Изобретение относится к строительным материалам и может быть использовано при получении пеностекла.
Известна установка для получения пеностекла Непрерывным способом, содержащая бункер пёнообразующей смеси, печь вспенивания с бесконечным конвейерным и уплотнительным транспортеоом с эластичными ндкладками, Ьбеспечивающими уплотнение смеси и разделение ее на отдельные участки 1.
. Известна также установка для получения пеностекла непрерывным способом, включающая расходный бункер стеклошихты, печь вспенивания с бесконечным конвейером и расположенный за бункером стеклошихты по ходу . конвейера делитель слоя стеклошихты на брикеты 2.
Указанные установки характеризуются тем, что для получения отдельных блоков пеностекла расположенный на конвейере слой стеклсяиихты делится на отдельные брикеты.
Это достигается либо за счет эластичных накладок, как в первом случае, либо за счет выполнения делителя слоя стекло - шихты в виде
ножа-ртсекателя, как во втором случае. При этом между отдельными брикетами пёнообразующей смеси остаются свободные рространства шириной в 50-80 №4.
При вспенивании стеклошихты края блоков пеностекла оплйвают и занимают свободное пространство, которое было между брикетами, В результате приходится обрезать эти края механически, что приводат к перерасходу материала. Кроме того, наличие широких промежутков (50-80 мм) между брикетами стеклошихты .приводит к снижению производительности установки, так .как при длине готового блока 400-450 мм около 10-20% длины конвейера остаются неиспользованными.
Целью изобретения является повышение производительности установки за счет сокращения неиспользованной длины конвейера и уменьшение отходов при обрезке.
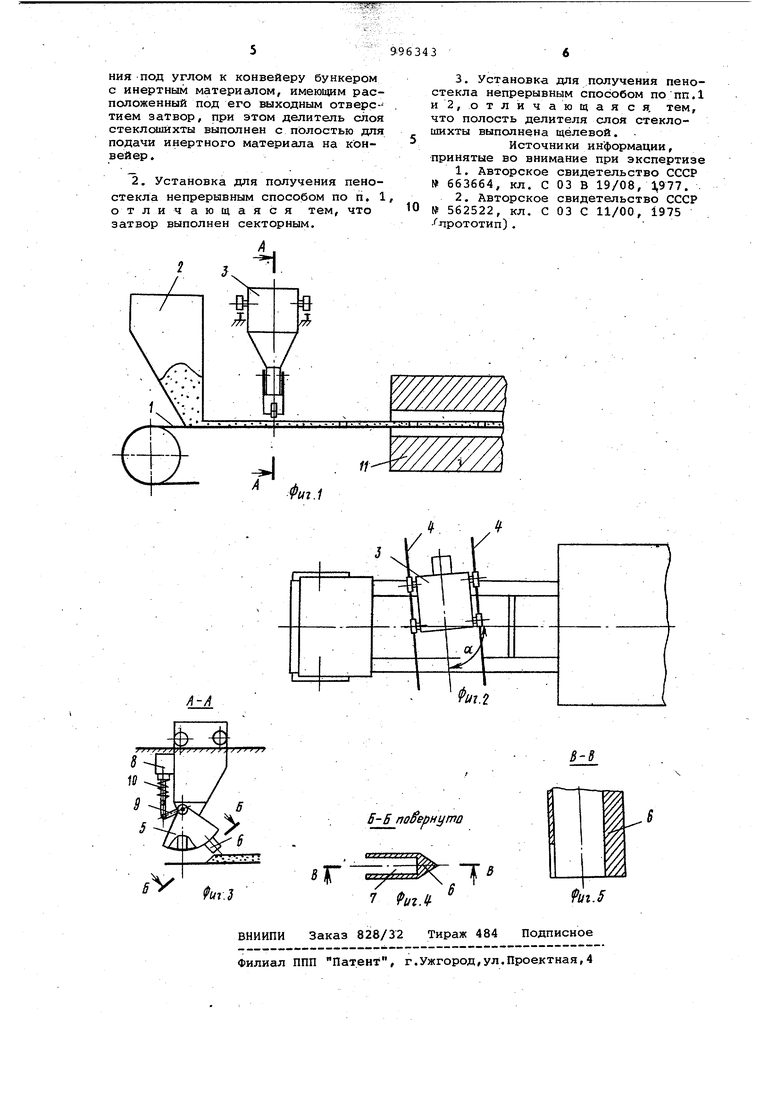
Поставленная цель достигается тем, что-установка для получения пеностекла непрерывным способом, включающая расходный бункер стекл мхты, печь вспенивания с бесконечным конвейером и расположенный за бункером стеклошихты по ходу конвейера дели тель слоя стеклошихты на брикеты, снабжена установленнЕлм с возможнос тью возвратно-поступательного пере мещения под углом к конвейеру бункером с инертным материалом, имеющим расположенный под его выходным отверстием з-атвор, при этом-делите слоя стеклошихты выполнен с полост для подачи инертного материала на конвейер. Затвор выполнен секторным. Полость делителя слоя стеклоших ты выполнена щелевой. На фиг. 1 приведена схема устан ки для получения пеностекла непрерывным способом, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. З; на фиг. 5 - разрез В-В на фиг. 4. Установка состоит из бесконечно го конвейера1, над которым устано лен расходный бункер 2 стеклошихты За бункером 2 стеклошихты по ходу конвейера установлен бункер 3 с инертным материалом с возможностью перемещения по направляющим 4, кото рые расположены поперек конвейера п под углом ( к его оси. Под выходным отверстиембункера 3 расположен сек торный затвор 5, к которому прикреп лен делитель 6 стеклошихты со щелевой полостью 7. Секторный затвор 5 приводится в движение электроматнитом 8 посредством рычага 9 и пружины 10. Стеклошихта вспенивается в печи 11. .. Установка работает следуюЕ ;им образом. На конвейер 1 из бункера 2 выдается слой стеклошихты. При прохождении грузонесущей ветвью конвейера со стеклошихтой заданного расстояния включается электромагнит 8, который посредством рычага 9, преодолевая сопротивление пружины 10, поворачивает затвор 5 с делителем б, при этом щелевая полость 7 делителя б совпадает с выходным отверстием бункера 