Изобретение относится к оборудованию для сварочного производства и может быть использовано при дуговой и электрошлаковой сварке и наплавке плавящимися электродами.
Наиболее близким по технической сущности и достигаемому результату является токоподводящий мундштук (пружинно-рычажное устройство) с плоским прижатием ленточного электрода, содержащий подвижную и неподвижную части токоподвода, образующие канал для направления плавящегося электрода, кронштейн для крепления рычага, рычаг с горизонтальной осью вращения для поджатия подвижной части токоподвода к неподвижной. За счет подпружиненного регулируемого поджима при сравнительно простой и универсальной конструкции (лента и реже проволока) токоподводящего мундштука, основным его недостатком является зависимость контактного давления в зоне токопередачи (токоподвод-электрод) при изменении свойств упругих элементов жесткости податливости), вызывающих колебания параметров режима сварки и наплавки.
Целью изобретения является стабилизирование параметров режима сварки и наплавки, следствием чего является обеспечение качественного формирования направленного металла.
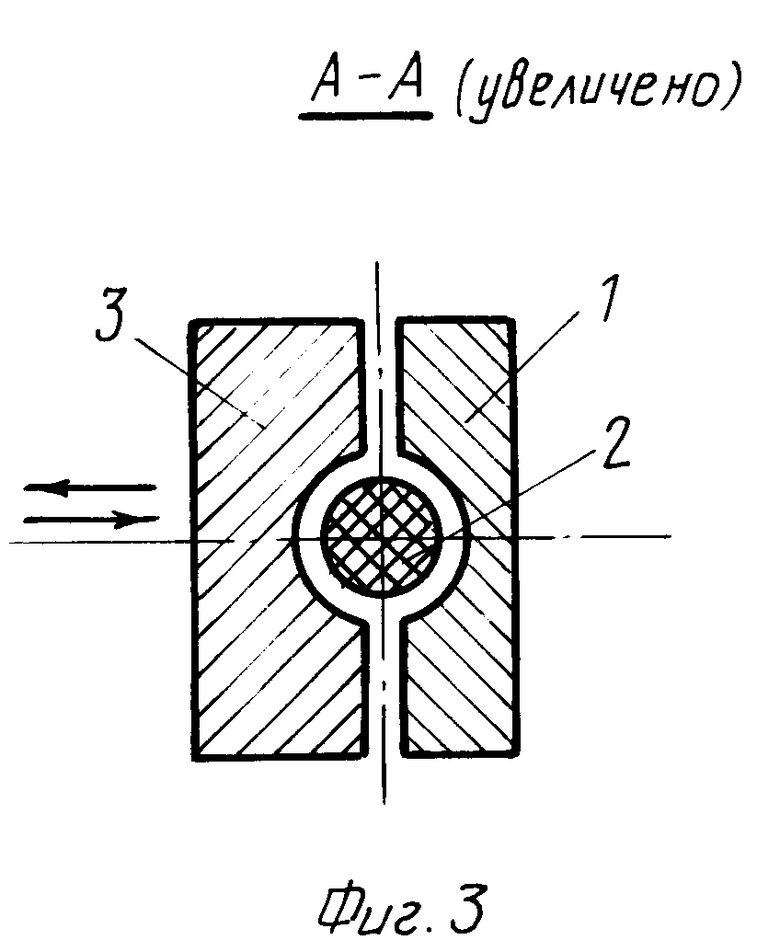
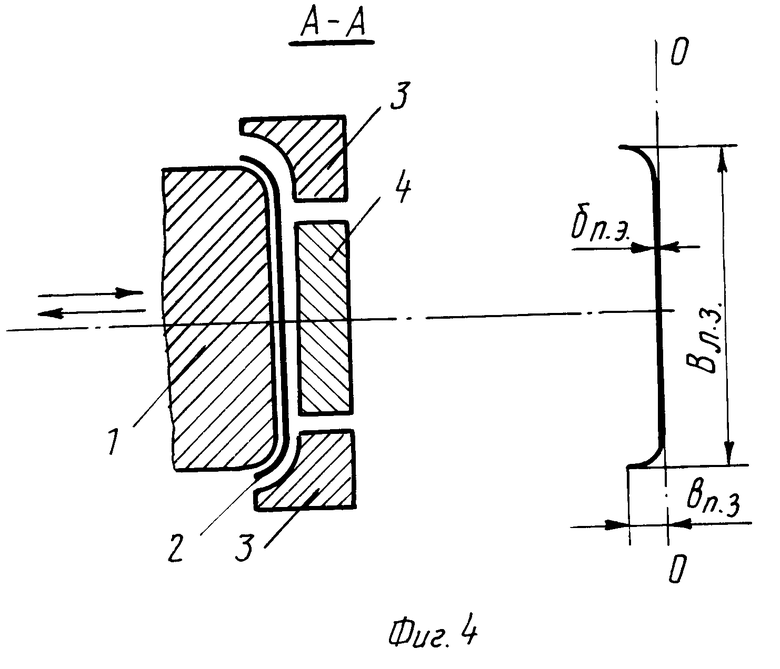
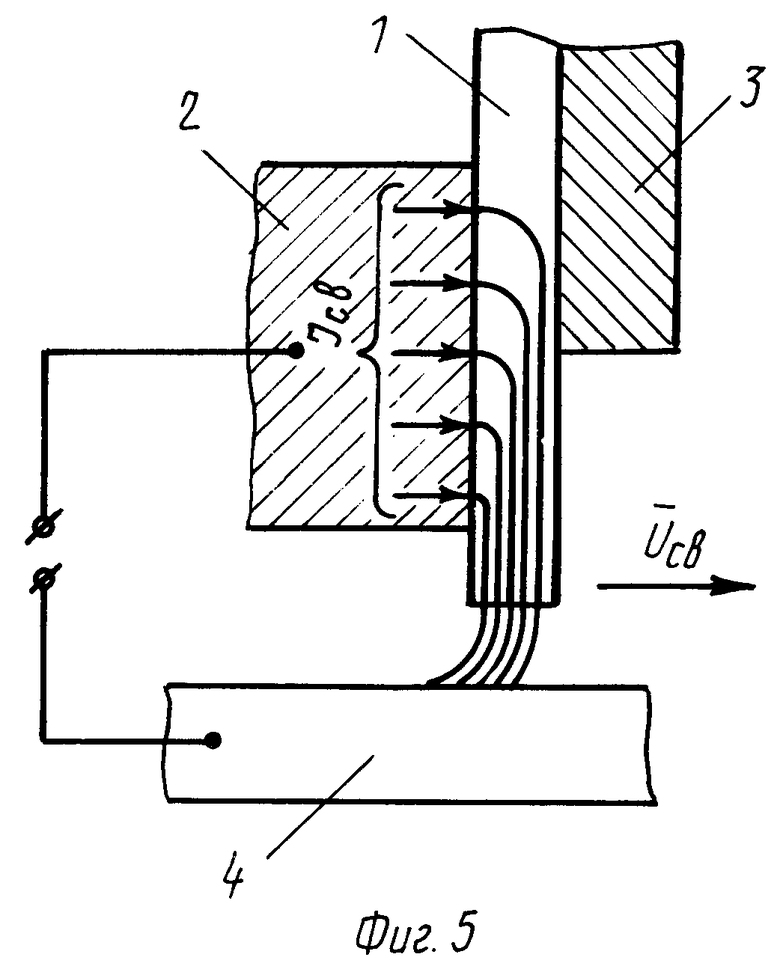
На фиг. 1 приведено устройство, общий вид; на фиг. 2 принципиальная схема; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 разрез А-А для ленточного электрода; на фиг. 5 распределение линий плотности тока.
Токоподводящий мундштук содержит неподвижную часть 1 токоподвода.
