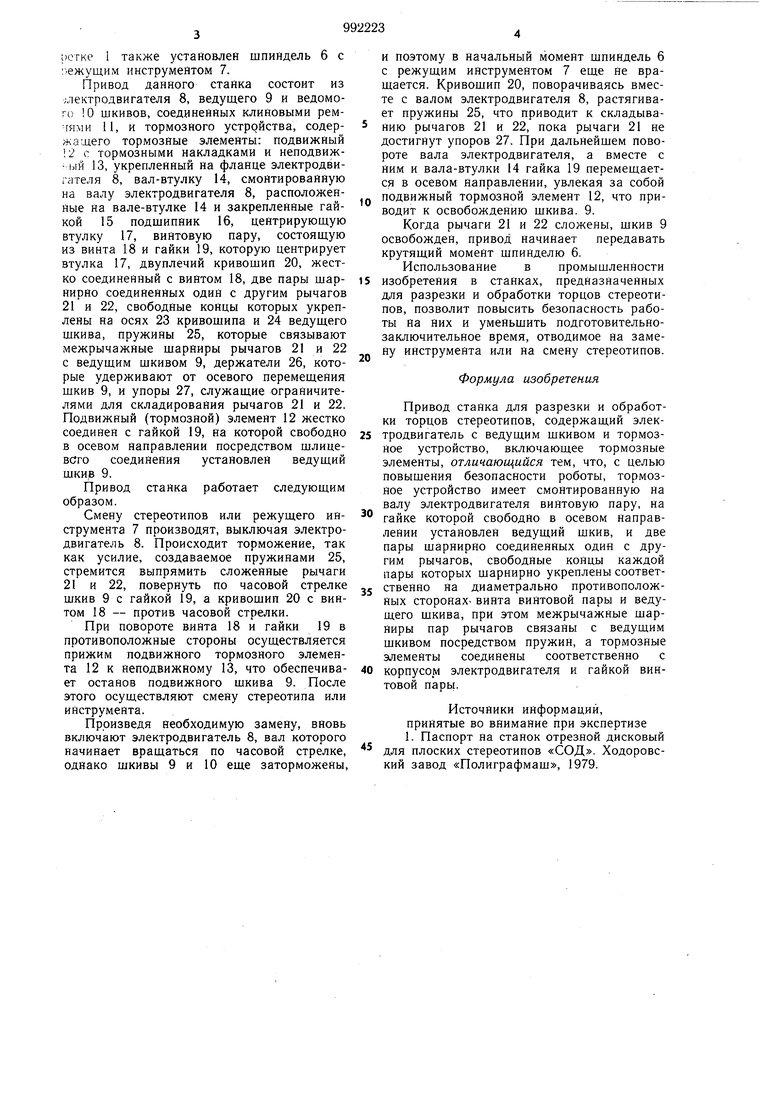
(54) ПРИВОД СТАНКА ДЛЯ РАЗРЕЗКИ И ОБРАБОТКИ ТОРЦОВ СТЕРЕОТИПОВ Изобретение относится к полиграфической технике, в частности к устройствам, предназначенным для обработки печатных форм, и их узлам. Известен привод станка для разрезки и обработки торцов стереотипов, содержащий электродвигатель с ведущим шкивом и тормозное устройство, включающее тормозные элементы 1. Недостатком известного привода является то, что после его выключения вращение режущего инструмента прекращается не сразу, так как выбег не обеспечивает быстродействие останова. Указанный недостаток создает опасность обслуживающему персоналу в процессе работы на станке, особенно при необходимости быстрой смены стереотипов или инструмента. Цель изобретения - повыщение безопасности работы на станке посредством создания условия резкого сокращения времени останова режущего инструмента. Указанная цель достигается, тем, что в известном приводе станка для разрезки и обработки торцов стереотипов, содержащем электродвигатель с ведущим шкивом и тормозное устройство, включающее тормозные элементы, тормозное устройство имеет смонтированную на валу электродвигателя винтовую пару, на гайке которой свободно в осевом направлении установлен ведущий шкив, и две пары шарнирно соединенных один с другим рычагов, свободные концы каждой пары которых шарнирно укреплены соответственно на диаметрально противоположных сторонах винта винтовой пары и ведущего щкива, при этом межрычажные щарниры пар рычагов связаны с ведущим шкивом посредством пружин, а тормозные элементы соединены соответственно с корпусом и гайкой винтовой пары. На фиг. 1 изображена принципиальная схема станка для разрезки и обработки торцов стереотипов с приводом; на фиг. 2 - разрез А-А на фиг. 3; на фиг. 3 - разрез Б-Б на фиг. 2. Привод станка для разрезки и обработки торцов стереотипов установлен на подвижной каретке I, расположенной в направляющих 2 станины 3 станка с подвижным 4 и откидным 5 столами. На каостке 1 также установлен шпиндель 6 с :)ежущим инструментом 7.
