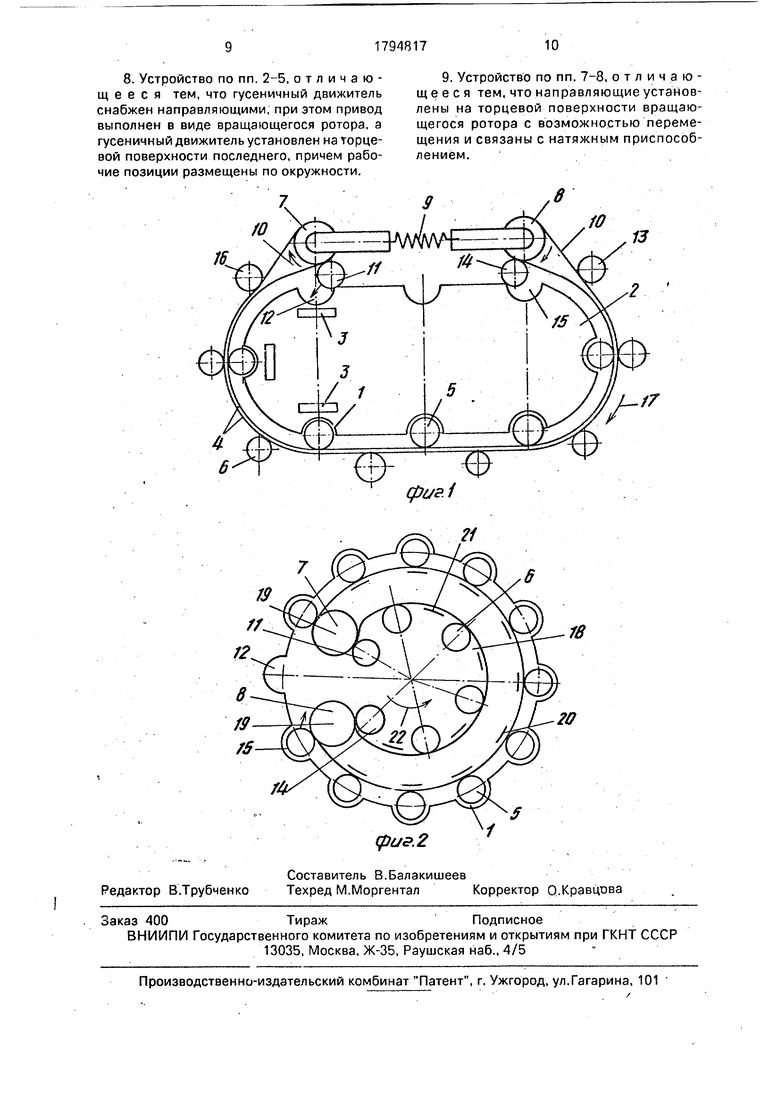
0 На фиг. 1 показано устройство с внешним (относительно рабочих позиций) расположением гусеничного движителя (замкнутого гибкого звена); на фиг. 2 - то же, с внутренним.
5 Рабочие позиции 1 расположены на основе 2 вдоль эллипсообразной замкнутой линии и снабжены необходимым технологическим и иным оборудованием 3. Гибкое звено 4 с носителями 5, б, расположенными
0 с шагом рабочих позиций по всей его длине, образует нечто, похожее на гусеничный движитель. Этот движитель имеет обкатывающиеся по внутренней поверхности замкнутого гибкого звена 4 барабаны 7 и 8/
5 стянутые натяжным приспособлением 9, например, в виде пружины растяжения.;
Привод перемещения замкнутого гибкого звена 4 может быть встроен в барабаны 7 и 8, вращаемые в направлении 10.
0 В иллюстрируемый момент времени носитель 11 обрабатываемых изделий заходит в рабочую позицию 12 (это начало зоны взаимодействия расположенного на этом носителе обрабатываемого изделия с техно
5 логическим оборудованием 3, имеющимся возле каждой неподвижной относительно основы 2 рабочей позиции), а носитель 14 покидает рабочую позицию 15 (это на данный момент конец зоны взаимодействия,
0 бегающей по замкнутой линии рабочих позиций).
В следующий момент времени к началу смещающейся зоны взаимодействия подой5 дет носитель 16 и он займет ту рабочую позицию, которую покинул носитель 13.
Для снижения сопротивления перемещению подвижной части (с носителями 6, 13, 16) гибкого звена 4 его внутренняя по0 верхность снабжена антифрикционным покрытием либо роликами. Перемещение подвижной (временно невзаимодействующей с рабочими позициями) части гибкого звена осуществляется в направлении 17,
5 Однако направление перемещения изделий обработки по рабочим позициям может быть и встречным. Для этого общее количество рабочих позиций П и носителей Н выбирают удовлетворяющими неравенству: М
НН - 0,5 М, где М -, округленное до
большего целого числа.
