|
фиг.1
для прессования экранов электронно- лучевьгх трубок. Целью изобретения является повыше1ше качества обработки изделий с вогнутой сферической поверхностью. Для этого в устройстве для пескоструйной обработки изделий с. вогнутой сферической поверхностью, Содержащем камеру 1, снабженньш приводом вращения стол 7 и сопловый yaen состоящий из сопл с держателями и
смонтированный с возможностью качания сопл BOKpiyr вала 2, ось которого пересекается с осью вращения стола в центре обрабатываемого изделия. Часть сопл смонтирована на том же валу свободно и снабжена управляющим роликом 20, установленным с возможностью контактирования с обрабатываемым изделием, 2 ил,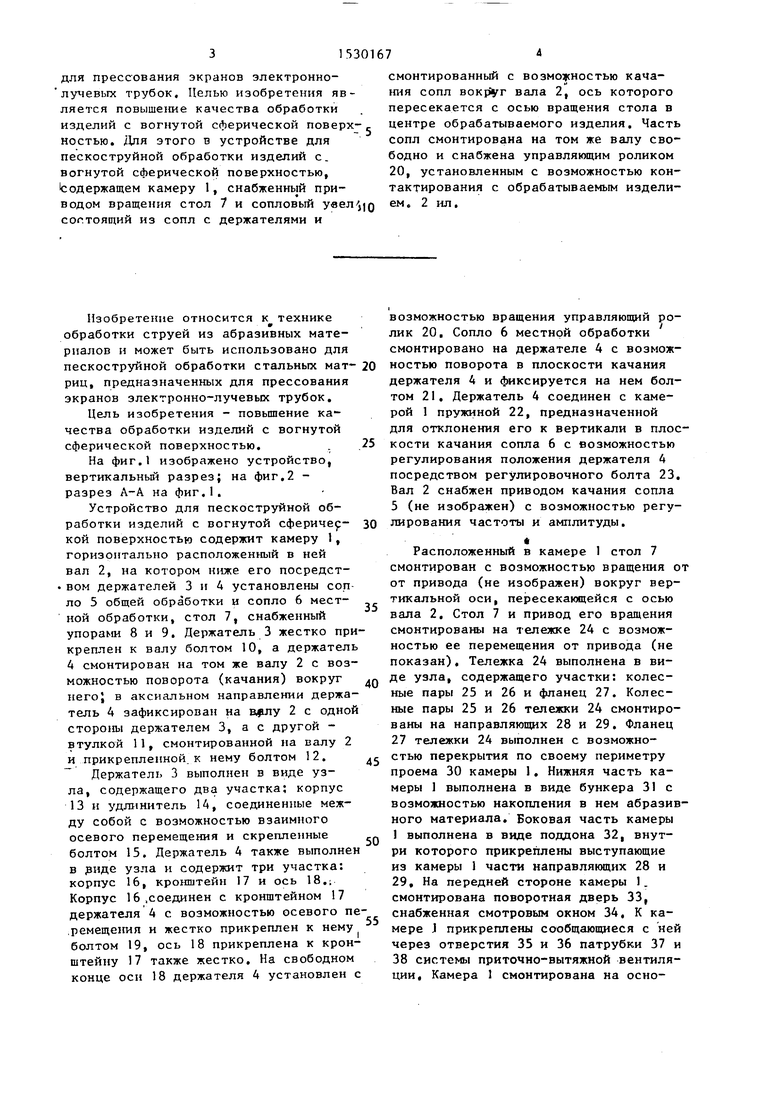
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1990 |
|
RU2014989C1 |
| Устройство для дробеструйной обработки сферических поверхностей | 1974 |
|
SU510360A2 |
| Устройство для суперфинишной обработки желобов колец шарикоподшипников | 1982 |
|
SU1079413A1 |
| Устройство для дробеструйной обработки сферических поверхностей | 1974 |
|
SU547332A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| Устройство для обработки оптических деталей | 1984 |
|
SU1178569A1 |
| Устройство для абразивной обработки изделий | 1980 |
|
SU944903A1 |