Привод данного станка состоит из электродвигателя 8, ведущего 9 и ведомого 0 шкивов, соединенных клиновыми ремчями 11, и тормозного устройства, содержащего тормозные элементы: подвижный 2 с тормозными накладками и неподвиж ый 13, укрепленный на фланце электродвигателя 8, вал-втулку 14, смонтированную на валу электродвигателя 8, расположенные на вале-втулке 14 и закрепленные гайкой 15 подшипник 16, центрирующую втулку 17, винтовую пару, состоящую из винта 18 и гайки 19, которую центрирует втулка 17, двуплечий кривошип 20, жестко соединенный с винтом 18, две пары шарнирно соединенных один с другим рычагов 21 и 22, свободные концы которых укреплены на осях 23 кривошипа и 24 ведушего шкива, пружины 25, которые связывают межрычажные шарниры рычагов 21 и 22 с ведущим шкивом 9, держатели 26, которые удерживают от осевого перемещения шкив 9, и упоры 27, служащие ограничителями для складирования рычагов 21 и 22. Подвижный (тормозной) элемент 12 жестко соединен с гайкой 19, на которой свободно в осевом направлении посредством шлицевСго соединения установлен ведущий шкив 9.
Привод станка работает следующим образом.
Смену стереотипов или режущего инструмента 7 производят, выключая электродвигатель 8. Происходит торможение, так как усилие, создаваемое пружинами 25, стремится выпрямить сложенные рычаги 21 и 22, повернуть по часовой стрелке шкив 9с гайкой 19, а кривошип 20 с винтом 18 - против часовой стрелки.
При повороте винта 18 и гайки 19 в противоположные стороны осуществляется прижим подвижного тормозного элемента 12 к неподвижному 13, что обеспечивает останов подвижного шкива 9. После этого осуществляют смену стереотипа или инструмента.
Произведя необходимую замену, вновь включают электродвигатель 8, вал которого начинает вращаться по часовой стрелке, однако щкивы 9 и 10 еще заторможены.
и поэтому в начальный момент шпиндель 6 с режушим инструментом 7 еще не вращается. Кривощип 20, поворачиваясь вместе с валом электродвигателя 8, растягивает пружины 25, что приводит к складыванию рычагов 21 и 22, пока рычаги 21 не достигнут упоров 27. При дальнейшем повороте вала электродвигателя, а вместе с ним и вала-втулки 14 гайка 19 перемещается в осевом направлении, увлекая за собой
подвижный тормозной элемент 12, что приводит к освобождению шкива. 9.
Когда рычаги 21 и 22 сложены, шкив 9 освобожден, привод начинает передавать крутящий момент шпинделю 6.
Использование в промышленности
изобретения в станках, предназначенных для разрезки и обработки торцов стереотипов, позволит повысить безопасность работы на них и уменьшить подготовительнозаключительное время, отводимое на замену инструмента или на смену стереотипов.
Формула изобретения
Привод станка для разрезки и обработки торцов стереотипов, содержащий электродвигатель с ведущим шкивом и тормозное устройство, включающее тормозные элементы, отличающийся тем, что, с целью повышения безопасности роботы, тормозное устройство имеет смонтированную на валу электродвигателя винтовую пару, на
гайке которой свободно в осевом направлении установлен ведущий щкив, и две пары шарнирно соединенных один с другим рычагов, свободные концы каждой пары которых шарнирно укреплены соответственно на диаметрально противоположных сторонах- винта винтовой пары и ведущего щкива, при этом межрычажные шарниры пар рычагов связаны с ведущим шкивом посредством пружин, а тормозные элементы соединены соответственно с
корпусом электродвигателя и гайкой винтовой napbi.
Источники информации, принятые во внимание при экспертизе 1. Паспорт на станок отрезной дисковый для плоских стереотипов «СОД. Ходоровский завод «Полиграфмаш, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
| ОКОРОЧНЫЙ СТАНОК РОТОРНОГО ТИПА | 1973 |
|
SU368032A1 |
| Винтовой пресс | 1974 |
|
SU544561A2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Основной регулятор ткацкого станка | 1986 |
|
SU1401085A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ И ВОГНУТЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU305041A1 |


,11
фиг2 Б
(риг.З В
