Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной листовой штамповки, и может быть использовано при обрезке полых деталей с фланцем.
Известен штамп для обрезки полыз; листовых деталей, содержащий на верхней плите пуансон и на нижней плите матрицу, жестко связанную с подвижньми профиль ньами элементагии, взаимо- действукицими с жестко устайовленнымй на той же плите профильными элементами i
Недостатками этого штампа являются его конструктивная сложность, непригодность для обрезки фланцев и образование неразделенного на части отхода.
Наиболее близким к изобретению ЯЕВляется. штамп для обрезки, содержасций нижнюю плиту, несущую пуансон с режущей кромкой, перпендикулярной оси штампа, верхнкно плиту, несущую матрицу, оснащенную расположенной на р бочем торце режущей кромкой, выполненной с участкг1ми,перпендикуляршфет оси штампа,наклонными к ней,параллельными ей и расположенными по контуру обрезки, а также расположенными перпендикулярно оси штампа и контуру обрезки L21 .
Недостатками данного штампа являются увеличение его закрытой высоты изза выполнения на торце матрицы выступов для разделения отхода на части и невысокое качество обрезаемых деталей иэ-за того, что сначала происхо10дит разделение отхода, а только потом его отрезка.
Цель изобретения - уменьшение габаритов штампа и улучшение качества деталей.
15
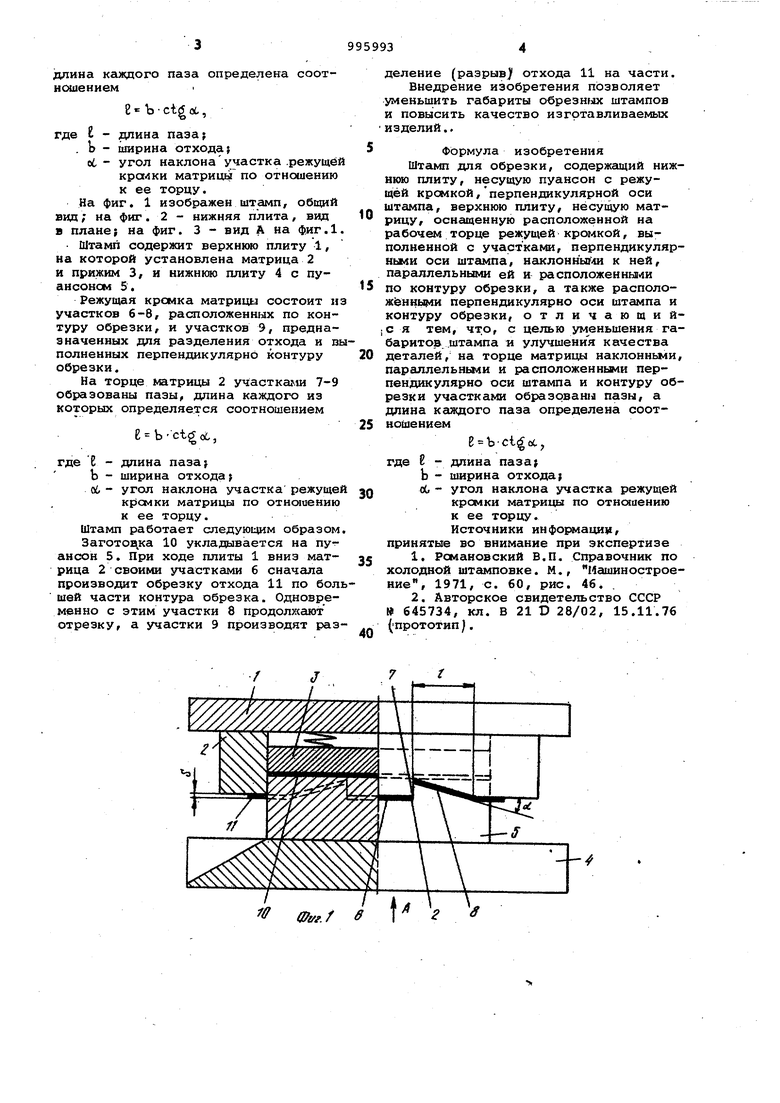
Поставленная цель достигается тем, что в штампе для обрезки, содержащем нижнюю плиту, несущую пуансон с режущей кромкой, перпендикулярной оси штампа, верхнюю плиту, несущую мат20рицу, оснащенную расположенной на рабочем торце режущей кромкой, выполненной с участками, перпендикулярньии оси штампа, наклонными к ней, параллельньми ей и расположенньа«1и по кон25 туру обрезки, а также расположенными перпендикулярно оси штгилпа и контуру обрезки, на -торце матрицн нгсклонными, .параллельными и расположенными перпендикулярно оси штампа и контуру об30резки участками образованы пазы, а длина каждого паза определена соотнсяиениемe« b-ctg(36, где t длина паза; b - ширина отхода} об- угол наклонаучастка .режущей кралки матрицы по отношению к ее торцу. На фиг. 1 изображен штамп, общий вид; на фиг. 2 - нижняя плита, вид в плане; на фиг. 3 - вид А на фиг.1 . Штамп содержит верхнюю плиту 1, на которой установлена матрица 2 и прижим 3, и нижнюю плиту 4 с пу ансоном 5. Режущая кромка матрицы состоит и участков 6-8, расположенных по контуру обрезки, и участков 9, предназначенных для разделения отхода и в полненных перпендикулярно контуру обрезки. На торце матрицы 2 участка.ми 7-9 образованы пазы, длина каждого из которых определяется соотношением b-ct oL, где - длина паза} b - ширина отхода j об - угол наклона участка режуще крсмки матрицы по отношению к ее торцу. Штамп работает следующим образом Заготовка 10 укладдлвается на пуансон 5. При ходе плиты 1 вниз матрица 2 своими участками б сначала производит обрезку отхода 11 по бол шей части контура обрезка. Одновременно с этим участки 8 продолжают отрезку, а участки 9 производят раз
ff iff.f 6
f. V V еление (разрыв) отхода 11 на части. Внедрение изобретения позволяет меньшить габариты обрезных штампов повысить качество изготавливаемых зделий.. Формула изобретения Штамп для обрезки, содержащий нижнюю плиту, несущую пуансон с режущей кромкой,перпендикулярной оси тампа, верхнюю плиту, несущую матрицу, оснащенную расположенной на рабочем торце режущей кромкой, выполненной с участками, перпендикулярными оси штампа, наклонныг ш к ней, параллельными ей и расположенньв 1И по контуру обрезки, а также расположёнными перпендикулярно оси штампа и контуру обрезки, отличающий0 я тем, что, с целью уменьшения габарите .штампа и улучшения качества деталей, на торце матрицы наклонньми, параллельными и расположенными перпендикулярно оси штампа и контуру обрезки участками образованы пазы, а длина каждого паза определена соотношением, где 8 - длина паза b - ширина отхода оС - угол наклона участка режущей крсмки матрихцл по отнсхиению к ее торцу. Источники информации, принятые во внимание при экспертизе 1.Романовский В.П, Справочник по холодной штамповке. М., Машиностроение, 1971, с. 60, рис. 46. . 2.Авторское свидетельство СССР № 645734, кл. В 21 D 28/02, 15.11.76 (прототип).
ifVVJf JXiV ЛЛ&Г ff jrfft
(ptfz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для обрезки отходов | 1984 |
|
SU1303224A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп универсальный для обрезки | 1981 |
|
SU967615A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |

