(5) СПОСОБ ОБЖАТИЯ НАБОРА С ОБШИВКОЙ КОРПУСА СУДНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
| Устройство для обжатия набора корпуса судна с обшивкой | 1982 |
|
SU1068326A1 |
| Устройство для сборки набора с обшивкой корпуса судна (его варианты) | 1981 |
|
SU954312A1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
| Устройство для сборки под сварку набора с обшивкой корпуса судна | 1985 |
|
SU1299762A2 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
. 1 „
Изобретение относится к судостроению.
Известен способ обжатия набора с обшивкой корпуса судна, включающий дуговую приварку к обшивке корпуса судна металлических стержней, притягивание за стержни обшивки к набору и последующее отсоединение стержней от обшивки tl3.
Однако способ имеет относительно невысокую производительность из-за некоторой сложности отсоединения нагрузочных стержней от обшивки, для осуществления которого требуется дополнительное технологическое оборудование.
Целью изобретения является повышение производительности при сборке набора с обшивкой корпуса судна.
Поставленная цель достигается тем,что в способе обжатия набора с обшивкой корпуса судна включакщем дуговую приварку к обшивке корпуса судна металлических стержней, притя.гивание за стержни обшивки к набору и последующее отсоединение стержней от обшивки, на стержни подают электрический ток, которым нагревают их на участках, прилегающих к обшивке, до пластического состояния, одновременно к свободным концам стержней прикладывают усилие, направленное в сторону от обшивки, а в момент разрыва стержней ток отключают.
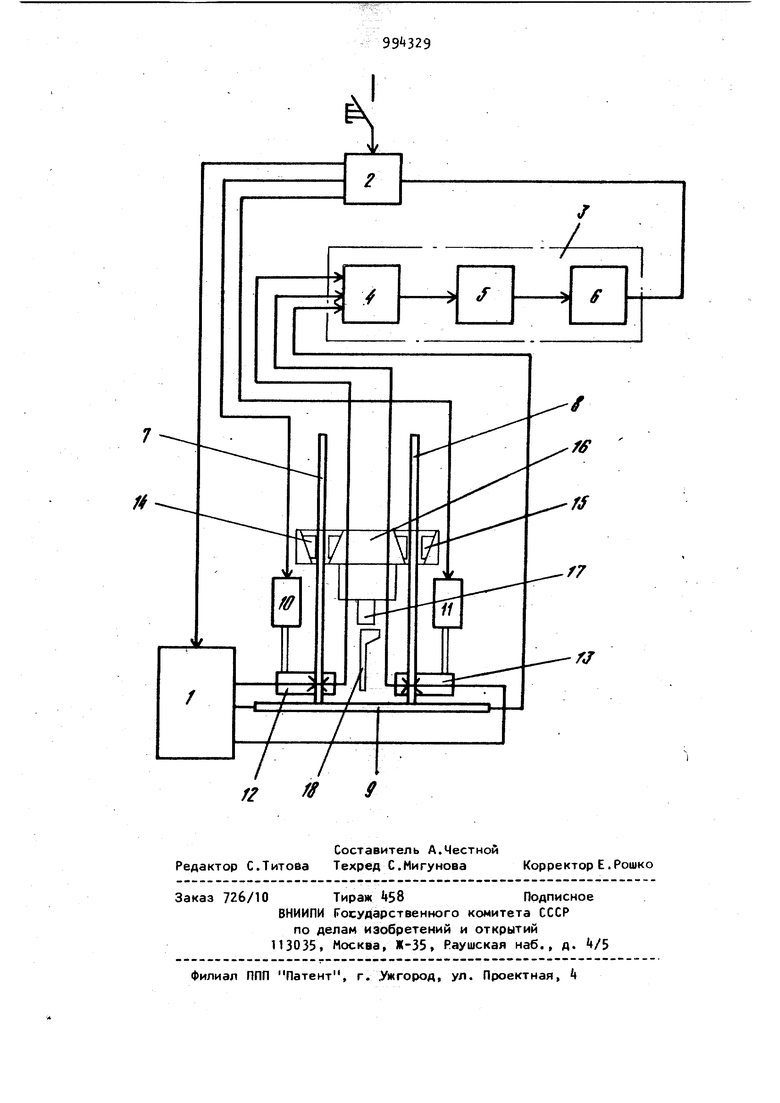
На чертеже изображена принципиальная схема осуществления способа,
В состав технологического оборудования для осуществления способа входит сварочный выпрямитель 1, связанный через блок управления 2 с исполнительным устройством 3, СОСТОЯ-щим из согласующего элемента k, усилителя 5 и релейного элемента 6. Для отведения нагрузочных стержней 7 и 8 от обшивки 9 на дуговой промежуток во время сварки, а также отрыва стержней 7 и 8 от обшивки 9 при их отсо.е-: 399 динении предназначены связанные с блоком управления 2 электромагниты 10 и 11, соединенные с токоподводящими захватами 12 и 13 На приваренных стержнях 7 и 8 посредством клиновых зажимов Il и 15 закреплена траверса 1б, несущая домкрат 17, пре назначенный для обжатия набора 18 с обшивкой 9. Способ осуществляется в следующей последовательности. Оборудование устанавливается на обшивке 9, нагрузочные стержни 7 и 8 привариваются к обшивке 9 ПроЦесс дуговой сварки начинается с короткого замыкания сварочной цепи касанием стержней 7 и 8 обшивки 9. Далее