(54)
СП( ОЦЕНКИ СВАРОЧНО-ТЕХНОЛОГИЧЕСКИХ
СВОЙСТВ дарошковой ПРОВОЛОКИ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131616A1 |
| Способ оценки сварочно-технологических свойств порошковой проволоки | 1984 |
|
SU1227392A1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2272700C1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119803A1 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131617A1 |
| Способ изготовления порошковой проволоки | 1984 |
|
SU1235690A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
Изобретение относится к области дуго. вой сварки, преимушестванно к сварке порошковой проволокой трубчатого сечения. Известен способ оценки сварочно-технологических свойств порошковой проволоки, при котором определяют диапазон напряжений, в котЪром обеспечивается отсутствие пор в направленном металле Способ позволяет оценить эффективность защиты расплавленного металла от вредного воздействия воздуха, однако не дает возможности оценить другие сварочно-технологические свойства порошковых проволок в частности отставание плавления ее шихты при сварке. Известен способ опенки сварочно-теэснологических свойств порошковой проволоки трубчатого сечения на неравномер ность плавления ее шихты при сварке, при котором берут серию проволок с различными составами шихты, оплавляют тор цыпроволок и измеряют длину выступающей части сердечников 23. Недостатком данного способа я&лявтся узкая область его применения Он пригоден для оценки порошковых проволок одинакового диаметра с равными каэффицйентами заполнения, изготовленных на ленты равной толщины. При изменении диаметра или коэффициента заполнения порошковой проволоки одного и того УКВ состава изменяется диамегтр сердечника проволоки, что сказывается на времени передачи тепла по сечению сердечника. Поэтому при испытании порошковых проволок одинакового состава, но разного диаметра, длина выступающей части сердечникабудет разной. Известный способ оценки не учитывает этих особенностей, что сказывается на точности оценки. Целью изо етения является повышение точности оценки сварочно-технологи- ческих свойств порошковой проволоки трубчатого сечения.. Цель достигается тем, что берут серию проволок с различными составами шихты, оплавляют торпы проволок и измеряют длину вь1ступанш1ей части сердечников, дополнительно измеряют внутренНИИ диаметр оболочки и оценку производят по сравнению отношений длины выступаклцёй части сердечника проволоки к внутреннему диаметру ее оболочки. Применение нового способа позволяет повысить точность оценки в результа те того, что в .данном способе учитываются размеры сердечника порошковой пр волоки, от состава и свойств которого в основном зависит отставание плавлени сердечника от оболочки. Из теории теплопроводности известно что условия передачи тепла определяются толщиной тепловой стенки, т. е. линейны ми размерами тела. При плавлении порош ковой проволоки ее сердечник плавится в результате передачи тепла от излучения дуги и конвективного теплообмена с расплавленным металлом оболочки и ра зогретыми газами. Время распространения тепла в сердечнике и характер его плавления зависят от размеров сердечника. Чем больше внутренний диаметр облочки и, следовательно, диаметр сердечника, тем больше время распространения тепла в нем и отставание плавления сердечника от оболочки. Выбор в качестве критерия оценют отношения длины выступаклцего, т. е, верасплавившегося, участка сердечника йорошковой проволоки к внутреннему диа метру ее оболочки позволяет повысить ; точность оценки, так как в этом случае учитываются линейные размеры сердечни ка., . В предлагаемом способе оценка не за висит от диаметра порошковой проволоки толщины ее оболочки, коэффициента запол
нения порошковой проволоки, а зивисит только от состава и свойств сердечника порошковой проволоки. Поэтому повышается точность оценки сварочно-технологических свойств порошковой проволоки.