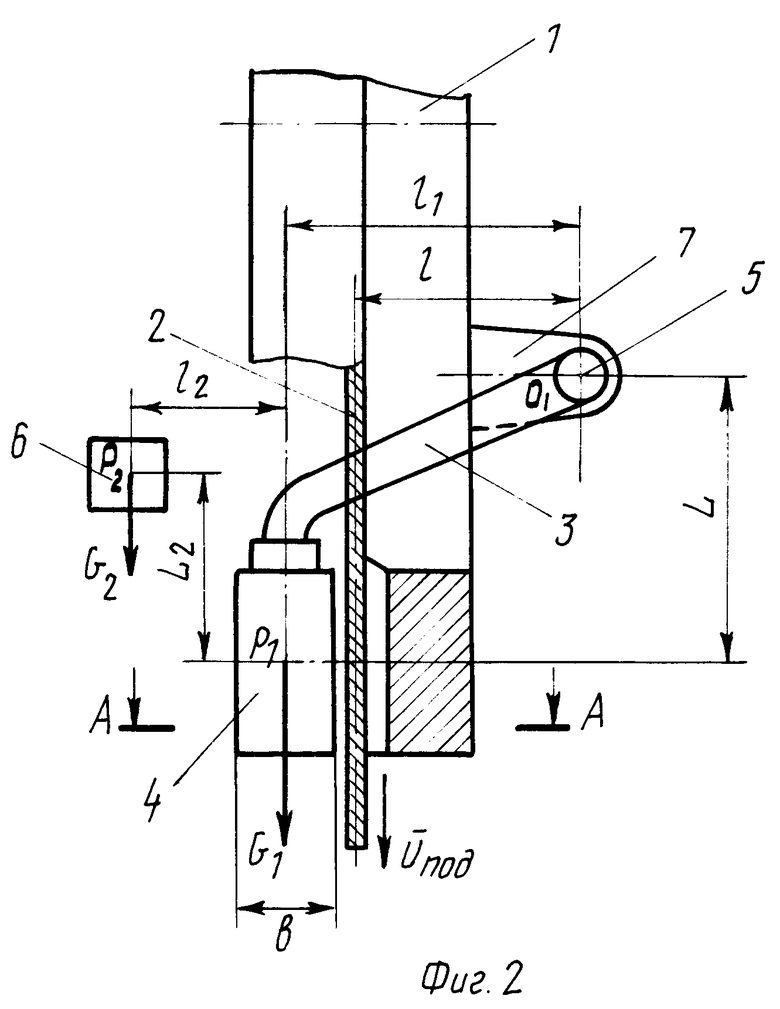
К неподвижной части токоподвода прижимается электрод 2 при помощи рычага 3, на концевой части которого закреплена подвижная часть 4 токоподвода. Рычаг вращается относительно оси 5, установленной в кронштейне 7, и вынесенной за неподвижную часть токоподвода вправо и вверх (l расстояние по продольной оси канала для направления плавящегося электрода, l1 и L расстояния до оси центра тяжести подвижной части токоподвода). Позицией 6 отмечено размещение дополнительного груза G2.
Устройство работает следующим образом. При неподвижном электроде 2 он (токоподводящий мундштук) контактирует с неподвижной частью токоподвода 1 по поверхности контакта, так как сила веса подвижной части G действует на рычаг 3, создавая момент М1 G˙l1. Он уравновешивается реактивным моментом на неподвижной части токоподвода Мр G˙L. Таким образом создается начальная сила прижатия, пропорциональная G и l1, и обратно пропорциональная размеру L. Этого условия достаточно, чтобы под действием силы нормального давления N0 G ˙ G·  , возникла сила трения Fтр f˙N0, пропорциональная N0 и направленная соосно с "G" и при начале движения электрода. Увлекая подвижную часть токоподвода 4 сила трения создает дополнительный момент Мд Fтp ˙ (l1 b/2). Размер b2 в сравнении с l1 достаточно мал и в дальнейшем его для простоты расчета можно не учитывать, и принять, что для предлагаемого токоподводящего мундштука расстояния l1 и l равны между собой, т.е. l1 ≈ l. Тогда уравнение равновесия моментов при движении электрода вниз для силы поджатия N имеет вид
, возникла сила трения Fтр f˙N0, пропорциональная N0 и направленная соосно с "G" и при начале движения электрода. Увлекая подвижную часть токоподвода 4 сила трения создает дополнительный момент Мд Fтp ˙ (l1 b/2). Размер b2 в сравнении с l1 достаточно мал и в дальнейшем его для простоты расчета можно не учитывать, и принять, что для предлагаемого токоподводящего мундштука расстояния l1 и l равны между собой, т.е. l1 ≈ l. Тогда уравнение равновесия моментов при движении электрода вниз для силы поджатия N имеет вид
N G  (1.2) где f коэффициент трения скольжения, зависящий от физических свойств контактирующих поверхностей электрода и токоподвода, определяется, как правило, по справочным данным, и при этом L > f˙ l.