Гусеничный движитель (фиг. 2) скомпонован внутри контура расположения рабочих позиций, представляющего собой окружность. Приводом движителя является вращаемый ротор 18, соосный окружности расположения рабочих позиций. Оси 19 свободно вращающихся барабанов 7 и 8 закреплены-на роторе 18 с возможностью осуществления требуемого натяжения гибкого звена 4.:
Направляю1цие20(например, в виде роликов) расположёны по периферии площади торца .ротора и обеспечивают удержание гибкого звена вместе с носителями возле рабочих позиций 1.
Направляющие 21 выбирают слабину той части гибкого звена 4, что временно не взаимодействует с рабочими позициями (до перехода на ветвь, обращенную к рабочим позициям), и могут выполнять функции на- тяжителей гибкого звена.
Вращение ротора 18 осуществляется в направлении 22.
Работа устройства по фиг. 2 заключает- ся в следующем. Носители 5, находящиеся в рабочих позициях 1 основы 2, предотвращают проскальзывание гибкого звена 4 относительно этих рабочих позиций. Участок же гибкого звена со свободными носителя- ми 6 обкатывается по барабанам 7 и 8. В результате этого носитель 11 заходит в рабочую позицию 12, а носитель 14 покидает рабочую позицию 15 и т.д.
Технологическое оборудование рабочих позиций, постов ввода заготовок будущих изделий и вывода готовых изделий, гибкое замкнутое звено с носителями (и т.п.) могут быть заимствованы из устройств-аналогов и
прототипа, причем с целым рядом упрощений, базирующихся на неподвижности носителей и рабочих позиций относительно
основы (станины) в течение всей конкретной 4 технологической операции. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕЖОПЕРАЦИОННОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ В РОТОРНЫХ МАШИНАХ, РОТОРНАЯ МАШИНА И ТРАНСПОРТНЫЙ РОТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЙ | 1989 |
|
RU2045383C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| Роторный автомат питания | 1987 |
|
SU1491654A1 |
| Способ транспортирования изделий при их обработке и устройство для его осуществления | 1990 |
|
SU1691237A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ К МЕСТУ ИХ ОБРАБОТКИ | 1971 |
|
SU302871A1 |
| Устройство для свертки изделий из ленточного материала | 1985 |
|
SU1315344A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
Использование: изобретение относится к подъемно-транспортному оборудованию и может быть использовано в машиностроительной промышленности. Сущность изобретения: способ включает перемещение изделий носителями замкнутого гибкого звена, подачу их в зону обработки на рабочих позициях и вынос из зоны обработки, Подачу изделий осуществляют последовательным подведением носителей с изделиями в начале зоны взаимодействия с отведением их в конце зоны. Устройство для реализации способа включает установленные на основании 2 привод замкнутого гибкого звена 4 с носителями 5, 6, Рабочие позиции 1 размещены на основании 2 по замкнутому контуру неподвижно. Гибкое звено 4 выполнено в виде гусеничного движителя, установленного с возможностью взаимодействия с рабочими позициями 1, Общее число рабочих позиций П и носителей Н выполнено в соответствии с неравенством П/Н Н/П , где С- целое число, большее нуля. При /П-Н/ 2 общее количество рабочих позиций и носителей выполнено в соответствии с выражением П/(П-Н) С. Общее количество П и Н выполнено в соответствии с неравенством М - 0,5 Н/П М, где М Н/П округленное до большего целого числа. Гибкое звено 4 размещено внутри замкнутого контура рабочих позиций 1. Гусеничный движитель имеет вращающиеся барабаны 7, 8, соединенные между собой натяжным приспособлением 9, и охватывает рабочие позиции 1. Гусеничный движитель снабжен направляющими, а привод выполнен в виде вращающегося ротора, на торцевой поверхности которого установлен движитель. Рабочие позиции 1 размещены по окружности. На торцевой поверхности вращающегося ротора установлены направляющие с возможностью перемещения и связаны с натяжным приспособлением. При перемещении гибкого звена 4 носитель 11 входит в рабочую позицию 12, где производится обработка изделия. В этот же момент носитель 14 покидает рабочую позицию 15. В следующий момент к началу зоны взаимодействия подойдет носитель 16с очередным изделием и так далее. 8 з.п.ф-лы, 2 ил. VJ ю N 00 J
Формула изобретения
. v.
где С - целое число, большее нуля.
С.
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Авторское свидетельство СССР № 1484789, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| .,: | |||
