(54) СПОСОБ СБОРКИ ОПОРНОГО КАТКА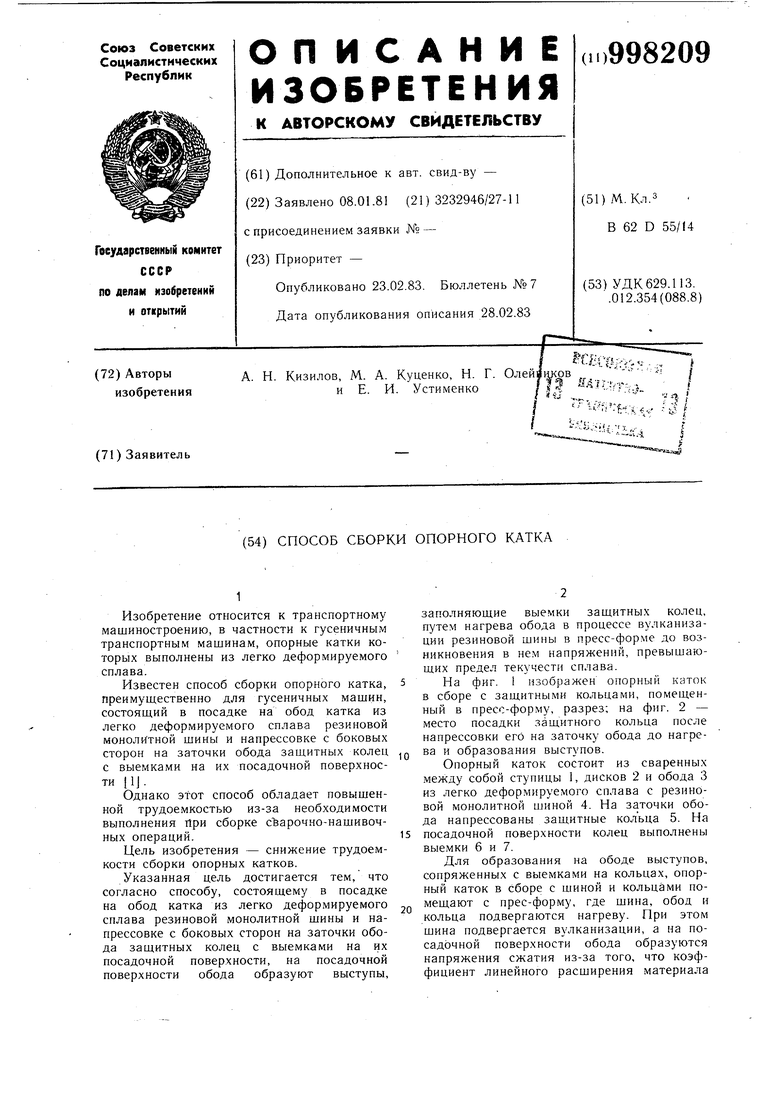
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления опорного катка | 1988 |
|
SU1640006A1 |
| Опорный каток гусеничного движителя | 1988 |
|
SU1655837A1 |
| Опорный каток гусеничного движителя | 1977 |
|
SU679464A1 |
| Поддерживающий каток гусеничногодВижиТЕля | 1979 |
|
SU821280A1 |
| ОПОРНЫЙ КАТОК ГУСЕНИЧНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2445227C1 |
| Гусеничный движитель транспортного средства | 1986 |
|
SU1310277A1 |
| Опорный каток гусеничной машины | 1983 |
|
SU1126487A1 |
| Опорный каток гусеничного движителя | 1973 |
|
SU461015A1 |
| Опорный каток гусеничного транспортного средства | 1986 |
|
SU1400940A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С НАПОЛНИТЕЛЕМ ИЗ ВСПЕНЕННОГО ПОЛИУРЕТАНА | 2014 |
|
RU2577271C1 |
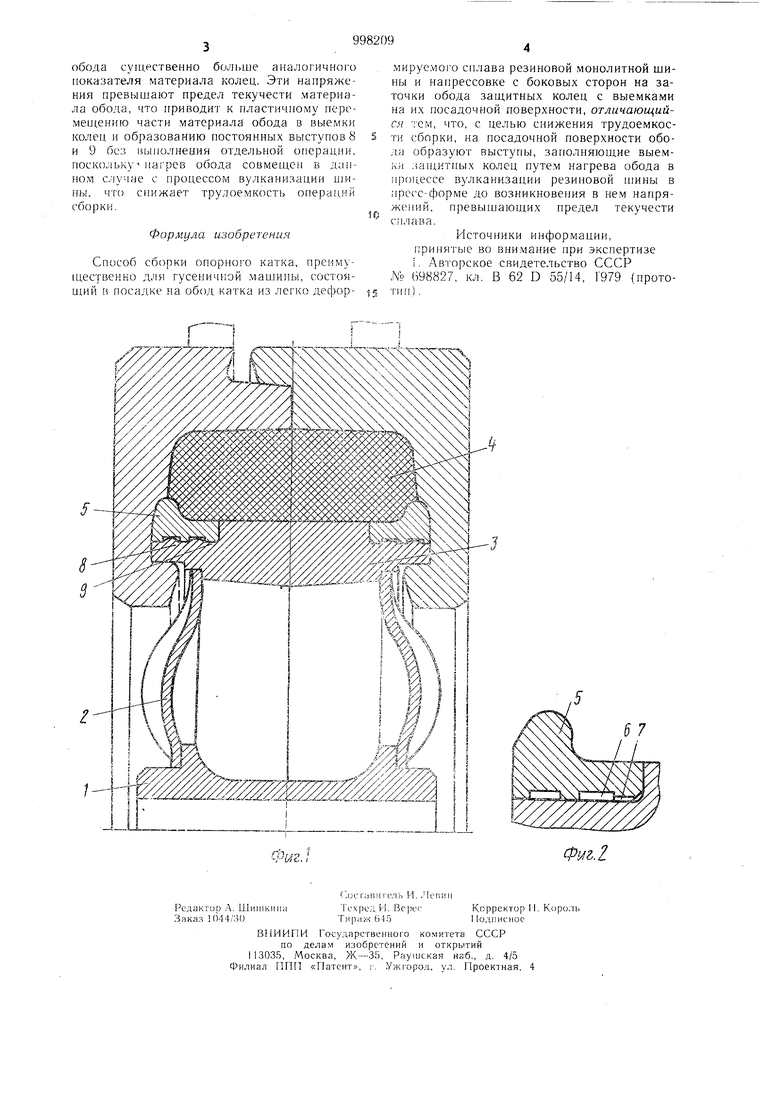
Изобретение относится к транспортному машиностроению, в частности к гусеничным транспортным машинам, опорные катки которых выполнены из легко деформируемого сплава. Известен способ сборки опорного катка, преимуш,ественно для гусеничных машин, состоящий в посадке на обод катка из легко деформируемого сплава резиновой монолитной шины и напрессовке с боковых сторон на заточки обода защитных колец с выемками на их посадочной поверхности IJ. Однако этот способ обладает повышенной трудоемкостью из-за необходимости