Изобретение относится к машиностроению и найдет применение на автоматических линиях для обработки валов из поковок с облоем по линии разъема штампов.
Известно устройство для ориентации валов с эксцентричными элементами (авт.св. N 1202803, кл. B 23 Q 7/08, 1984).
Целью изобретения является автоматизация процесса ориентации облоя заготовок валов относительно призм станков.
Это достигается тем, что участок автоматической линии обработки валов из поковок с облоем по линии разъема штампов, включающий транспорт, например палетно-роликовый, и расположенные вдоль него станки с призмами для установки и зажима валов снабжен установленным на транспорте, в начале участка, перед станками устройством ориентации заготовки, состоящим из механизма зажима, подъема и поворота заготовки, выполненного в виде расположенного выше оси перемещения заготовки на транспорте шпинделя с зажимным патроном и механизма ощупывания заготовки, выполненного в виде ощупывающих роликов, один из которых, установленный в шарнирном параллелограмме, несет пластину, взаимодействующую с датчиком, закрепленным на втором шарнирном параллелограмме, несущем два ролика.
Снабжение участка автоматической линии для обработки валов из поковок с облоем по линии разъема штампов механизмом ориентации заготовки, состоящим из механизма зажима и подъема заготовки и механизма ощупывания заготовки обеспечивает автоматизацию процесса ориентации облоя заготовок валов относительно призм станков.
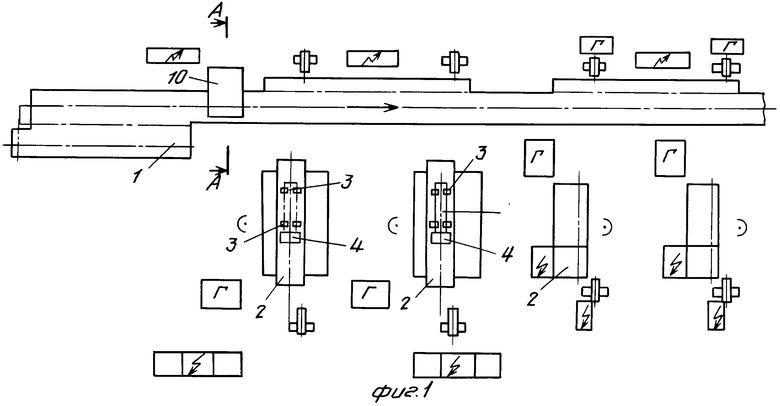
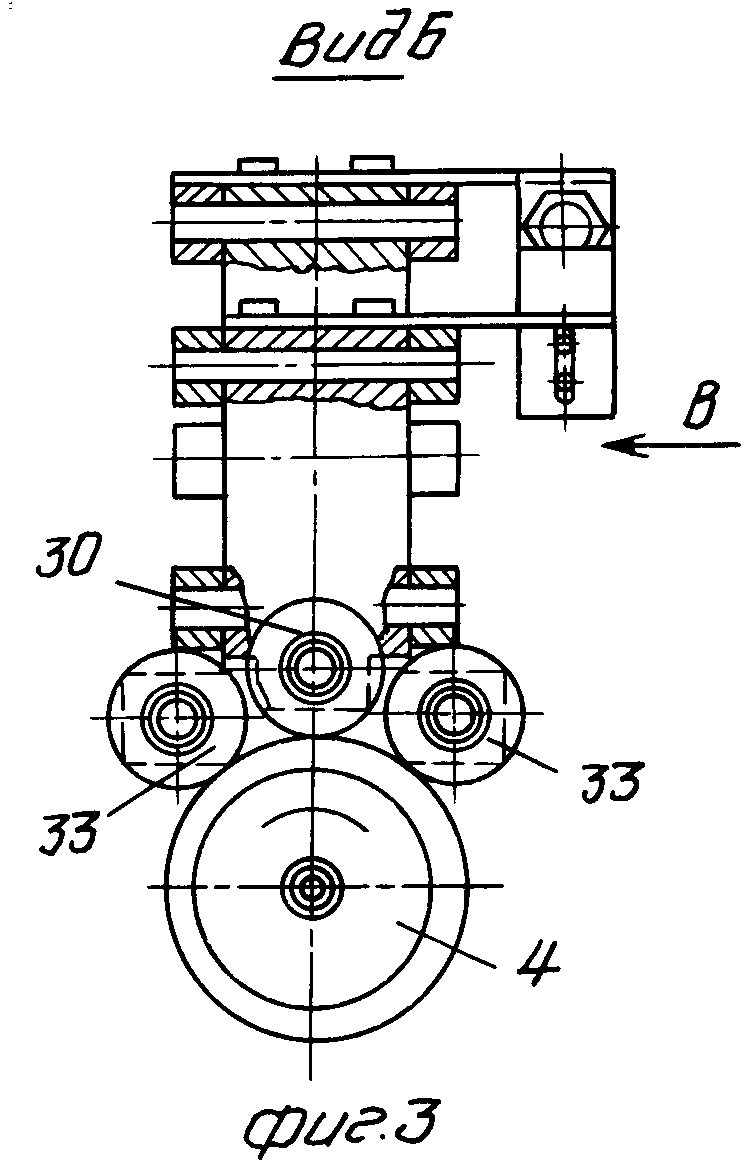
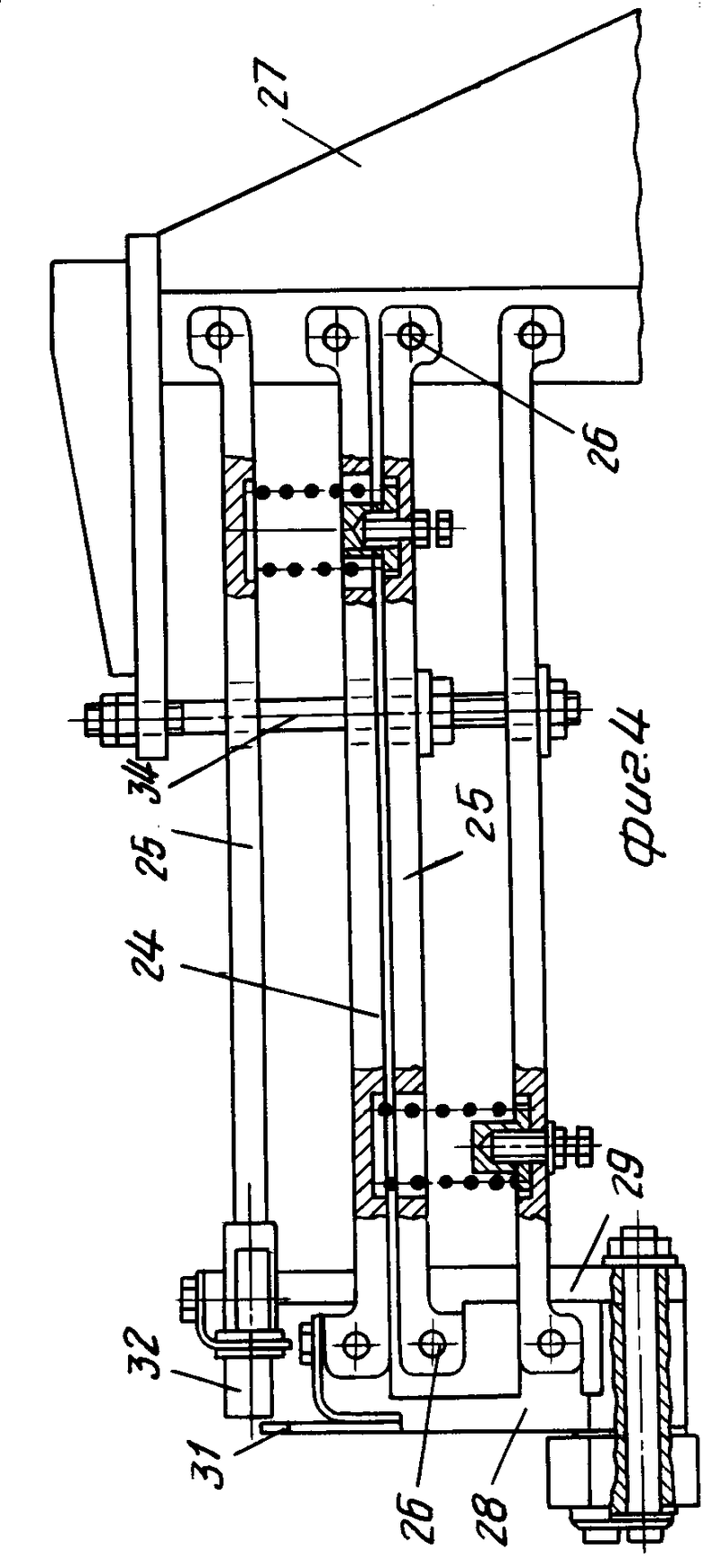
На фиг.1 приведено схематическое изображение участка автоматической линии обработки валов из поковок; на фиг.2 - разрез А-А на фиг.1 (повернуто); на фиг.3 - вид по стрелке Б на фиг.2; на фиг.4 - вид по стрелке В на фиг.3.
