Изобретение относится к машиностроению, конкретно к устройствам для поддержки деталей сложных профилей и комплектов деталей, например при изготовлении скважинных фильтров для нефтяной и газовой промышленности
Цель изобретения - расширение технологических возможностей.
На фиг. 1 представлен предлагаемый люнет, осевой разрез; на фиг. 2 - то же,-с плавающей в радиальном направлении опорой по,вдерживающей втулки; на фиг. 3 - то же, со ступенчатой поддерживающей втулкой и устаfO
участке 20 большего диаметра размещены установочно подвижные и ради- ально направленные штифты 21. В качестве средства (не показано), обеспечивающего установочную подвижность штифтов как в радиальном, так и в перпендикулярном к нему направлениях, может быть использован любой известный прием. Фиксация штифтов 21 осуществляется- болтами 22, которые в принципе могут быть выполнены зацело или раздельно со штифтами. Фиксация необходима для того, чтобы обеспечить точную установку концов штифтов 21
новленными в ней штифтами; на фиг. 4- (диаметр поверхности, на которой они
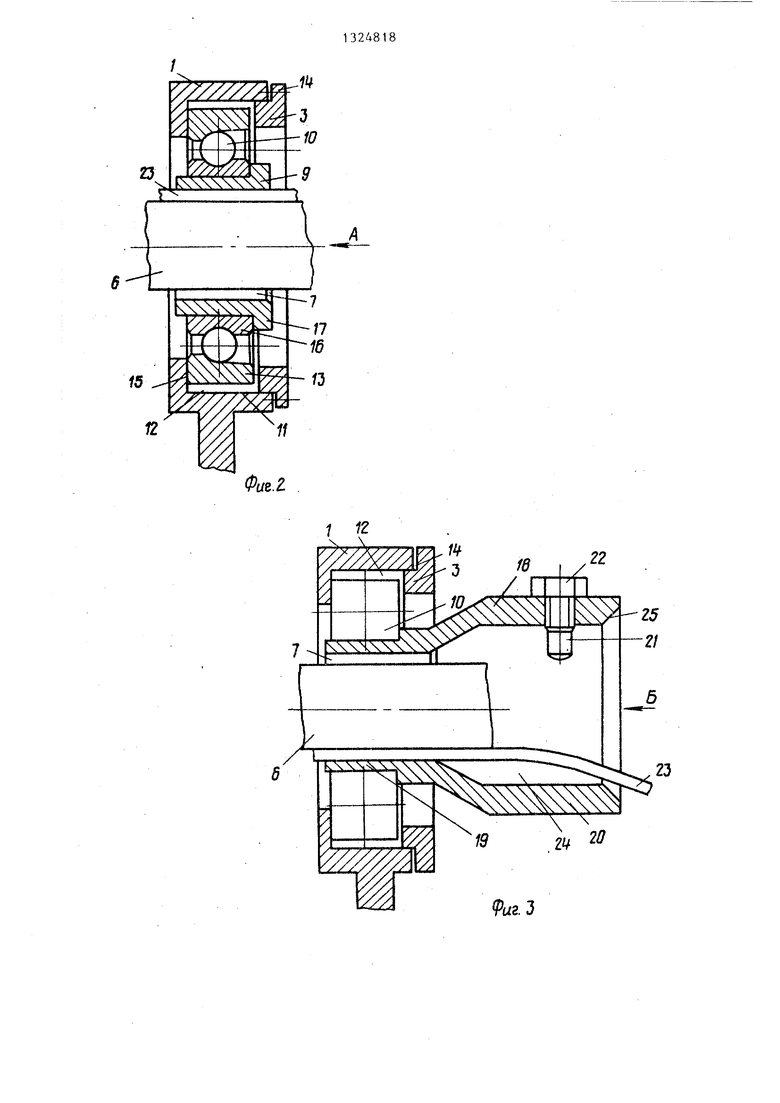
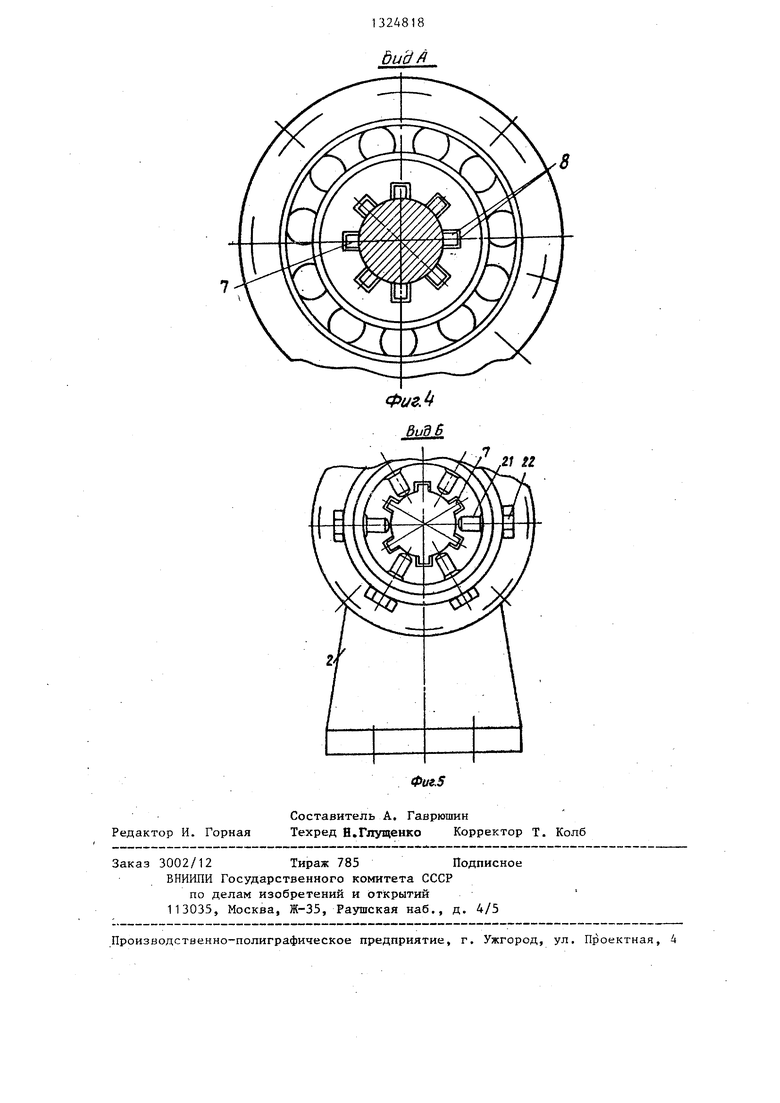
вид А на фиг. 2; на фиг. 5 - вид Б на фиг. 3.
Люнет (фиг. 1) состоит из корпуса 1, который при помощи опорной части 2 крепится на каретке или суппорте токарного станка (не показаны). В корпусе 1 при помощи крышки 3 установлен вкладыш 4, в котором размещена с возможностью вращения относительно него поддерживающая втулка 5, через которую проходят поддерживаемые люнетом комплекты деталей 6. В поддерживающей втулке 5 выполнены на ее внутренней поверхности сквозные продольные направляющие пазы 7, имеющие за ходные фаски 8.
