Известны установки для заливки форм под пизким давлением, в которых автоматизировано управление процессом заливки металла, ко отсутствует автоматический контроль регулирования скорости заполнения формы.
В предлагаемой установке регулятором скорости заполнения формы металлом служит поплавковый датчик уровня, установленный внутри формы, а его шток проходит через ее верхнее отверстие, выполненное в соответствии с профилем поплавка датчика.
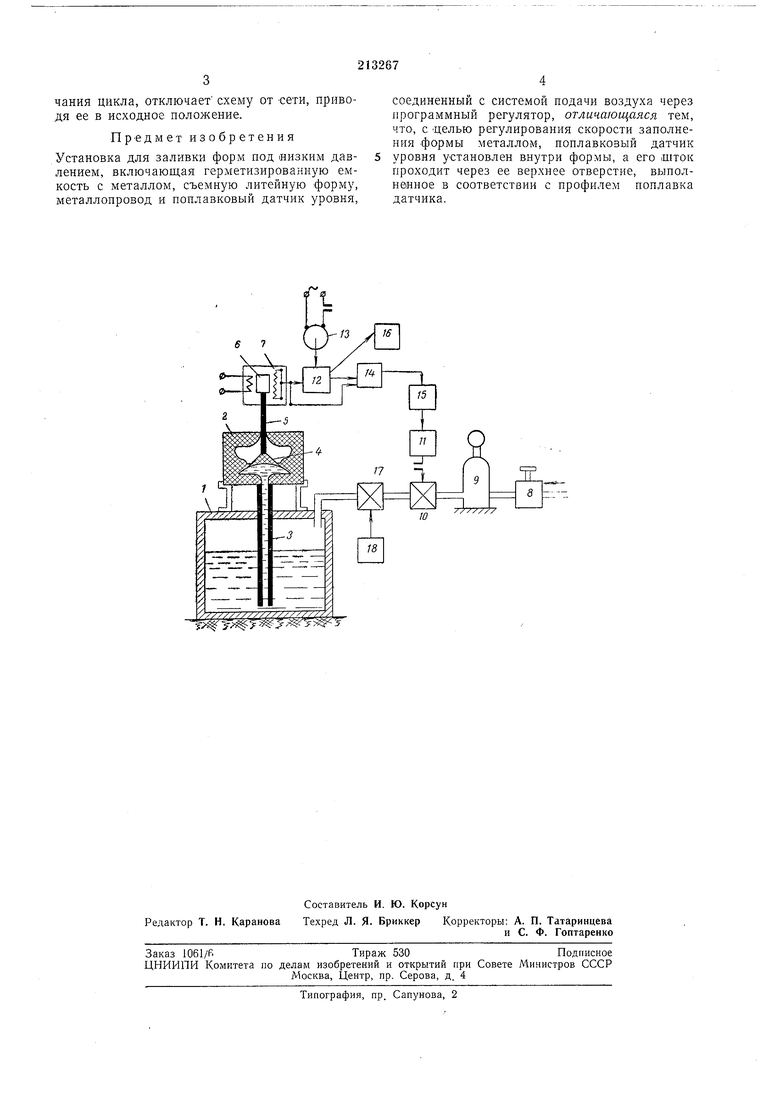
На чертеже ;;редставлена схема описываемой установки.
Установка состоит из герметизированного тигля 1 с расплавленным металлом, -съемной литейной формы 2, металлопровода 3, поплавка 4 датчика уровня, расположенного внутри литейной формы и связанного посредством штока 5 с сердечником 6 датчика 7 перемешекия, и системы подачи сжатого воздуха через программный регулятор.
Система подачи сжатого воздуха в полость тигля } состоит из редуктора 8, ресивера 9, управляющего золотника 10, исполнительного устройства // и регулятора, состояш,его из программного устройства 12 с приводом 13, сумматора 14, усилителя 15, устройства 16 окончания цикла и сбрасываюшего золотника 17 С электромагнитным приводом 18.
В исходном положении полость тигля связана с атмосферой через сбрасываюш,ий золотник 17, а управляющий золотник 10 закрыт, при этом в ресивере 9 находится газ
под необходимым давлением.
Нажатием кнопки «пуск включается привод 18 сбрасывающего золотника, который разобш;ает тигель с атмосферой. При этом включается привод 13 программного устройства, подключается регулируюш,ий золотник 10 к исполнительному устройству 11 и сжатый газ начинает поступать в полость тигля.
Под действием сжатого газа металл из тигля по металлопроводу 3 поступает в форму 2,
и поплавок 4, плавающий на поверхности металла, начинает подниматься, перемещая сердечник 6 датчика перемещения. Сигнал датчика, пропорциональный уровню металла в форме, и сигнал ог программного устройства 12
сравниваются в сумматоре 14. Сигнал рассогласования, усиленный усилителем 15, поступает в исполнительное устройство 11, которое через управляющий золотник 10 регулирует подачу сжатого газа таким образом, чтобы
уровень металла в форме поднимался со скоростью, соответствующей программе заливки.
чания цикла, отключает схему от сети, приводя ее в исходное положеиие.
Предмет изобретения
Установка для заливки форм под низким давлением, включающая герметизированную емкость с металлом, съемную литейную форму, металлопровод и поплавковый датчик уровня.
соединенный с системой подачи воздуха через программный регулятор, отличающаяся тем, что, с щелью регулирования скорости заполнения формы металлом, поплавковый датчик уровня установлен внутри формы, а его шток проходит через ее верхнее отверстие, выполненное в соответствии с профилем поплавка датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1991 |
|
RU2014948C1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
| Установка для литья под низким давлением | 1985 |
|
SU1304984A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАЛИВКОЙ И ДОЗИРОВАНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2006341C1 |
| Устройство для управления заливкой при литье под низким давлением | 1974 |
|
SU499046A1 |
| Установка для литья под низким давлением | 1980 |
|
SU876283A1 |
| Машина для литья под давлением | 1987 |
|
SU1637659A3 |
