Фиг,1
Изобретение относится к технологическому оборудованию для гальвано-химической обработки деталей.
Целью изобретения является сокращение габаритов линий.
На фиг. 1 изображен участок линии с автооператором в различных положениях; на фиг.2 и 3 - конструктивное исполнение линии.
8 состав линии входят многоместные ванны 1 жидкостной обработки с опороло- вителями 2 для подвесок 3, расположенными на минимальных расстояниях, определяемых размерами обрабатываемых деталей и технологическими требованиями, и точками 4 и 5 позиционирования автооператора, ванны 6 жидкостной обработки с опороловителями 7 и 8 и точками 9 и 10 позиционирования автооператора, ванны 11 электрохимической обработки с опороловителями 12 и 13, расположенными на расстояниях, определяемых технологическими требованиями и габаритами обрабатываемых деталей, и точками 14 и 15 позиционирования автооператора, автооператор 16 с грузозахватами 17. to4KH позиционирования автооператора могут быть заданы с помощью датчиков положения автооператора. Расстояние между грузозахватами автооператора равно расстоянию между опороловителями как в группах, так и между группами опоролозителей в многоместных ваннах жидкостной обработки и определяется из выражения
A a+b+k,(1)
где А - расстояние между центрами опоро- ловителей;
а - амплитуда покачивания подвесок вдоль линии;
b - допуск на точность останова автооператора;
k - технологическое расстояние между соседними деталями, обрабатываемыми в ванных жидкостной обработки.
Выражение (1) означает минимальное расстояние между центрами опороловите- лей исходя из габаритов, например при обработке плоских деталей.
Линия работает следующим образом,
Автооператор 16 поднимает группу подвесок 3 из многоместной ванны 1 жидкостной обработки и переносит их в ванну 6 жидкостной обработки и остановившись в точке 9 позиционирования устанавливает их на опороловители 7 и 8. После установки подвесок 3 автооператор перемещается в точку 10 позиционирования и левым грузо- захватом 17 после поднятия подвески 3 с опороловителя 8 переносит ее в ванну 11