В соответствии с вариантом исполнения на фиг. 2 поддерживающая втулка 9 расположена в радиально-упорном подшипнике 10, которьй установлен в расточке 11 корпуса с радиальным зазором 12, что обеспечивает возможность его радиального плавания вместе с втулкой 9. Осевой зазор между торцами крышки 3 и внешнего кольца 13 подшипника 10 выбирается минимально возможным, но обеспечивающим такое плавание. Зазор регулируется про
Люнет, выполненный в соответствии с другим вариантом исполнения и также предназначеннгэй .для поддерживания
кладкой 14. Осевое усилие от внешнего
кольца 13 воспринимается опорной по- корпуса скважинного фильтра с трубностержневым каркасом при навивке, на каркас фильтр-ующей проволоки, работает следующим образом.
Труба каркаса (на фиг. 2 - подцер- 50 живаемая деталь 6) устанавливается на токарном станке вместе с концевыми неподвижными муфтами - направляющими (не показаны), в которых закрепляются концы стержней 23 кар- 55 каса. Сами стержни по трубе не крепятся и могут провисать. Однако они заранее пропущены через пазы 7 втулки 9 и в области люнета (а следовательверхностью 15 буртика корпуса 1, Осевое усилие от втулки 9 на внутреннее кольцо 16 подшипника передается буртиком 17 поддерживающей-втулки 9.
