(54) УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПЕНОСТЕКЛА НЕПРЕРЫВНЫМ СПОСОБОМ
12
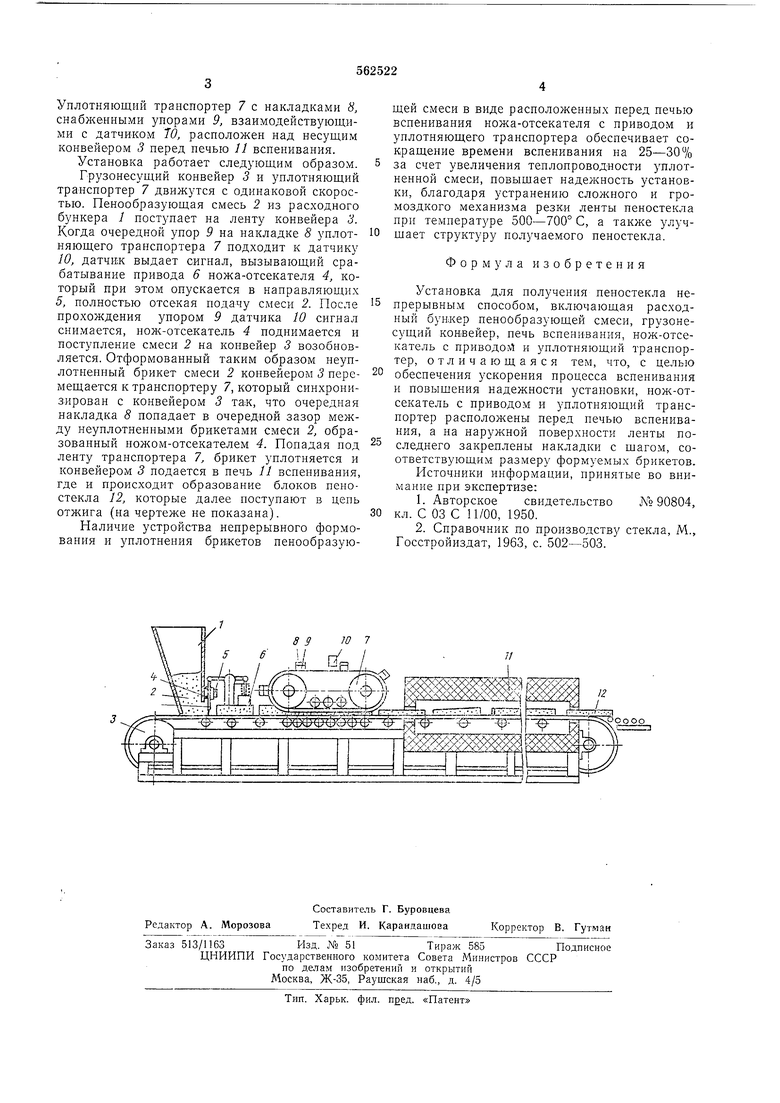
Уплотняющий транспортер 7 с накладками 8, снабженными упорами 9, взаимодействующими с датчиком 10, расположен над несущим конвейером 3 перед печью 11 вспенивания.
Установка работает следующим образом.
Грузонесущий конвейер 3 и уплотняющий транспортер 7 движутся с одинаковой скоростью. Пенообразующая смесь 2 из расходного бункера / поступает на ленту конвейера 3. Когда очередной упор 9 на накладке 8 уплотняющего транспортера 7 подходит к датчику 10, датчик выдает сигнал, вызывающий срабатывание привода 6 ножа-отсекателя 4, который при этом опускается в направляющих 5, полностью отсекая подачу смеси 2. После прохождения упором 9 датчика 10 сигнал снимается, нож-отсекатель 4 поднимается и поступление смеси 2 на конвейер 3 возобновляется. Отформованный таким образом неуплотненный брикет смеси 2 конвейером 3 перемещается к транспортеру 7, который синхронизирован с конвейером 3 так, что очередная накладка 8 попадает в очередной зазор между неуплотненными брикетами смеси 2, образованный ножом-отсекателем 4. Попадая под ленту транспортера 7 брикет уплотняется и конвейером 3 подается в печь 11 вспенивания, где и происходит образование блоков пеностекла 12, которые далее поступают в цепь отжига (на чертеже не показана).
Наличие устройства непрерывного формования и уплотнения брикетов пенообразующей смеси в виде расположенны.х перед печью вспенивания ножа-отсекателя с приводом и уплотняющего транспортера обеспечивает сокращение времени вспенивания на 25-30% за счет увеличения теплопроводности уплотненной смеси, повыщает надежность установки, благодаря устранению сложного и громоздкого механизма резки ленты пеностекла при температуре 500-700° С, а также улучщает структуру получаемого пеностекла.
Формула изобретения
Установка для получения пеностекла непрерывным способом, включающая расходный бункер пенообразующей смеси, грузонесущий конвейер, печь вспенивания, нож-отсекатель с приводогЛ и уплотняющий транспортер, отличающаяся тем, что, с целью обеспечения ускорения процесса вспенивания и повыщения надежности установки, нож-отсекатель с приводом и уплотняющий транспортер расположены перед печью вспенивания, а на наружной поверхности ленты последнего закреплены накладки с щагом, соответствующим размеру формуемых брикетов. Псточники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство Л 90804, кл. С 03 С 11/00, 1950.
2.Справочник по производству стекла, М., Госстройиздат, 1963, с. 502-503.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства пеностекла | 1977 |
|
SU659538A1 |
| Установка для производства пеностекла | 1976 |
|
SU591416A1 |
| Установка для получения пеностекла | 1981 |
|
SU996343A1 |
| Способ получения пеностекла | 1989 |
|
SU1673544A1 |
| Установка для производства блоков пеностекла | 1980 |
|
SU881016A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА НЕПРЕРЫВНЫМ СПОСОБОМ | 2010 |
|
RU2431612C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2294902C1 |
| ТОПЛИВНЫЙ БРИКЕТ "OKSOL" И УСТАНОВКА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2094449C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ ИЗ ПЕНОСТЕКЛА НА ОСНОВЕ СТЕКЛОБОЯ | 2022 |
|
RU2781293C1 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА, БРИКЕТ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2001 |
|
RU2183679C1 |
ff Ю IrV МИд. ч 7