(1.2) где f коэффициент трения скольжения, зависящий от физических свойств контактирующих поверхностей электрода и токоподвода, определяется, как правило, по справочным данным, и при этом L > f˙ l.
В реальных условиях это означает, что движущийся электрод поджимает сам себя. Это дополнительное усилие будет тем больше, чем больше будет коэффициент трения f, масса токоподвода G и размер l, и чем меньше размер L.
Известно, что предельные значения допустимого контактного давления для большинства материалов контактных вкладышей составляют: gк.д 0,8-1,0 МПа. Поэтому эти значения выбраны в качестве предельных (граничных) и для предлагаемого мундштука.
Применительно к предлагаемому токоподводящему мундштуку (устройству) для проволоки диаметром 4 мм токоподвод будет выполнен следующим образом. При площади контакта вкладыша, как подвижной части токоподвода, длиной lвк. 40 мм с внутренним диаметром отверстия 5 мм, площадь поверхности контакта составит: S π ˙R ˙lвк 3,14˙ 2,5˙ 40 314 мм2. Для максимального же значения gк.д 0,1 кгс/мм2 значение силы прижатия составит N 31,4 кгс. При этом значения величин составят: f 0,2, l 50 мм и L 105 мм и тогда необходимая масса вкладыша составит: G314 г 0,314 кг. Если же собственная масса вкладыша окажется недостаточной, то в устройстве предусмотрено место для размещения дополнительного груза G2 на плече l2 (см. фиг. 1, поз. 6).
Приведенный пример расчета массы подвижной части токоподвода в сочетании с площадью поверхности контакта (электрод токоподвод) позволяет получить соотношение N/S для определения значений контактного давления. Указанное соотношение после преобразований имеет вид
0,08 ≅ 
 · G ≅ 0,10♀,
· G ≅ 0,10♀,
(1.3) где S площадь поверхности контакта электрода и подвижной части токоподвода, мм2;
N сила поджатия, кгс;
G масса подвижной части токоподвода, кгс;
l расстояние от оси вращения рычага до продольной оси канала для направления плавящегося электрода, мм;
f коэффициент трения скольжения, зависящий от физических свойств контактирующих поверхностей электрода и токоподвода;
L расстояние от оси вращения рычага до оси (горизонтальной) центра тяжести подвижной части токоподвода, мм;
0,08 и 0,10 граничные значения контактного давления, кгс/мм2.
Один из вариантов токоподводящего мундштука для проволочных электродов приведен на фиг. 2. Для оперативного управления контактным давлением в устройстве предусмотрена плавная регулировка оси вращения 5 в двух взаимно перпендикулярных направлениях и соответственно регулирование размеров l, l1, l2 и L.
В настоящее время широкое применение находят профилированные ленточные электроды, для которых в сечении можно выделить два размера: ширина Вэл (мм) и толщина δл.э (мм). Для профилированных ленточных электродов толщина δл.э по ширине ленты Вл.э от некоторой базовой плоскости О-О может изменяться (см. фиг. 3). Предложенное устройство в этом случае позволяет чрезвычайно простыми средствами (изменение размеров l1 и l2) регулировать и перераспределять контактное давление со стороны токоподвода по всей ширине ленты. Регулировка и перераспределение контактных давлений в совокупности с плавающим токоподводом позволяют управлять процессом горения дуги на торце ленточного электрода. В этом случае дополнительные грузы G2 можно перекатывать (или перемещать) по секциям токоподвода по определенному закону, и соответственно, изменять контактные давления и место токоподвода. Так на фиг. 3 представлен один из вариантов токоподводящего мундштука для ленточных электродов.
