1 .
Изобретение относится к производству графитированных изделий, в частности к пакетировке углеродных цилиндрических заготовок в печах графитации.
Известен способ пакетировки углеродных цилиндрических заготовок в печах графитации, включающий размещение заготовок горизонтальными или вертикальными рядами перпендикулярно продольной оси печи и введение между радами углеродсодержащей засыпки 1 .
Однако как при горизонтальном, так и при вертикальном размещении рядов заготовок перпендикулярно продольной оси печи в плоскостях наибольщего сближения ,5 радов электродов в направлении протекания тока возникают значительные перегревы и, наоборот, зоны заготовок в соседних радах, наиболее удаленные друг, от друга, в направлении протекания тока, 20 оказываются; наименее прогретыми. Б результате такой неравномерности нагрева заготовок, как по сечению, так и по длине, возникают значительнЬш неоднородности свойств в объеме электродов и снижается качество и сортность Продукции.
Наиболее близким по технической сущности к предлагаемому является способ пакетировки углеродных цилиндрических заготовок в печах графитаиии, включак щий размещение заготовок частично вертикальными и частично горизонтальными радами перпендикулярно к продольной оси печи и введение между рядами углеродсодержащей засьшки 2 ,
Однако после графитации заготовки также обладают неоднородностью свойств, обусловленной неравномерностью тепловьщелений..
Цель изобретения - повышение однородности свойств графитированных заготовок по объему.
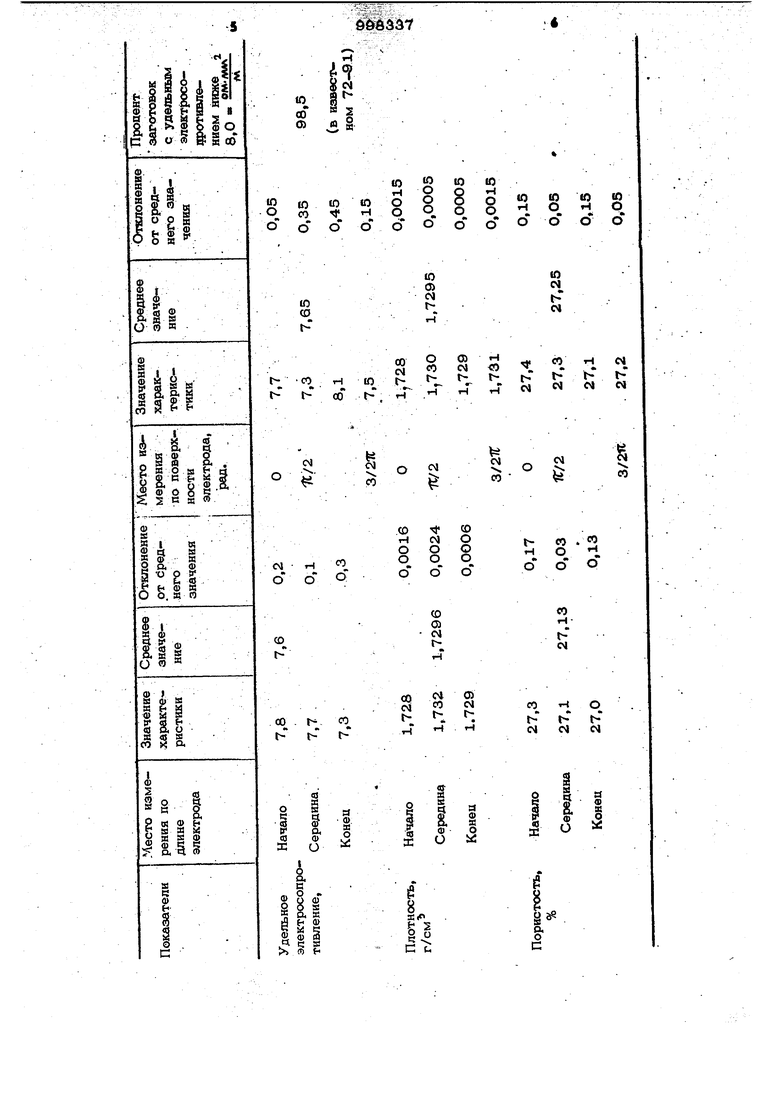
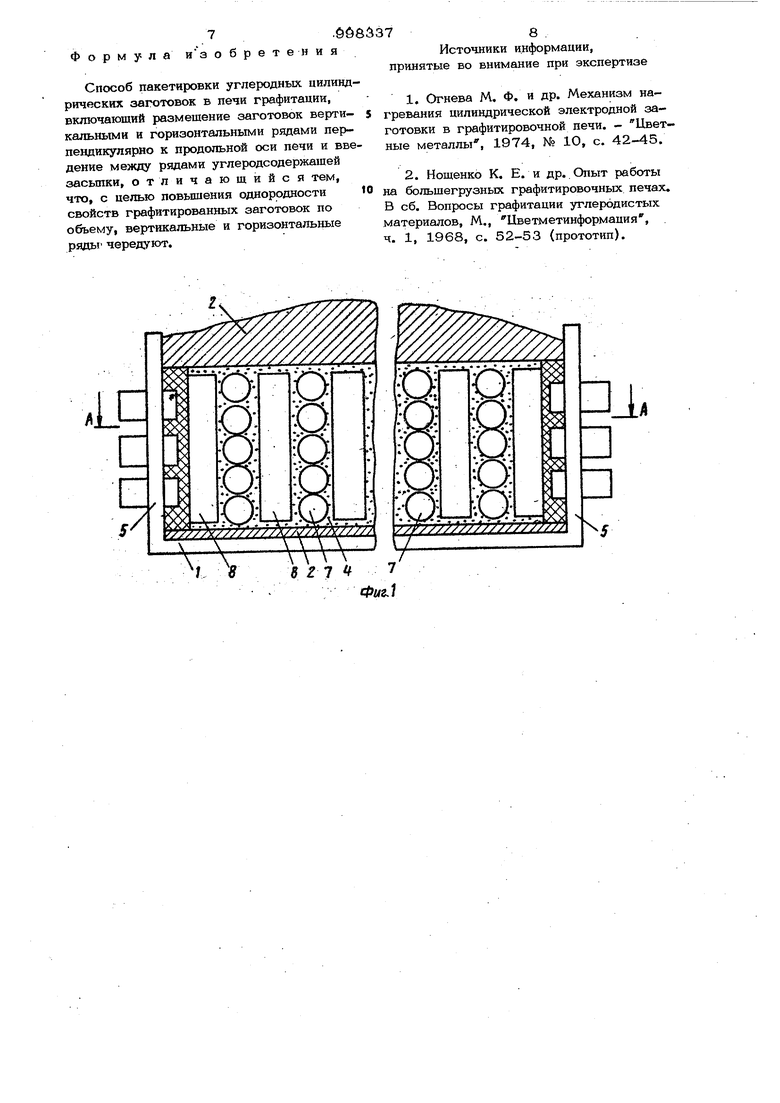
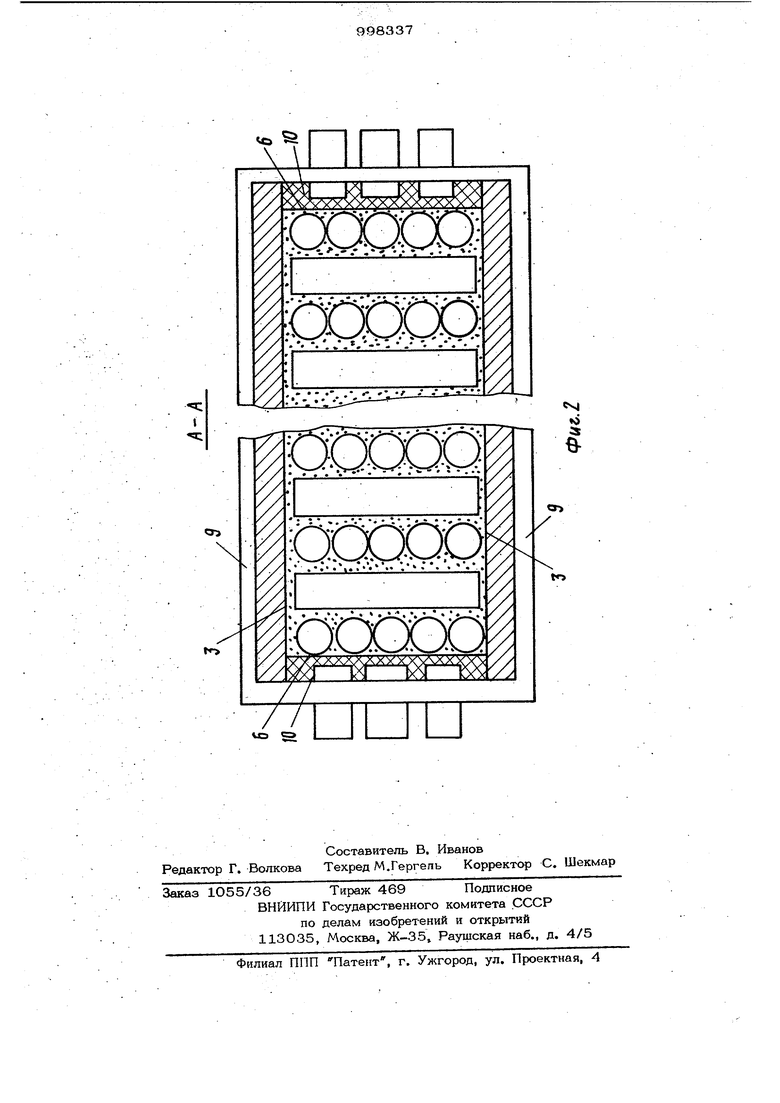