| Установка для абразивоструйной очистки деталей | 1976 |
|
SU905035A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
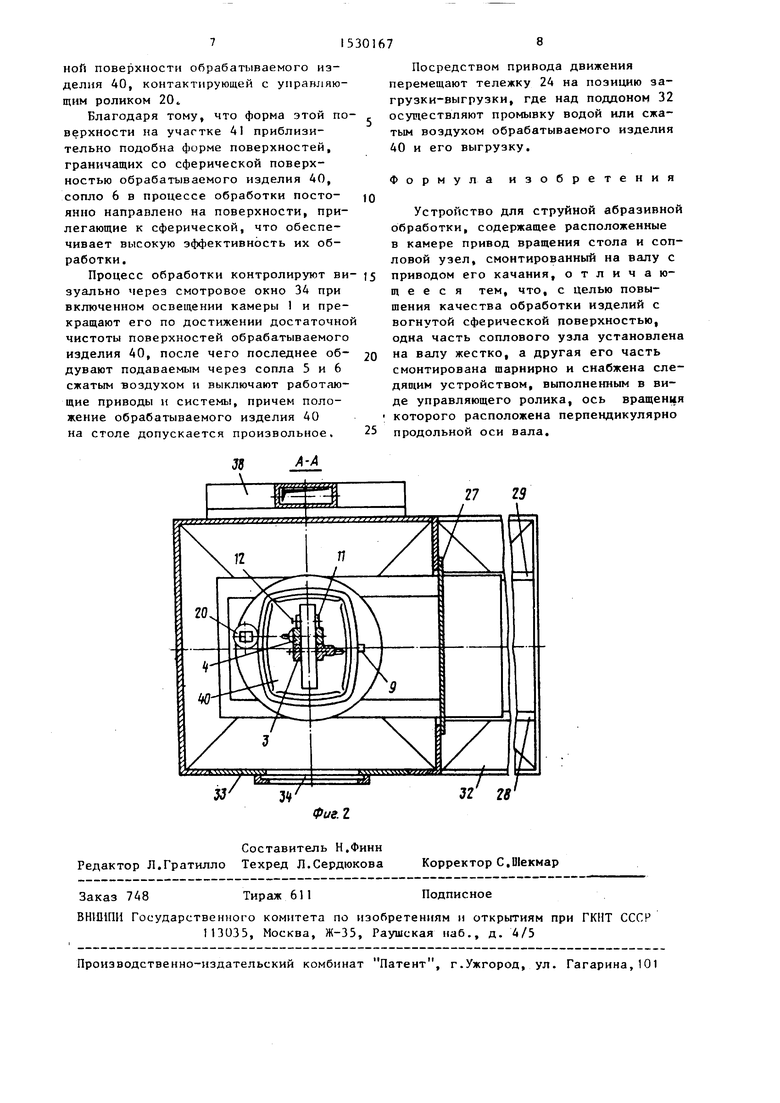
Изобретение относится к технике обработки изделий из абразивных материалов и может быть использовано для пескоструйной обработки стальных матриц, предназначенных для прессования экранов электронно-лучевых трубок. Целью изобретения является повышение качества обработки изделий с вогнутой сферической поверхностью. Для этого в устройстве для пескоструйной обработки изделий с вогнутой сферической поверхностью, содержащем камеру 1, снабженный приводом вращения стол 7 и сопловый узел, состоящий из сопл с держателями и смонтированный с возможностью качания сопл вокруг вала 2, ось которого пересекается осью вращения стола в центре обрабатываемого изделия. Часть сопл смонтирована на том же валу свободно и снабжена управляющим роликом 20, установленным с возможностью контактирования с обрабатываемым изделием. 2 ил.
Изобретение относится к технике обработки струей из абразивных материалов и может быть использовано для пескоструйной обработки стальных мат риц, предназначенных для прессования экранов электронно-лучевых трубок.
Цель изобретения - повышение качества обработки изделий с вогнутой сферической поверхностью. .