Предлагаемый участок автоматической линии обработки валов из поковок содержит палетно-роликовый транспорт 1 и установленные вдоль него станки 2 с призмами 3 для установки и зажима изделий 4 (валов из поковок).
Отсекатель 5 (фиг.2) служит для останова спутника 6 транспортa 1 с находящимися на нем изделием 4 в позиции ориентации, а БВК 7 - для передачи команды о том, что изделие 4 подготовлено к ориентации.
К раме 8 транспорта закреплен кронштейн 9, на котором установлено устройство 10 ориентации изделий, находящееся в начале участка и состоящее из механизма 11 зажима, подъема и поворота заготовки и механизма 12 ощупывания заготовки.
Механизм зажима, подъема и поворота заготовки выполнен в виде шпинделя 13 с зажимным двухкулачковым патроном 14. Шпиндель 13 установлен выше оси перемещения заготовки 4 на транспорте, на величину а, в oпорах качения 15 в корпусе 16. Кулачки 17 патрона 14 в исходном положении установлены вертикально.
Для привода перемещения шпинделя 13 с зажимным патроном 14 служит пневмоцилиндр 18, связанный с патроном 14 тягой 19. Приводом вращения шпинделя 13 служит поршневой поворотный пневмодвигатель 20.
Для предохранения пневмоцилиндра 17 от вращения при повороте зажимного патрона 14 служит устройство 21 развязки. Пятка 22, установленная в устройстве развязки, воздействует на БВК, закрепленные на кронштейне 23.
Механизм 12 ощупывания заготовки выполнен в виде 2-шарнирных параллелограммов, состоящих из продольных планок 24 (один из параллелограммов) и 25 (второй), связанных с торцов осями 26 с одной стороны с кронштейном 27, закрепленным на корпусе 16 устройства ориентации 10, а с другой стороны - с торцовыми планками: параллелограмм 24 - с планкой 28; параллелограмм 25 - с планкой 29.
Планка 28 несет ощупывающий ролик 30 и пластину 31, воздействующую на БВК 32, который, как и опорные ролики 33, закреплены на торцевой планке 29 поршневого параллелограмма 25.
Исходное положение шарнирных параллелограммов 24 и 25 определяет шпилька 34, проходящая через отверстия в продольных планках параллелограммов и закрепленная в кронштейне 27.
Перед обработкой заготовка (вал с облоем по линии разъема штампов при поковке), установленная в спутнике 6, перемещается по транспорту 1 линии и попадает на находящееся вначале участка, перед станками 2 устройство 10 ориентации.
В позиции ориентации спутник 6 с заготовкой 4 останавливается отсекателем 5. При этом поступает команда БВК7 о том, что заготовка подготовлена к ориентации. По данной команде пневмоцилиндр 18 через тяги 10 сводит кулачки 17 зажимного патрона 14. Производится зажим заготовки 4.
При этом за счет смещения оси патрона 14 относительно оси заготовки 4 последняя приподнимается с призм спутника 6. По окончании процесса зажима заготовки достигается соосность заготовки с патроном и контакт ее с роликами 30 и 33. Об окончании зажима в результате воздействия пятки 22 и БВК, находящемся на кронштейне 23, поступает команда, которая воспринимается пневмодвигателем поршневым поворотным 20.
Осуществляется поворот патрона 14 с зажатой заготовкой. При этом облой на поковке, образованный по месту разъема штампов, попадает под ролики 33 или 30 (в зависимости от места расположения облоя).
В случае, когда он находится под роликом 33, приподнимается параллелограмм 25 вместе с БВК 32, который уходит вверх от пластины 31, предназначенной для взаимодействия с БВК32.
В случае, когда облой заготовки 4 при ее повороте попадает под ролик 30, приподнимается параллелограмм 24 вместе с пластиной 31, взаимодействующей с БВК 32, который дает команду на прекращение поворота (т.е. деталь сориентирована по облою относительно спутника 6).
После этого заготовку 4 в ориентированном положении необходимо установить на спутник 6. С помощью пневмоцилиндра 18 осуществляется разжим патрона 14. При этом заготовка опускается на призмы спутника. Команда об окончании разжима заготовки поступает при воздействии пятки 22 на второй БВК, находящийся на кронштейне 23.