выполнения т1ри сборке сЪарочно-нашивочных операций. Цель изобретения - снижение трудоемкости сборки опорных катков. Указанная цель достигается тем, что согласно способу, состоящему в посадке на обод катка из легко деформируемого сплава резиновой монолитной шины и напрессовке с боковых сторон на заточки обода защитных колец с выемками на их посадочной поверхности, на посадочной поверхности обода образуют выступы, заполняющие выемки защитных колец, путем нагрева обода в процессе вулканизации резиновой шины в пресс-форме до возникновения в нем напряжений, превышающих предел текучести сплава. На фиг. 1 изображен опорный каток в сборе с защитными кольцами, помещенный в пресс-форму, разрез; на фиг. 2 - место посадки защитного кольца после напрессовки его на заточку обода до нагрева и образования выступов. Опорный каток состоит из сваренных между собой ступицы 1, дисков 2 и обода 3 из легко деформируемого сплава с резиновой монолитной шиной 4. На заточки обода напрессованы защитные кольца 5. На посадочной поверхности колец выполнены выемки 6 и 7. Для образования на ободе выступов, сопряженных с выемками на кольцах, опорный каток в сборе с шиной и кольцами помещают с прес-форму, где щина, обод и кольца подвергаются нагреву. При этом шина подвергается вулканизации, а на посадочной поверхности обода образуются напряжения сжатия из-за того, что коэффициент линейного расширения материала