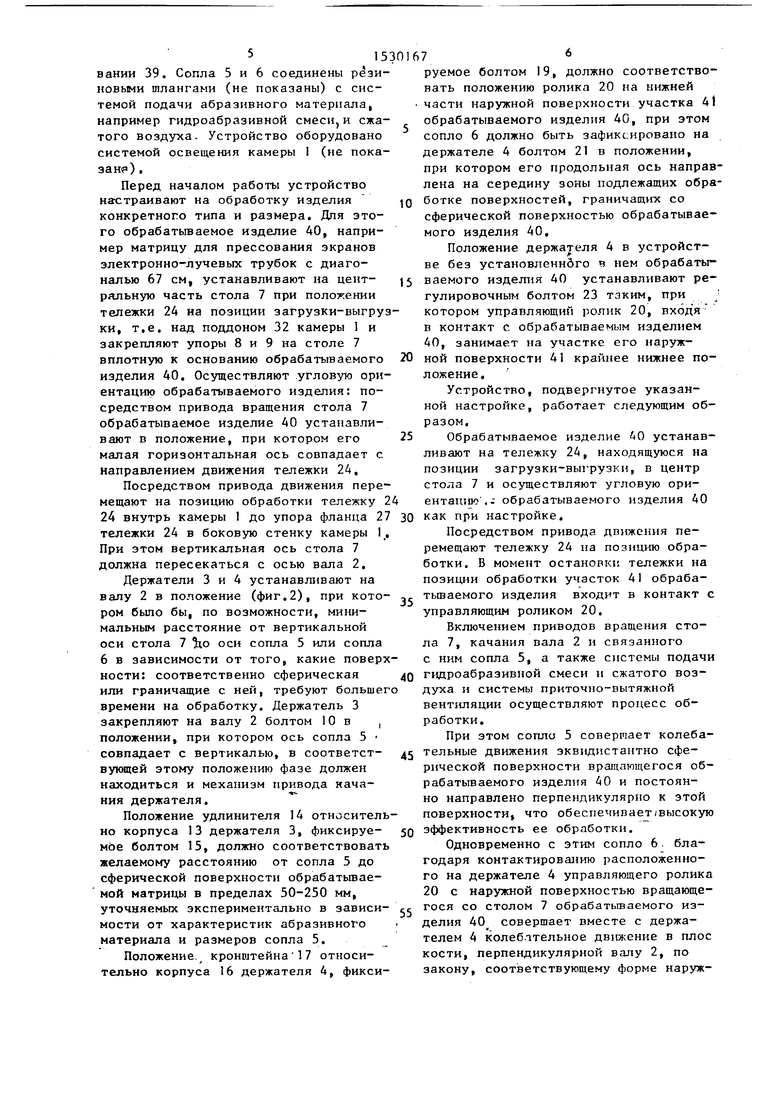
На фиг.1 изображено устройство, вертикальный разрез; на фиг.2 - разрез А-А на фиг.1.
Устройство для пескоструйной обработки изделий с вогнутой сфериче - кой поверхностью содержит камеру 1, горизонтально расположенный в ней вал 2, на котором ниже его посредст- вом держателей 3 и 4 установлены сопло 5 общей обработки и сопло 6 мест
ной обработки, стол 7, снабженный упорами 8 и 9. Держатель 3 жестко прикреплен к валу болтом 10, а держатель 4 смонтирован на том же валу 2 с возможностью поворота (качания) вокруг neroj в аксиальном направлении держатель А зафиксирован на 2 с одной стороны держателем 3, а с другой - втулкой П, смонтированной на валу 2 и прикрепленной, к нему болтом 12. Держатель 3 выполнен в виде узла, содержащего два участка; корпус 13 и удлинитель U, соединенные между собой с возможностью взаимного осевого перемещения и скрепленные болтом 15. Держатель 4 также выполнен в риде узла и содержит три участка: корпус 16, кронштейн 17 и ось 18.; Корпус 16,соединен с кронштейном 17
держателя 4 с возможностью осевого пе.ремещения и жестко прикреплен к нему болтом 19, ось 18 прикреплена к кронштейну 17 также жестко. На свободном конце оси 18 держателя 4 установлен с
0
5
Q Q
5
возможностью вращения управляющий ролик 20, Сопло 6 местной обработки смонтировано на держателе 4 с возможностью поворота в плоскости качания держателя 4 и фиксируется на нем болтом 21. Держатель 4 соединен с камерой 1 пружиной 22, предназначенной для отклонения его к вертикали в плоскости качания сопла 6 с возможностью регулирования положения держателя 4 посредством регулировочного болта 23. Вал 2 снабжен приводом качания сопла 5 (не изображен) с возможностью регулирования частоты и амплитуды.