Поставленная цель достигается тем, что согласно способу, включающему размещение углеродных цилиндрических заготовок чередуюц имися вертикальнь1Мй и горизонтальными радами перпендикулярно продольной оси печи графитации и введение между радами углеродсодержащей засьшки. Плотность тепловыделения при предла гаемом способе увеличивается в местах минимального разогрева заготовок и рас пределяется более равномерно по длине заготовок по сравнению с известным спо собом пакетировки, при равной плотности тепловьаделения в местах максимального разогрева заготовок. На фиг. 1 схематично представяена печь с размещенными заготовками в засыпке, вид сбоку} на фиг. 2 - сенение А-А на фиг. 1. На кирпичный под 1 печи засыпают слой теплоизоляционной шихты 2 из смеси металлургического кокса, песка и дре весных опилок в объемном соотношении, , соответственно, 6О : ЗО : 10. Для укладки керна печи перпендикуляр но торцам печи симметрично продольной оси по всей длине печи устанавливают металлические шихты 3 так, чтобы керн находился в середине печи.. На теплоизоляцион ную шихту 2 насыпают слой каменноугольного кокса 4 фракций 15-35 мм толщиной 70-120 мм. На расстоянии 200-250 мм от торцовых стенок 5 печи устанавливают поперечные металлические шиты 6. Далее укладывают по длине печи нижние заготовки каждого горизонталь ного ряда 7 перпендикулярно продольной оси печи на расстоянии друг от друга 1,4 диаметра i и на расстоянии 1,2 диаметра от поперечных металлических щито 6. Между уложенными горизонтально заготовками, чередуя с ними, устанавливают вертикальные рады 8 заготовок на вс ширину керна печи также перпендикулярно продольной оси печи совместно с деревянными шаблонами толщиной 0,2 диаметра (не показаны). По ширине печи за готовки в вертикальных рядах устанавливают вплотную друг с другом. Затем на уложенные горизонтально нижние заготовн ки укладьшают по высоте