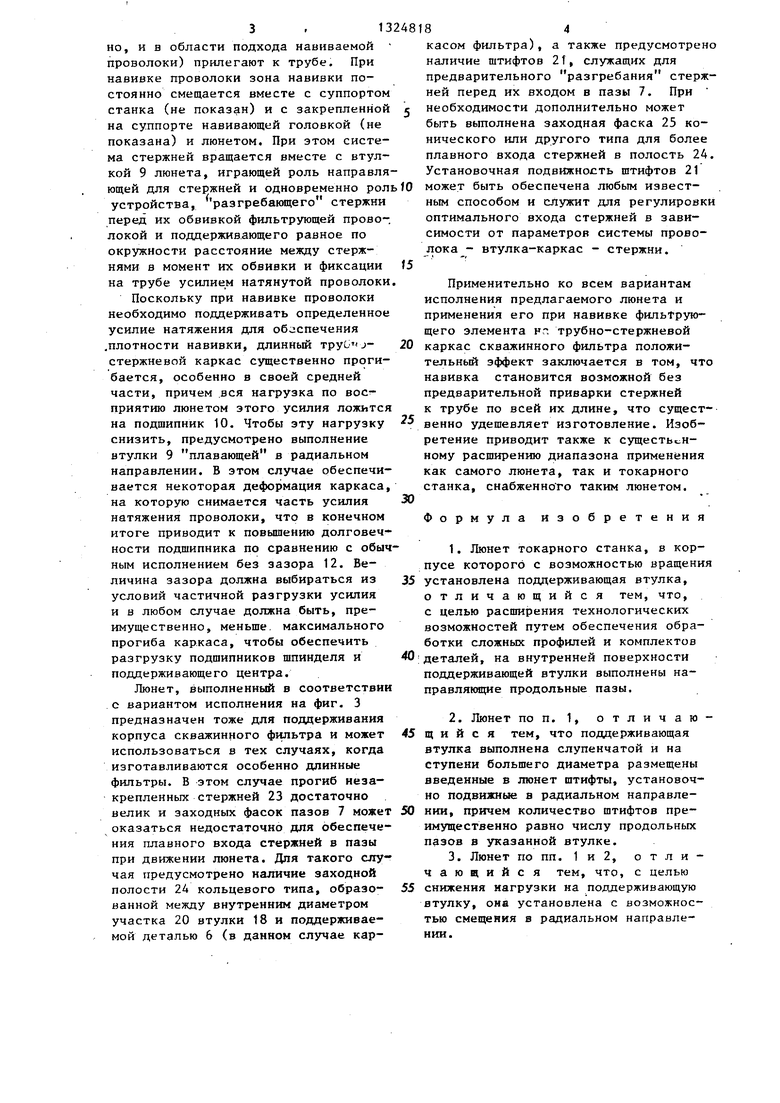
В соответствии с вариантом исполнения на фиг. 3 поддерживающая втулка 18 выполнена ступенчатой по длине и состоит из двух участков 19 и 20 соответственно меньшего и большего диаметров. Участок 19 расположен во внутреннем кольце подшипника 10, А участок 20 - со стороны, в которую движется люнет при работе. На
участке 20 большего диаметра размещены установочно подвижные и ради- ально направленные штифты 21. В качестве средства (не показано), обеспечивающего установочную подвижность штифтов как в радиальном, так и в перпендикулярном к нему направлениях, может быть использован любой известный прием. Фиксация штифтов 21 осуществляется- болтами 22, которые в принципе могут быть выполнены зацело или раздельно со штифтами. Фиксация необходима для того, чтобы обеспечить точную установку концов штифтов 21
25
2035
расположены, должен быть больше мак- симального диаметра поддерживаемой детали 6). Внутренний диаметр участка 20 втулки 18 должен быть больше максимального диаметра расположения выступов (не показаны) поддерживаемой детали.
Люнет работает следующим образом, (фиг. 1).
При движении корпуса 1, закрепленного при помощи опорной части 2 на каретке или суппорте станка, вместе с корпусом движется вкладьш 4 с размещенной в нем втулкой 5. Подцержи- 30 ваемая деталь 6, например комплект
деталей скважинного фильтра, периферийные детали которого входят в пазы 7, вьшолненные во втулке 5, вращается вместе с втулкой 5. За счет того, что последняя выполнена с возможностью вращения во вкладыше, она совершает двойное, движение - вращение и поступательное движение вместе с люнетом. Благодаря этойу происходит поддержание комплекта фильтра на всей его длине.