« Расположенный в камере 1 стол 7
смонтирован с возможностью вращения от от привода (не изображен) вокруг вертикальной оси, пересекающейся с осью вала 2. Стол 7 и привод его вращения смонтированы на тележке 24 с возможностью ее перемещения от привода (не показан). Тележка 24 выполнена в виде узла, содержащего участки: колесные пары 25 и 26 и фланец 27. Колесные пары 25 и 26 тележки 24 смонтированы на направляющих 28 и 29. Фланец 27 тележки 24 выполнен с возможностью перекрытия по своему периметру проема 30 камеры 1. Нижняя часть камеры 1 выполнена в виде бункера 31 с возможностью накопления в нем абразивного материала. Боковая часть камеры 1 выполнена в виде поддона 32, внутри которого прикреплены выступающие из камеры 1 части направляющих 28 и 29, На передней стороне камеры 1. смонтирована поворотная дверь 33, снабженная смотровым окном 34, К камере J прикреплены сообщаюпщеся с ней через отверстия 35 и 36 патрубки 37 и 38 системы приточно-вытяжной вентиляции. Камера 1 смонтирована на основании 39. Сопла 5 и 6 соединены резиновыми шлангами (не показаны) с системой подачи абразивного материала, например гидроабразивной смеси,и сжатого воздуха. Устройство оборудовано системой освещения камеры 1 (не показан).
Перед началом работы устройство Hat;TpaHBaraT на обработку изделия конкретного типа и размера. Для этого обрабатьшаемое изделие 40, например матрицу для прессования экранов электронно-лучевых трубок с диагональю 67 см, устанавливают на центральную часть стола 7 при положении тележки 24 на позиции загрузки-выгрузки, т.е. над поддоном 32 камеры 1 и закрепляют упоры 8 и 9 на столе 7 вплотную к основанию обрабатываемого изделия 40. Осуществляют .угловую ориентацию обрабатываемого изделия: посредством привода вращения стола 7 обрабатываемое изделие 40 устанавливают в положение, при котором его малая горизонтальная ось совпадает с направлением движения тележки 24,
Посредством привода движения перемещают на позицию обработки тележку 24
руемое болтом 19, вать положению рол части наружной пов обрабатываемого из сопло 6 должно быт держателе 4 болтом при котором его пр лена на середину з
10 ботке поверхностей
сферической поверх мого изделия 40,
Положение держа ве без установленн ваемого изделия 40 гулировочным болто котором управляющий в контакт с обраба 40, занимает на уч ной поверхности 41 ложение.
Устройство, подв ной настройке, рабо разом.
25 Обрабатываемое и ливают на тележку 2 позиции загрузки-в стола 7 и осуществл ентащпо ,; обрабатыв
15
20
24 внутрь камеры 1 до упора фланца 27 30 как при настройке. тележки 24 в боковую стенку камеры 1, При этом вертикальная ось стола 7 должна пересекаться с осью вала 2,
Держатели 3 и 4 устанавливают на валу 2 в положение (фиг.2), при кото- ,, ром было бы, по возможности, минимальным расстояние от вертикальной оси стола 7 о оси сопла 5 или сопла 6 в зависимости от того, какие поверхности: соответственно сферическая 40 или граничащие с ней, требуют большего времени на обработку. Держатель 3 закрепляют на валу 2 болтом 10 в , положении, при котором ось сопла 5 совпадает с вертикалью, в соответст- д5 вующей этому положению фазе должен находиться и механизм привода качания держателя.
Положение удлинителя 14 относительно корпуса 13 держателя 3, фиксируе- 50 мое болтом 15, должно соответствовать желаемому расстоянию от сопла 5 до сферической поверхности обрабатьгоае- мой матрицы в пределах 50-250 мм, уточняемых экспериментально в зависимости от характеристик абразивного материала и размеров сопла 5.