После этого с помощью пневмодвигателя 20 поворачивается патрон 14 в исходное положение (кулачки 17 занимают вертикальное положение).
Спутник 6 с заготовкой в ориентированном положении пропускается отсекателем 5 по транспорту 1 для обработки на станках 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер автоматической линии | 1984 |
|
SU1234311A1 |
| Устройство для винтового перемещения круглых заготовок | 1978 |
|
SU787149A2 |
| Многоцелевой станок | 1983 |
|
SU1090537A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1973 |
|
SU398362A1 |
| Устройство для центрирования цилиндрических заготовок | 1980 |
|
SU906660A1 |
| Способ шлифования и полирования деталей сложной конфигурации и устройство для его осуществления | 1991 |
|
SU1811470A3 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Автоматическая линия | 1988 |
|
SU1685682A1 |
| Станок для испытания на прочность абразивных кругов | 1986 |
|
SU1733952A1 |
| Автооператор | 1970 |
|
SU355848A1 |
Использование: область машиностроения, в частности линии для обработки длинномерных деталей. Сущность изобретения: участок автоматической линии снабжен установленным на транспорте 1 перед станками устройством ориентации заготовок 4, которое состоит из механизма 11 зажима, подъема и поворота заготовки, выполненного в виде расположенного выше оси перемещения заготовки на транспорте 1 шпинделя 13 с зажимным патроном 14 и механизма 12 ощупывания заготовки, выполненного в виде ощупывающих роликов, один из которых установлен на шарнирном параллелограмме, оснащенном пластиной, взаимодействующей с датчиком, закрепленным на втором шарнирном параллелограмме, несущем два ролика. 4 ил.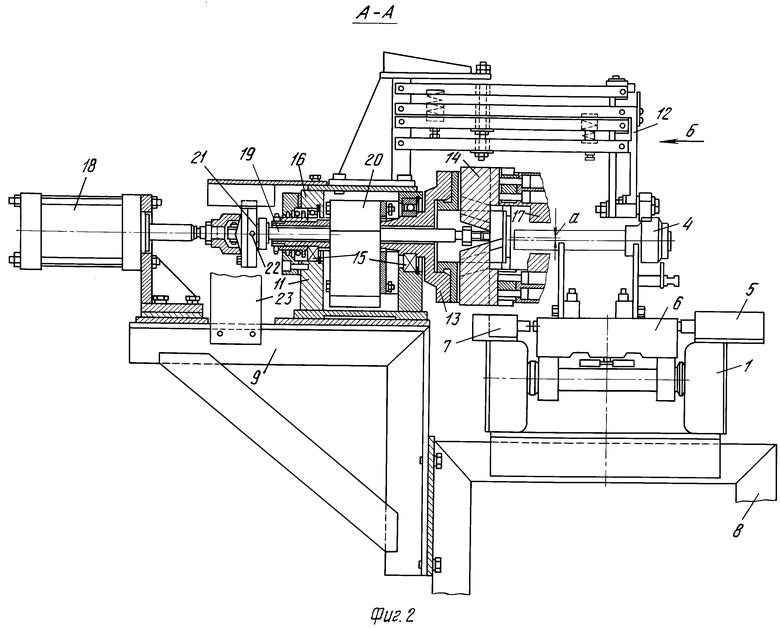
УЧАСТОК АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ ОБРАБОТКИ ВАЛОВ С ОБЛОЕМ, содержащий транспортирующее устройство, включающее раму и технологическое оборудование с ложементами для установки и зажима валов, расположенное вдоль транспортирующего устройства, отличающийся тем, что он снабжен устройством ориентации заготовки, установленным на раме транспортирующего устройства перед линией станков и выполненным в виде механизма зажима, подъема и поворота заготовки и механизма ощупывания заготовки, при этом механизм зажима, подъема и поворота заготовки выполнен, в свою очередь, в виде шпинделя с зажимным двухкулачковым патроном, ось вращения которого размещена выше оси перемещения заготовки, а механизм ощупывания заготовки выполнен в виде двух шарнирных параллелограммов, установленных с возможностью перемещения относительно друг друга, причем на одном из параллелограммов закреплены два ролика для взаимодействия с заготовкой и датчик, а на другом - один ролик и пластина, размещенная с возможностью взаимодействия с датчиком.
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