Люнет, выполненный в соответствии с другим вариантом исполнения и также предназначеннгэй .для поддерживания
3 - 13 но, и в области подхода навиваемой проволоки) прилегают к трубе. При навивке проволоки зона навивки постоянно смещается вместе с суппортом станка (не показан) и с закрепленной на суппорте навивающей головкой (не показана) и люнетом. При этом система стержней вращается вместе с втулкой 9 люнета, играющей роль направляющей для стержней и одновременно рол устройства, разгребающего стержни перед их обвивкой фильтрующей прово-. локой и поддержив.ающего равное по окружности расстояние между стержнями в момент их обвивки и фиксации на трубе усилием натянутой проволоки
Поскольку при навивке проволоки необходимо поддерживать определенное усилие натяжения для об лспечения .плотности навивки, длинный труСчj- стержневой каркас существенно прогибается, особенно в своей средней части, причем вся нагрузка по вос приятию люнетом этого усилия ложится на подшипник 10. Чтобы эту нагрузку снизить, предусмотрено выполнение втулки 9 плавающей в радиальном направлении. В этом случае обеспечивается некоторая деформация каркаса, на которую снимается часть усилия натяжения проволоки, что в конечном итоге приводит к повышению долговечности подшипника по сравнению с обычным исполнением без зазора 12. Величина зазора должна выбираться из условий частичной разгрузки усилия и в любом случае должна быть, преимущественно, меньше, максимального прогиба каркаса, чтобы обеспечить разгрузку подшипников шпинделя и поддерживающего центра.
Люнет, выполненный в соответствии с вариантом исполнения на фиг. 3 предназначен тоже для поддерживания корпуса скважинного фильтра и может использоваться в тех случаях, когда изготавливаются особенно длинные фильтры. В этом случае прогиб незакрепленных стержней 23 достаточно велик и заходных фасок пазов 7 может оказаться недостаточно для обеспечения плавного входа стержней в пазы при движении люнета. Для такого случая предусмотрено наличие заходной полости 24 кольцевого типа, образо- ванной между внутренним диаметром участка 20 втулки 18 и поддерживаемой деталью 6 (в данном случае кар184
касом фильтра), а также предусмотрен наличие штифтов 21, служащих для предварительного разгребания стержней перед их входом в пазы 7. При необходимости дополнительно может быть выполнена заходная фаска 25 конического или другого типа для более плавного входа стержней в полость 24 Установочная подвижность штифтов 21 может быть обеспечена любым известным способом и служит для регулировк оптимального входа стержней в зависимости от параметров системы проволока - втулка-каркас - стержни.
Применительно ко всем вариантам исполнения предлагаемого люнета и применения его при навивке фильтрующего элемента нг; трубно-стержневой каркас скважинного фильтра положительный эффект заключается в том, чт навивка становится возможной без предварительной приварки стержней к трубе по всей их длине, что существенно удешевляет изготовление. Изобретение приводит также к сущесть н- ному расширению диапазона применения как самого люнета, так и токарного станка, снабженного таким люнетом.
Формула изобретения
1.Люнет токарного станка, в корпусе которого с возможностью вращени установлена поддерживающая втулка, отличающийся тем, что,
с целью расширения технологических возможностей путем обеспечения обработки сложных профилей и комплектов деталей, на внутренней поверхности поддерживающей втулки выполнены направляющие продольные пазы.
2.Люнет по п. 1, отличающийся тем, что поддерживающая втулка выполнена слупенчатой и на ступени большего диаметра размещены введенные в люнет штифты, установоч- но подвижные в радиальном направлении, причем количество штифтов преимущественно равно числу продольных пазов в указанной втулке.
3.Люнет попп. 1и2, отличающийся тем, что, с целью снижения нагрузки на поддерживающую втулку, она установлена с возможностью смещения в радиальном направлении.