электрохимической обработки и, остановившись в точке 15 позиционирования, устанавливает ее на опороловитель 13. После этого автооператор 16 перемещается в точ5 ку 9 позиционирования и левым грузозах- ватом 17 переносит подвеску 3 в ванну 11 электрохимической обработки на опороловитель 12, остановившись при этом на точке 14 позиционирования. Этим достигается
10 увеличение расстояния между подвесками. При необходимости уменьшения расстояния между подвесками 3 после электрохимической обработки происходит аналогичный перенос подвесок 3 в обратном на15 правлении из ванны 11 электрохимической обработки в ванну б жидкостной обработки.
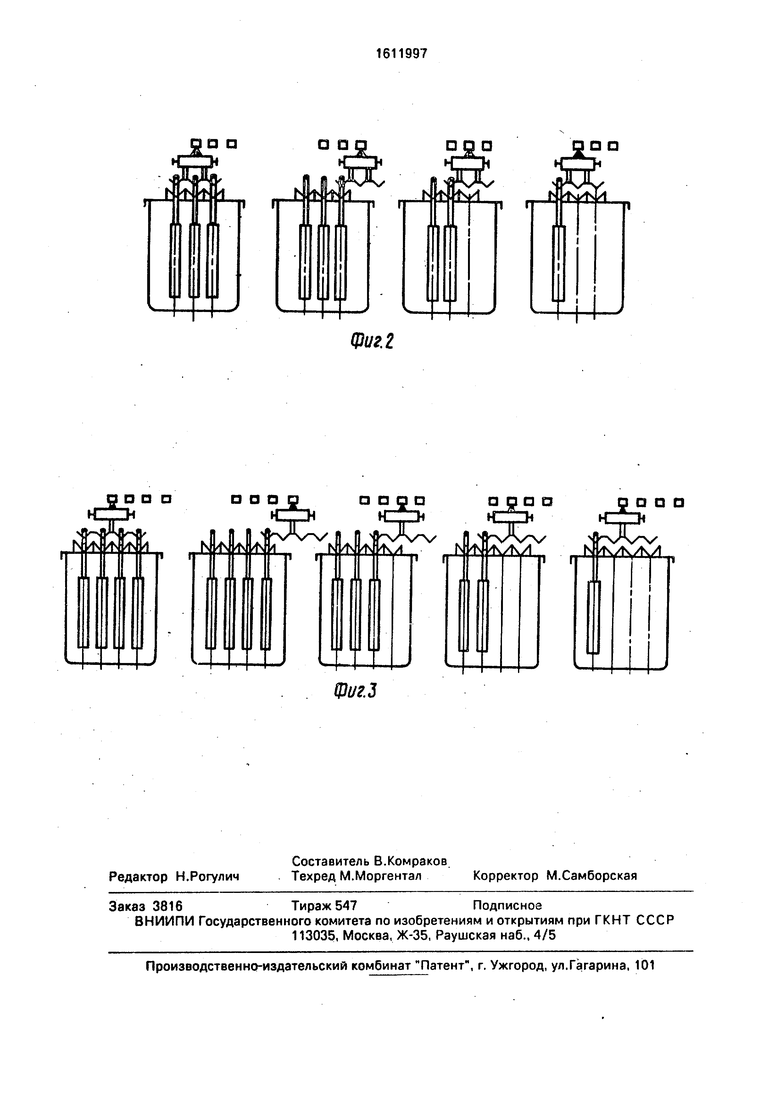
Линия для гальвано-химической обра- ботки может быть выполнена, например, 0 как это показано на фиг.2 и 3.
Такая конструкция линии позволяет исключить из конструкции автооператора дополнительный грузозахват, сократить габариты за счет исключения зависимости 5 расстояния между грузозахватами автооператора от расстояний между опороловителями ванн электрохимической обработки;
Формула изобретения
0 Автоматическая линия для гальванохимической обработки, содержащая многоместные ванны жидкостной обработки с группами опороловителей, ванны электрохимической обработки с опороловителями,
5 автооператор с грузозахватами и систему управления с датчиками, отличающая- с я тем, что, с целью сокращения габаритов линий, ванны жидкостной обработки расположены перед и после ванн электрохимиче0 ской об э аботки и выполнены с одной группой опороловителей, причем количест- во опороловителей в каждой группе равно количеству датчиков позиционирования автооператора у этих ванн и равно количеству
5 грузозахватов на автооператоре, при этом расстояние между грузозахватами автооператора равно расстоянию между опороловителями в группах и между ними в многоместных ваннах жидкостной обработ0 ки и определяется из выражения
+ b + k,
где А - расстояние между центрами опороловителей;
а - амплитуда покачивания подвесок;
5 b - допуск на точность останова автооператора;
k - технологическое расстояние между соседними подвесками в ваннах жидкостной обработки,
Q О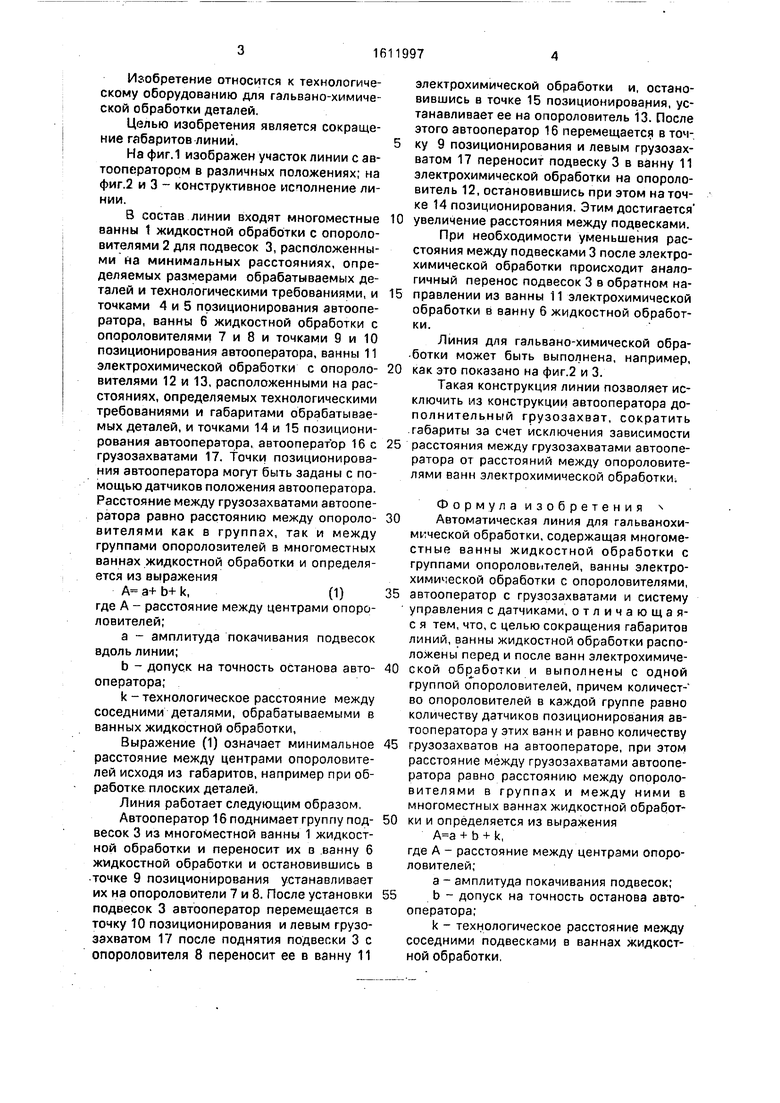
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автооператорная линия для гальванохимической обработки мелких деталей в барабанах | 1983 |
|
SU1105518A1 |
| Автооператорная линия для жидкостной обработки изделий | 1983 |