Таким образом, перенос оси вращения рычага с подвижной частью токоподвода позволяет получить новый эффект создания надежного, устойчивого контактного давления без применения упругих элементов с неустойчивыми характеристиками. Величина контактного давления в предлагаемом техническом решении зависит от устойчивого, легко контролируемого параметра, как масса G и хорошо воспроизводимых линейных размеров l1, l2 и L.
Если же износ мундштука в пружино-рычажном устройстве неизменно вызывает значительное изменение величины контактного давления, то в предлагаемом устройстве потеря массы токоподвода и некоторое смещение центра тяжести при продолжительной работе в тяжелонагруженном режиме не превышает 5% Кроме того, прижим (поджатие) электрода происходит автоматически сразу же после начала его движения. В то же время пружинные устройства зачатую ослабляют в момент заправки электрод перед началом сварки, а затем перед включением сварочного тока зачастую забывают поджать электрод должным образом в токоподводе. В результате токоподвод выходит из строя, электрод приваривается к его поверхности и на последующий ремонт требуются дополнительные затраты времени и средств.
Дополнительно следует отметить, что за счет эффекта самоприжима в предлагаемой конструкции происходит быстрая притирка поверхности контакта к поверхности проволоки (или ленты) даже при неточностях первоначальной сборки, наличии люфтов и прочих дефектов конструкции. Таким образом, вновь установленный токоподвод быстро стабилизирует контактное давление по всей площади контакта с проволокой (или лентой) и равномерное распределение плотности тока, либо ее распределение по определенному закону.
Оказывать влияние на качество внешнего формирования наплавленного слоя при использовании предлагаемого устройства удается следующим образом. Как известно, процесс горения дуги происходит в сложных условиях, когда дуговой разряд наводит собственное магнитное поле, которое взаимодействует с полем, возникающим при прохождении тока по электpоду и основному металлу. В pезультате возникает так называемое "магнитное дутье", которое вызывает дефекты формирования наплавленного металла. Предложенное техническое решение позволяет простыми средствами управлять местом токоподвода к электроду и, следовательно, воздействовать на конфигурацию результирующего магнитного поля. Так, например, опустив подвижную часть токоподвода относительно торца неподвижной, получаем сгущение линий плотности тока в прилегающей к ней части электрода и соответственно искажение кольцевого магнитного поля (см. фиг. 4). Тогда в зависимости от направления вектора сварки получаем различное взаимодействие поля дугового разряда с полем, наведенным в основном металле. Результат противоположного воздействия получим, если поднимем подвижную часть токоподвода над торцом неподвижной. Аналогичным приемом можно управлять местом токоподвода и с боковых сторон электрода.