15
12
11
Фие.г
linP
/
гг
аг.Ъ
8
Редактор И. Горная
Фие.5
Составитель А. Гаврюшин
Техред Н.Глущенко Корректор т. Колб
Заказ 3002/12 Тираж 785Подписное
. ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4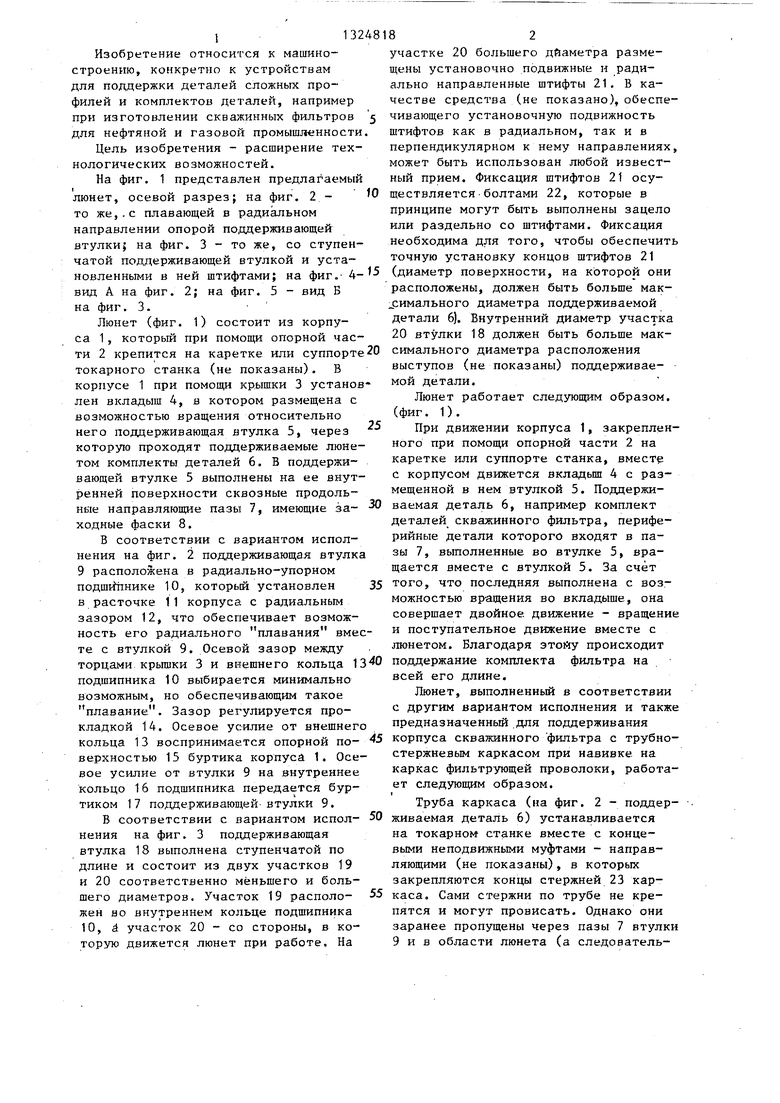
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1986 |
|
SU1337200A1 |
| Способ изготовления фильтров | 1986 |
|
SU1337117A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ЩЕЛЕВОГО ФИЛЬТРА | 2008 |
|
RU2394662C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Установка для сборки и контактной сварки труб со спиральными ребрами | 1990 |
|
SU1816597A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
Изобретение, относится к области машиностроения, а более конкретно к устройствам для поддерживания деталей сложного профиля или комплектов деталей при изготовлении на токарных станках. Целью изобретения является расширение технологических возможностей. В корпусе люнета 1, который своей опорной частью 2 крепится к суппорту токарного станка (не показан), установлена поддерживающая втулка 5. Во втулке, установленной с возможностью вращения, выполнены сквозные продольные направляющие пазы 7. Устройство работает следующим образом. Комплект деталей, составляющий, например, скважинный фильтр с трубно- стержневым каркасом, устанавливается посредством концевых неподвижных муфт - направляющих (не показаны) на станок. Периферийные стержни к трубе не крепятся, но пропущены в пазы 7 во втулке 5, и поэтому плотно прилегают к трубе в зоне навива проволоки. При навиве эта зона постоянно смещается вмнсте с суппортом станка, обеспечивая надежное прилегание стержней к трубе по всей длине комплекта. Возможно исполнение втулки 5 ступенчатой с установкой на ступени большего диаметра направляющих штифтов и выполнение втулки 5 плавающей в радиальном направлении. Конструкция обеспечивает расширение технологических возможностей, так как предусматривает изготовление деталей сложных профилей и комплектов деталей. 2 з.п. ф-лы, 5 ил. с S С/) 00
| Барун В.А | |||
| Металлорежущие станки точной индустрии | |||
| - М | |||
| - Л.: Оборон- гий, 1938, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