Положение, кронплтейна 1 7 относительно корпуса 16 держателя 4, фикси55
Посредством прив ремещают тележку 24 ботки. В момент ост позиции обработки у тьшаемого изделия управляющим роликом
Включением приво ла 7, качания вала с ним сопла 5, а та гидроабразивной сме духа и системы прит вентиляции осуществ работки.
При этом сопло 5 тельные движения эк рической поверхност рабатываемого издел но направлено перпе поверхности, что об эффективность ее об
Одновременно с э годаря контактирова го на держателе 4 у 20 с наружной пове гося со столом 7 об делия 40 совершает телем 4 колебательн кости, перпендикуля закону, соответству
руемое болтом 19, должно соответствовать положению ролика 20 на нижней части наружной поверхности участка 41 обрабатываемого изделия 40, при этом сопло 6 должно быть зафиксировано на держателе 4 болтом 21 в положении, при котором его продольная ось направлена на середину зоны подлежащих обра0 ботке поверхностей, граничащих со
сферической поверхностью обрабатываемого изделия 40,
Положение держателя 4 в устройстве без установленнбго в нем обрабатываемого изделия 40 устанавливают регулировочным болтом 23 таким, при котором управляющий ролик 20, вход я в контакт с обрабатываемым изделием 40, занимает на участке его наружной поверхности 41 крайнее нижнее положение.
Устройство, подвергнутое указанной настройке, работает следующим образом.
5 Обрабатываемое изделие 40 устанавливают на тележку 24, находящуюся на позиции загрузки-выгрузки, в центр стола 7 и осуществляют угловую ори- ентащпо ,; обрабатываемого изделия 40
5
0 как при настройке.
, 0 5
0
5
Посредством привода движения перемещают тележку 24 па позицию обработки. В момент остановки тележки на позиции обработки участок 41 обраба- тьшаемого изделия входит в контакт с управляющим роликом 20.
Включением приводов вращения стола 7, качания вала 2 и связанного с ним сопла 5, а также системы подачи гидроабразивной смеси и сжатого воздуха и системы приточно-вытяжной вентиляции осуществляют процесс обработки.
При этом сопло 5 совершает колебательные движения эквидистантно сферической поверхности вращающегося обрабатываемого изделия 40 и постоянно направлено перпендикулярно к этой поверхности, что обеспечивает/высокую эффективность ее обработки.
Одновременно с этим сопло 6. благодаря контактированию расположенного на держателе 4 управляющего ролика 20 с наружной поверхностью вращающегося со столом 7 обрабатьшаемого изделия 40 совершает вместе с держателем 4 колебательное двюкение в плос кости, перпендикулярной валу 2, по закону, соответствующему форме наружной поверхности обрабатываемого изделия 40, контактирующей с управляющим роликом 20
Благодаря тому, что форма этой по верхности на учагтке А1 приблизительно подобна форме поверхностей, граничащих со сферической поверхностью обрабатываемого изделия 40, сопло 6 в процессе обработки посто- янно направлено на поверхности, прилегающие к сферической, что обеспечивает высокую эффективность их обработки.
Процесс обработки контролируют ви зуально через смотровое окно 34 при включенном освещении камеры 1 и прекращают его по достижении достаточно чистоты поверхностей обрабатываемого изделия 40, после чего последнее об- дувают подаваемым через сопла 5 и 6 сжатым воздухом и выключают работающие приводы и системы, причем положение обрабатываемого изделия 40 на столе допускается произвольное.
X-xl
JJ
Посредством привода движения перемещают тележку 24 на позицию загрузки-выгрузки, где над поддоном 32 осуществляют промывку водой или сжатым воздухом обрабатываемого изделия 40 и его выгрузку.
Формула изобретения
Устройство для струйной абразивной обработки, содержащее расположенные в камере привод вращения стола и сопловой узел, смонтированный на валу с приводом его качания, отличающееся тем, что, с Целью повы- щения качества обработки изделий с вогнутой сферической поверхностью, одна часть соплового узла установлена на валу жестко, а другая его часть смонтирована шарнирно и снабжена сле- дяп1им устройством, выполненным в виде управляющего ролика, ось вращения которого расположена перпендикулярно продольной оси вала.
27 29
| Устройство для струйной абразивной обработки изделий | 1979 |
|
SU941168A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