следующие заготовки из формируемого горизонтального рада 7 без промежутков по вертикали между заготовками. & 374 Пространство между чередующимися вертикально установленными радами 8 заготовок засыпают каменноугольным коксом 4 фракции 15-35 мм. После этой операции шаблоны удаляют. Пространство между металлическими шитами 3 и боковыми стенками 9 печи засьшают теплоизоляционной шихтой 2 до половины высоты печи. Пространство между поперечными металлическими шитами 6 и торцовыми стенками 5 печи засыпают графитированным каменноугольным коксом Ю фракции 15-35 мм. Далее горизонтально уложенные ряды зш-отовок 7 дополняют до высоты вертикально установленных рядов заготовок 8 с одновременной пересыпкой их каменноугольным коксом 4 фракции 15-35 мм„ Пространство между продольными щитами g и боковыми стенками 9 печи заполняют теплоизоляционной шихтой 2 до верхнего уровня керна, а пространство между поперечными щитами 6 и торцовыми стенками 5 печи дополняют до верхнего уровня керна графитированным каменноугольным коксом 10. Затем металлические щиты 3 и 6 удаляют. Поверх керна насыпают слой теплоизоляционной щихты 2 толщиной 600-700 мм. Печь подключаютК источнику питания на начальную мощность 1200 кВт с последующим подъемом мощности ЗОО кВт в час до 4000 кВт, 50О кВт в час до брОО кВт и 8ОО. кВт в час до максимальной мощности. . . В таблице представлены качественные характеристики графитированных электродов диаметром 250 мм по предлагаемому способу пакетировки. Из таблицы видно, что предлагаемый способ пакетировки цилиндрических заготовок -позволяет за счет более равномерного рассредоточения тепла в. о.