|
SU1073343A1 |
| Устройство для гальвано-химическойОбРАбОТКи пЕчАТНыХ плАТ | 1979 |
|
SU798196A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматическая линия для электрохимической обработки плоских изделий | 1987 |
|
SU1497295A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| Линия для гальванопокрытий | 1981 |
|
SU1032048A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1247436A1 |
Изобретение относится к технологическому оборудованию для гальванохимической обработки деталей. Целью изобретения является сокращение габаритов линии. Автоматическая линия включает многоместные ванны 1 жидкостной обработки с опороловителями 2 для подвесок 3, датчики 4,5,9,10,14 позиционирования, ванны 6 жидкостной обработки, ванны 11 электрохимической обработки и автооператор 16 с грузозахватами 17. Расстояние между грузозахватами автооператора равно расстоянию между опороловителями в группах, и между ними и определяется из выражения A=A+B+K. Во время работы линии автооператор 16 поднимает группу подвесок 3 из многоместной ванны 1, переносит в ванну 6 и, остановившись в точке позиционирования датчика 9, ставит их на опороловители 7 и 8. Затем он перемещается в точку позиционирования датчика 10, левым грузозахватом 17 переносит подвеску в ванну 11 и устанавливает на опороловитель 13. После этого автооператор 16 возвращается в положение датчика 9 и левым грузозахватом 17 ставит подвеску на опороловитель 12. Таким перемещением достигается увеличение расстояния между подвесками по сравнению с ваннами жидкостной обработки. При изменении расстояния между подвесками 3 после электрохимической обработки происходит аналогичный процесс в обратном порядке. Такая конструкция линии позволяет исключить из конструкции автооператора дополнительный грузозахват и сократить габариты линии за счет исключения зависимости расстояния между грузозахватами автооператора от расстояния между опороловителями ванн электрохимической обработки. 3 ил.
Фиг.З
Фиг. 2
D о а
| Автоматическая линия для гальванохимической обработки печатных плат | 1980 |
|
SU885367A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для нанесения гальванопокрытий | 1982 |
|
SU1104196A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