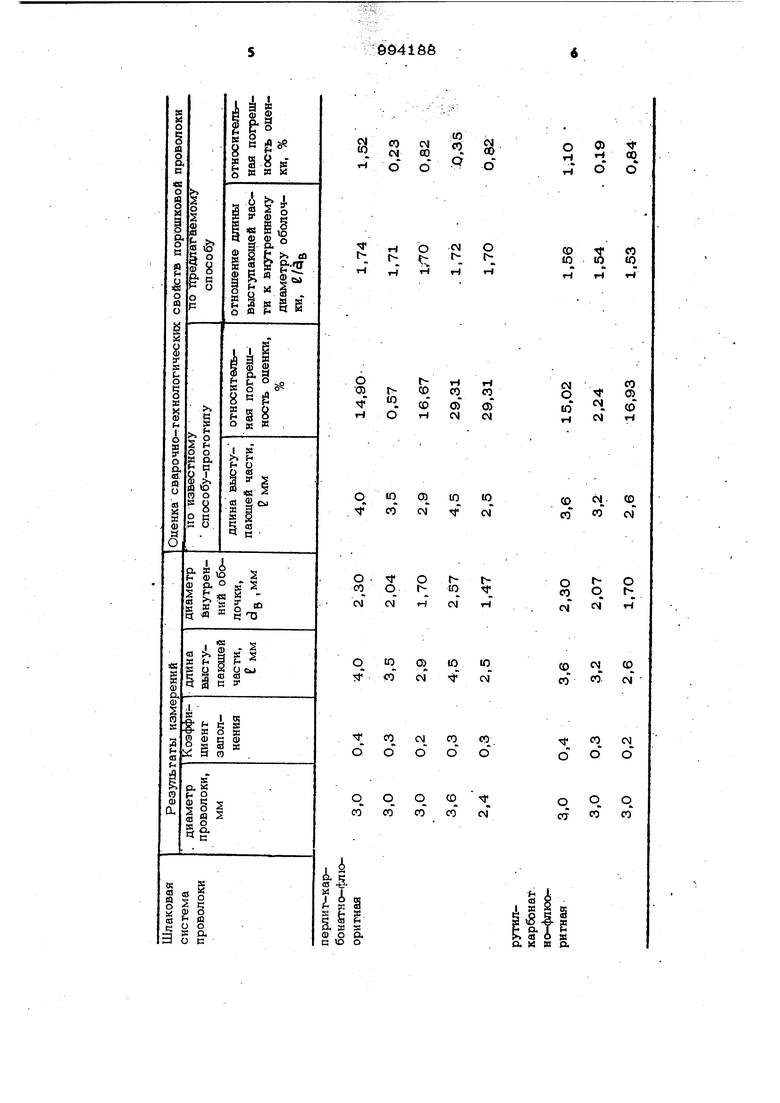
ния торцов проволоки процесс сварки прерывали, измеряли Ьлину высгупаюшей части сердечника, внутренний диаметр оболочки и вычисляли их отношение. Полученные результаты сведены в таблицу. расширяются возможности за счет выработки объективного 1фитерия сравнения порошковых проволок различного диаметра и с различными составами сердечника. Оценку сварочно-технологических свойств порошковой проволоки по предлагаем мому способу проводят следующим офазом. Берут серию проволок с рагзличными составами сердечника, оплавляют торцы проволок сварочной дугой, измеряют длину ылступаюшей из оболочки части сер- дечника и внутренний диаметр оболочки каждой порошковой проволоки. Вычисляют отношения длин выступакоцих частей к внутренним диаметрам оболочек проволок и сравнивают их между собой. Большей неравномерностью плавления будет характеризоваться шихта порошковой проволоки с большим отношением длины выступающей части к диамеггру оболочки и наоборот. Оценку сварочно-технологических свой- ств можно производить при различных диаметрах, коэффициентах заполнения, толшинах оболочки. В качестве примера производили сравнительную оценку сварочно-технических свойств на неравномерность плавления шихты порошковых проволок шлаковой системы рутил-карбонатно-флюористого и перлит-карбонатно-фяюоригного типа. Сечение проволоки трубчатое. Изменяли диаметр проволок, коэффициент зап олнения и толшину оболочки. Сварку вьшолняли на автомате с независимыми скоростью подачи порошковой проволоки и питании дуги ат источника постоянного тока с пологопадаюшей внешней характеристикой. После оплавлеО)
Tf
00 1-1
о
со ; со
to
ю
со
с со
N
м
оэ
N со
о гго
k
сч
0)
сч
со
см
со
CNJ
о
о
о
о
со
со
Как видно из таблицы, при использовании йзвёстйого способа сварочно-технологические свойства проволоки одинаковой шлаковой системы значительно отличаются при изменении диаметра проволоки, коэффидиента заполнения и толщины оболочки. Это не соответствует действительности, так как для одной и той же шлаковой системь сварочно-технологические свойства являются величи- ной постоянной. При оценке свойств в .-соответствии с новым способом (поотношецию длины выступающей части к внутреннему диаметру оболочки)относительная погрешность оценки незначительна и не превышает 2%. При этом результат опенки не зависит от коэффициента заполнения, диаметра, толщины оболочки и для одного итого же состава шихты проволоки есть величина постоянная.
Таким образом, предлагаемый способ позволяет повысить точность опенки и расширить возможности способа, что очень важно при разработке новых составов порошковых проволок.
Формула изобретения
Способ оценки сварочно-технологичес.ч ких свойств порошковой проволоки трубчатогч) сечения на неравномерность плавления ее шихты при сварке, при котором берут серию проволок с различными составами шихты, опла зляют торны проволок и измеряют длину выступающей части сердечника, отличающийся тем, что, с целью повышения то шости .оценки, дополнительно измеряют внутренний диаметр оболочки и оценку производят по сравнению отношений дликоы выступающей части сердечника проволоки к внутреннему диаметру ее оболочки.
Источники информации принятые во внимание при экспертизе