бъеме аготовки получать графитированные электроды с равномерными свойствами по объему заготовок (как по длине, так и о сечению заготовок, взятых из любого места пакета). обретения о р м у л а из Способ пакетировки углеродных цилинд рических заготовок в печи графитации, включающий размещение заготовок вертикальными и горизонтальными рядами перпендикулярно к продольной оси печи и вве дение между рядами углеродсодержашей засыпки, отличающийся тем, что, с целью повьпыения однородности свойств графитированных заготовок по объему, вертикальные и горизонтальные ряды чередуют. Источники информации, принятые во внимание при экспертизе 1.Огнева М, Ф. и др. Механизм нагревания цилиндрической электродной заготовки в графитировочной печи. - Цветные металлы, 1974, № 10, с. 42-45. 2.Нощенко К. Е. и др. Опыт работы на бояьщегрузных графитировочных печах. В сб. Вопросы графитации углеродистых материалов, М., Цветметинформация, ч. 1, 1968, с. 52-53 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетировки углеродных цилиндрических заготовок | 1980 |
|
SU912641A1 |
| Способ укладки углеродистых заготовок в печи графитации | 1990 |
|
SU1765115A1 |
| Электрическая печь для графитации углеродных заготовок | 1981 |
|
SU996835A1 |
| Способ пакетировки печей для графитации и одновременной очистки углеродных заготовок | 1983 |
|
SU1155563A1 |
| СПОСОБ ПАКЕТИРОВКИ ДЛИННОМЕРНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК В ПЕЧАХ ГРАФИТАЦИИ | 1990 |
|
SU1764283A1 |
| Способ получения графитовых изделий | 1973 |
|
SU515723A1 |
| СПОСОБ ГРАФИТАЦИИ | 2006 |
|
RU2322388C2 |
| Способ пакетировки крупногабаритных длинномерных углеродных заготовок в процессе обжига | 1989 |
|
SU1685868A1 |
| Способ укладки электроднных цилиндрических заготовок в печи графитации | 1985 |
|
SU1350110A1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК | 1989 |
|
RU2022921C1 |
Чд
VO С
«VJ
к
:s
ог
to
