Изобретение относится к упрочнению отверстий в деталях, и может быть использовано в машиностроении и других отраслях народного хозяйства.
Недостатком является малая глубина залегания остаточных напряжений сжатия ввиду малой скорости нагрева и охлаждения, что приводит к неконтролируемому процессу распространения тепловых полей в зоне отверстия, что резко снижает долговечность изделий.
Цель - повышение долговечности изделий.
Это достигается тем, что способ упрочнения изделий с отверстиями, включающий нагрев и охлаждение поверхности отверстий с созданием остаточных напряжений нагрев ведут двух диаметрально расположенных отверстий до температуры, превышающей рабочую на 100-200оС, а охлаждение ведут с помощью конического вращения, спрейера с шагом отверстия, увеличивающимся по длине изделия, и подачей жидкости под определенным углом с образованием поверхности.
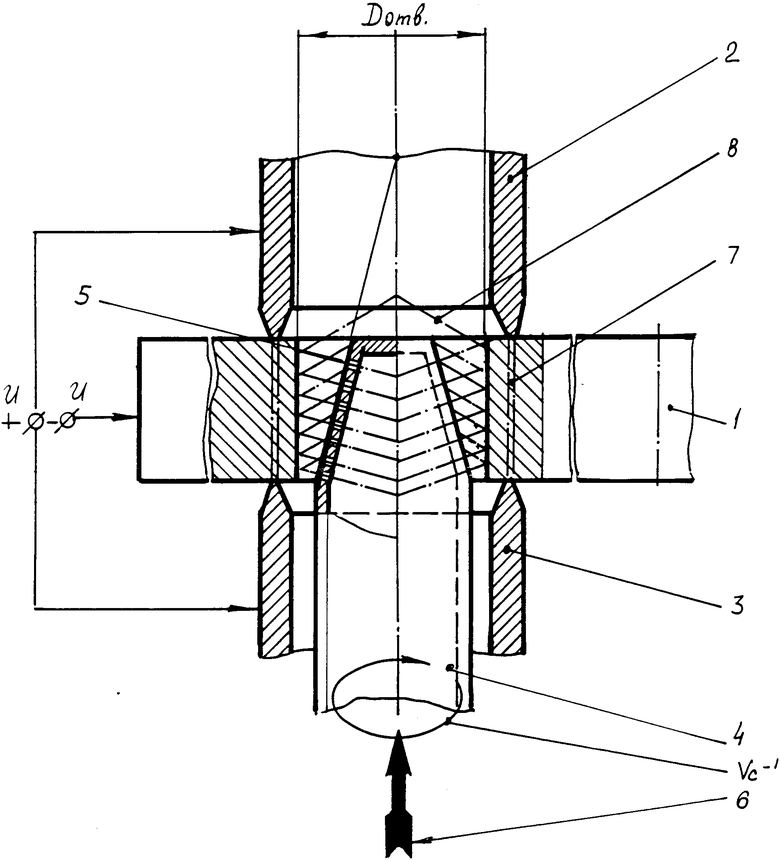
На чертеже изображена в разрезе деталь.
Деталь 1, имеющая отверстия (Dотв.) нагревается с помощью кольцевых меднографитовых электродов 2 и 3. В полой части электрода 3 установлен с возможностью вращения спрейер 4, имеющий отверстия 5, позволяющие направлять потоки охлаждающей среды с определенным углом атаки на поверхность упрочняемого отверстия. Охлаждение подается немедленно после выбора запланированной на нагрев подповерхностного слоя мощности по границе 7. Основание того, что граница 7 существует следует считать условие прохождения электрического тока по кратчайшему пути и по поверхности ближайшего отверстия.
После нагрева запланированной поверхности до температуры, превышающей рабочую на 100-250оС, например до 760оС для материала ЭП 741, сообщают ускоренное вращение спрейеру, отключают подводимую через контакты токоподвода мощность (например) от установки ТПЧТ-120 подают охлаждение через отверстия в спрейере 4. В качестве охлаждающей среды используется вода или жидкий азот. Поступающие из спpейера потоки охлаждающей жидкой среды 5 переходят в отраженные потоки 8. Потоки 5 и 8 не пересекаются благодаря не только вращению спрейера, но и за счет увеличивающегося неравномерного шага спирали между отверстиями в спрейере, расположенными на его конической части. Более ускоренный отвод паровой фазы жидкостного слоя среды осуществляется благодаря сочетанию восходящих тепловых перемещений паровой фазы охлаждающей среды с "размещением" ее между витками возрастающей спирали прямых и отраженных потоков жидкой фазы, идущей от спрейера. Благодаря эффекту закручивания парового потока, происходит его принудительный вывод от поверхности отверстия. Термопластическое упрочнение как минимум двух диаметрально расположенных отверстий позволяет получить асимметричную структуру внутренних напряжений в изделии, что способствует относительному уравновешиванию крутящих моментов упрочненных зон детали, т.е. проведения внутреннего дисбаланса к нулю.
Предлагаемый способ упрочнения изделий с отверстиями повышает долговечность изделий, увеличивает глубину упрочняемой поверхности от 1,6 до 2,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258086C1 |
| СПОСОБ УПРОЧНЕНИЯ ОТВЕРСТИЙ | 1991 |
|
RU2015180C1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2351660C2 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2009 |
|
RU2411303C1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| Установка для термопластического упрочнения изделий | 1977 |
|
SU730832A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| Установка для термопластического упрочнения лопаток | 1977 |
|
SU726187A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ И НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2174901C1 |
Использование: изобретение относится к термопластическому упрочнению отверстий в деталях и может быть использовано в машиностроении, авиастроении и других отраслях народного хозяйства. Сущность: деталь с отверстиями нагревают с помощью кольцевых электродов до 760°С и охлаждают вращающимся коническим спрейером с шагом отверстий, увеличивающимся по длине изделия. При этом жидкость подают под определенным углом к поверхности. 1 ил.
СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ, включающий нагрев и охлаждение поверхности отверстий с созданием остаточных напряжений, отличающийся тем, что, с целью повышения долговечности изделий, нагрев ведут двух диаметрально расположенных отверстий до температуры, превышающей рабочую на 100 - 200oС, а охлаждение ведут путем конического вращения спрейера с шагом отверстия, увеличивающимися по длине изделия, и подачи жидкости под определенным углом с образованием поверхности.
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