3. В щель 7 делителя б начинает поступать из бункера 3 инертный сыпучий материал, например кварцевый песок. Одновременно со срабатыванием электромагнита 8 начи нает перемещаться по направляющим 4 сам бункер 3, при этом нижний конец делителя разрезает слой стеклошихты. В образовавшуюся щель засыпается инертный материал кварцевый песок). Разделив слой шихты на ленте конвейера полоской инертного материала, бункер 3 начинает обратное движение в исходное положение, при этом электромагнит 8 обе точивается, пружина 10 поворачивает затвор 5 в противоположную сторону, поступление инертного материала в делитель б прекращается, а припод-, нятый конец делителя б проходит над слоем стеклошихты, не нарушая его. Бункер 3, дойдя до исходного положения, останавливается. По прошествии лентой конвейера заданного расстояния .срабатывает электромагнит 8, начинает двигаться бункер 3, и цикл повторяется. Для того, чтобы разделение слоя стеклошихты полосой инертнрго материала происходило в направлении, перпендикулярном оси конвейера, необходимо, чтобы скорость движения конвейера 1-V , скорость движения бункера З-У и угол oL расположения направляющих 4 бункера 3 по. отношению к оси конвейера 1 были связаны зависимостью V V coscL . Таким образом непрерывный слой стеклошихты делится на отдельные брикеты/ промежутки между которыми шириной 5-10 мм заполняются инертным огнеупорным материалом. Затем разделенная на отдельные брикеты стеклошихта поступает в печь 11, где в результате вспенивания, спекания и отжига из нее образуются отдельные блоки пеностекла. Наличие заполненной инертным материалом вертикальной прослойки предотвращает расплывание краев блоков пеностекла при вспенивании. В результате после вспенивания два края блоков пеностекла не нуждаются в механической обработке, т.е. сразу же после термообработки блоки пеностекла выходят из печи с заданными размерами в направлении движения. Уменьшение расстояния между брикетами стеклошихты с 50-80 мм (известные установки) до 5,0-10,0 мм позволяет более полно использовать полезную площадь конвейера и увеличить производительность предлагаемой установки на 10-20%. Кроме того, в результате отсутствия необходимости обрезки двух краев блоков пеностекла достигается экономия сырья. Формула изобретения 1. Установка для получения пеностекла непрерывным способом, включаю ая расходный бункер стеклошихты, ечь вспенивания с бесконечным конвейером и расположенный за бункером стеклошихты по ходу конвейера делиель слоя стеклошихты на брикеты, тличающаяся тем, что с елью повышения производительности становки за счет сокращения неисользованной длины конвейера и умень ения отходов при обрезке, она снабена установленным с возможностью озвратно-поступательного перемеще
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пеностекла | 1981 |
|
SU996362A1 |
| Установка для производства пеностекла | 1977 |
|
SU659538A1 |
| Установка для получения пеностекла непрерывным способом | 1975 |
|
SU562522A1 |
| Установка для производства пеностекла | 1976 |
|
SU591416A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО БЛОКА | 2010 |
|
RU2443640C1 |
| Способ получения пеностекла | 1989 |
|
SU1673544A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСТЕКЛОКЕРАМИКИ | 2006 |
|
RU2374191C2 |
| Способ изготовления декоративно-облицовочного материала | 1981 |
|
SU1000427A1 |
| ТУННЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2310616C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА ИЗ СТЕКЛОБОЯ | 1998 |
|
RU2162825C2 |