Предложенное токоподводящее устройство (мундштук), являясь простым и надежным в работе, позволяет быстро перераспределять и стабилизировать контактное давление по всей площади контакта токоподвода с электродом, а это в свою очередь даст возможность управлять процессом горения, т.е. стабилизировать параметры режима и регулировать глубину проплавления основного металла, а также качество формирования направленного.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
Использование: сварочное оборудование для дуговой и электрошлаковой сварки и наплавки. Сущность изобретения: токоподводящий мундштук содержит подвижную часть и неподвижную часть 1, образующие канал для направления плавящегося электрода 2, рычаг 3 с горизонтальной осью вращения для поджатия подвижной части токоподвода к неподвижной и кронштейн 7 для крепления рычага. Рычаг 3 и кронштейн 7 установлены со стороны неподвижной части 1 токоподвода, причем расстояние l от оси вращения рычага 3 до продольной оси канала для направления плавящегося электрода и расстояние L от оси вращения рычага до центра тяжести подвижной части токоподвода связаны зависимостью 0,08 ≅ G l/(Z-f·l)S ≅ 0,10, где G масса подвижной части токоподвода, кгс, S площадь рабочей поверхности подвижного токоподвода, мм2, f - коэффициент трения скольжения между поверхностью электрода и контактной поверхностью токоподвода. 5 ил.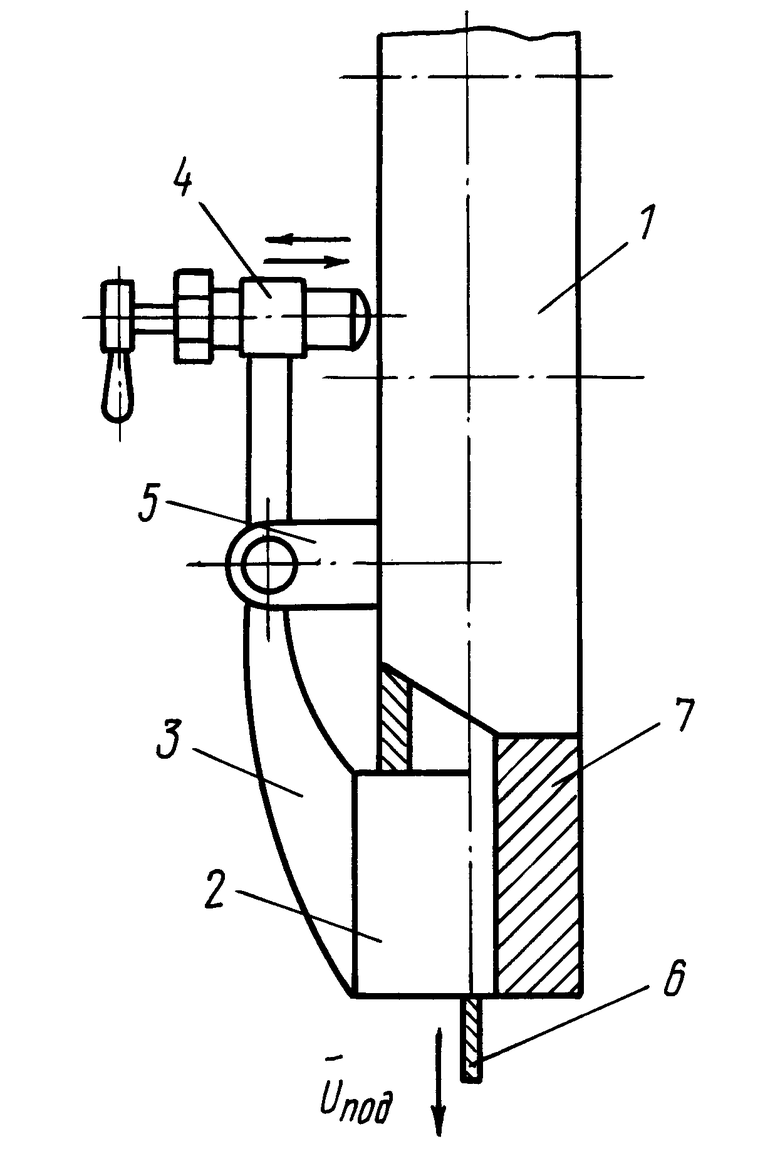
ТОКОПОДВОДЯЩИЙ МУНДШТУК, содержащий подвижную и неподвижную части токоподвода, образующие канал для направления плавящегося электрода, рычаг с горизонтальной осью вращения для поджатия подвижной части токоподвода к неподвижной, кронштейн для крепления рычага, отличающийся тем, что рычаг и кронштейн установлены со стороны неподвижной части токоподвода, причем расстояние l от оси вращения рычага до продольной оси канала для направления плавящегося электрода и расстояния L от оси вращения рычага до оси центра тяжести подвижной части токоподвода связаны зависимостью
где G масса подвижной части токоподвода, кгс;
S площадь рабочей поверхности подвижного токоподвода, мм2;
f коэффициент трения скольжения между поверхностью электрода и контактной поверхностью токоподвода.
| Кравцов Т.Г | |||
| Электродуговая наплавка электродной ленты, М.: Машиностроение, 1978, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