включают электромагниты 10 и 11 и токоподводящие захваты 12 и 13 отводят стержни 7 и 8 на расстояние дугового промежутка от обшивки 9, загорается сварочная дуга и по окончании процесса горения дуги электромагниты 10 и 11, и ток отключаются. Стержни 7 и 8 погружаются в образовавшуюся сварочную ванну и привариваются к обшивке 9. Выключаются зажимы И и 15, и траверса 16 закрепляется на стержнях 7 и 8. Включается домкрат 17, и производится сближение набора 18 с обшивкой 9, набор 18 прикрепляется к о шивке 9 посредством электроприхваток после чего зажимы 1 и 15 освобождают стержни 7 и 8. Для отсоединения стержней 7 и 8 от .обшивки 9 повторно включаются эле тромагниты 10 и 11, и подается ток в цепь: токоподводящий захват 12 и 13 стержень 7 и 8,- обшивка 9 Разогреваются стержни 7 и 8 на участке между обшивкой 9 и токоподводящими захватами 12 и 13 до пластического сос тояния. Измеряемый сигнал падения напряжения в цепи стержень - обшивка пода ется на вход согласующего элемента 4 затем сигнал усиливается элементом 5 и поступает на вход релейного элемента 6. При увеличении напряжения В цепи стержень - обшивка до заданного значения срабатывает релейный элемент 6. Сигнал с релейного элемента 6 поступает на блок управления 2, который отключает ток в силовой цепи, а электромагниты 10 и 11 разрывают нагретые до пластического состояния стержни 7 и 8 между токоподводящими захватами 12 и 13 и обшивкой 9. Таким образом, измерение напряжения в цепи стержень-обшивка и своевременное отключение тока позволяет, исключить возникновение дуги и брызгообразование. Предложенный способ обжатия набора с обшивкой повышает производительность сборки за счет упрощения процесса отсоединения стержней от обшивки. Трудоемкость сборки по данному способу снижается за счет сокращения времени отсоединения стержней от обшивки по сравнению с известными способами, например, отрезание армированным абразивным кругом, откусывание посредством кусачек и ТоП„, в 2-3 раза. Формула изобретения Способ обжатия набора с обшивкой корпуса судна, включающий дуговую приварку к обшивке металлических стержней, притягивание за стержни обшивки к набору и последующее отсоединение стержней от обшивки, отличающийся тем, что, с целью повышения производительности труда при сборке набора с обшивкой, на стержни подают электрический ток, которым нагревают их на участках, прилегающих к обшивке, до пластического состоя-, ния, одновременно к свободным концам стержней прикладывают усилие, направленное в сторону от обшивки, а в момент разрыва стержней ток отключают. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР tf 753707, кл. В 63 В 9/06, 1978 (прототип).
