Изобретение относится к прокатному производству и может быть использовано при прокатке на обжимных станах цилиндрических слитков из титановых сплавов.
Известен способ прокатки заготовок из цилиндрических слитков, при котором металл обжимают в двух взаимно перпендикулярных направлениях [1]. При этом прокатку осуществляют в условиях неравномерной деформации по высоте полосы, показателем которой служит фактор формы очага деформации - отношение длины очага деформации к средней высоте раската lд/hc.
Недостатком этого способа является низкий выход годного, так как прокатка в первых проходах с lд/hc = 0,27...0,35 приводит к развитию "утяжки" на торцах раската. При этом обжатия и соответственно углы захвата далеки от предельных. Кроме того, эффект выброса - большее развитие "утяжки" на заднем торце полосы, чем на переднем - при данных значениях lд/hc неизбежно приводит к развитию глубокой "утяжки" на торцах раската, что и определяет массу обрези.
Известен также способ прокатки цилиндрических слитков с получением промежуточных недокатов, при котором после получения недоката осуществляют обычную прокатку, а раскат задают в валки утолщенной частью [2].
Однако при этом лимитирующим фактором является захватывающая способность валков и величина обжатий не позволяет избежать торцовой утяжки, особенно при "выбросе" полосы из валков. Таким образом недостатком этого способа также является низкий выход годного.
Целью изобретения является повышение выхода годного при прокатке титановых сплавов за счет уменьшения концевой обрези.
Это достигается тем, что недокат получают с обжатием при угле захвата, соразмерном углу трения, и с длиной деформированной части, равной 1,5-2,0 длинам очага деформации, после чего устанавливают дополнительное обжатие величиной до 0,6 от первоначального и катают слиток на всю длину со стороны обжатого конца с этим суммарным обжатием.
Известно, что с увеличением отношения lд/hc утяжка, развивающаяся в данном проходе, уменьшается, особенно, при "выбросе" полосы из валков (эффект "выброса"), так как уменьшается неравномерность деформации по высоте полосы в очаге деформации. При увеличении обжатия в данном проходе увеличивается и отношение lд/hc, однако лимитирующим фактором в этом случае является захватывающая способность валков, а максимально возможный угол захвата определяется величиной угла трения при захвате.
Известно также, что максимальный угол захвата на реверсивных станах достигает 27-32o в зависимости от состояния поверхности валков и прокатываемой полосы.
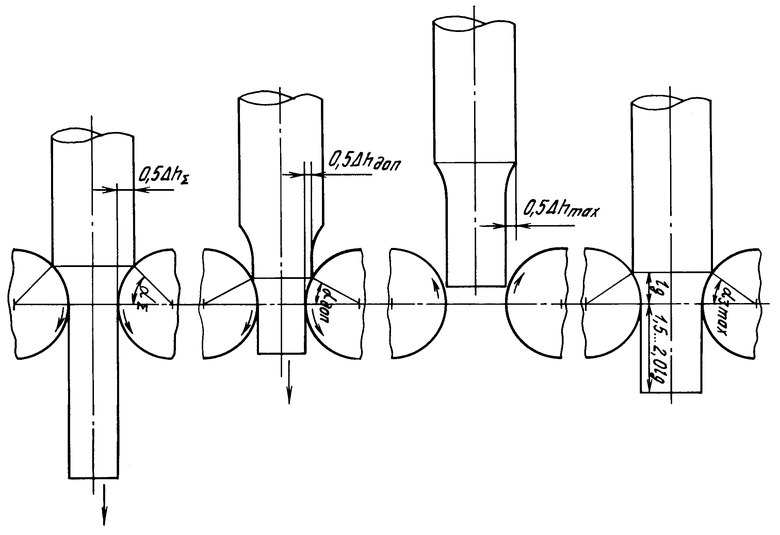
Способ иллюстрируется чертежом.
Прокатку начинают с максимальным обжатием, определяемым максимально возможным углом захвата, равным углу трения. Осуществив деформацию на длине, равной 1,5-2,0 lд, прокатку останавливают и возвращают недокат на переднюю сторону стана. Затем сведением валков устанавливают дополнительное обжатие величиной до 0,6 от первоначального и захватывают недокат со стороны обжатого конца с этим дополнительным обжатием. Прокатку ведут на всю длину слитка без остановки валков, при этом на участке длиной lд, (на расстоянии не менее 1,5 lд от переднего торца) обжатие возрастает от 0,6 до 1,6 максимально возможного при захвате. Последняя величина и определяет обжатие недеформированной части раската, включая задний торец раската (эффект "выброса").
П р и м е р. Слиток диаметром 750 мм прокатывают на стане 1250 с диаметром валков 1215 мм.
Установив максимально возможное обжатие (при захвате) 165 мм при растворе валков 585 мм (угол захвата равен 30o, а lд/hc = 0,48), захватывают слиток и прокатывают на длину 550 мм, что составляет 1,73 lд. При этом установлено, что дальнейшее увеличение обжатия (угла захвата) приводит к пробуксовкам - захвата не происходит.
Остановив прокатку и вернув недокат на переднюю сторону стана, устанавливают валки с раствором 490 мм, при этом дополнительное обжатие составит 95 мм (угол захвата равен 23o, lд/hc = 0,45). Затем захватывают обжатый конец недоката и прокатывают слиток на всю длину с этим раствором валков. При этом на длине 550 мм от переднего торца заготовки металл прокатывают с обжатием 95 мм, затем обжатие возрастает на участке длиной lд = 318 мм ("отпечаток" валков), на 165 мм и составит на оставшейся длине слитка 260 мм (95+165) при α = 38o, lд/hc = 0,64.
Таким образом, за один проход обжатие переднего торца (захват) осуществлено дважды при lд/hc = 0,48 и 0,45, а заднего торца (выброс) - однократно при lд/hc = 0,64 с суммарным обжатием 260 мм.
Целесообразность получения недоката с обжатием при угле захвата, соразмерном углу трения, определяется тем, что "утяжка" переднего торца при этом минимальна. При дополнительном обжатии величиной до 0,6 от первоначального процесс прокатки идет стабильно. Эта величина является границей стабильности, так как при установке дополнительного обжатия величиной более 0,6 от первоначального, например 0,61 или 0,65, наблюдаются пробуксовки - прокатка неосуществима.
При установке дополнительного обжатия меньшей величины прокатка также осуществляется стабильно, однако величина "утяжки" как на переднем торце так и, естественно, на заднем торце увеличивается.
Установлено, что длина деформированной части недоката должна быть не менее 1,5 lд. При получении по данному способу недоката с длиной деформированной части менее 1,5 lд, например 1,4...1,0 lд, процесс останавливается из-за пробуксовок.
Для гарантированного получения недоката с длиной деформированной части не менее 1,5 lд установлен интервал, равный 1,5-2,0 lд, что связано с быстродействием приводов механизмов реверсивной стана и технологичностью работы операторов.
Экспериментами показано, что процесс прокатки может быть остановлен с точностью расположения раската относительно вертикальной плоскости, соединяющей оси валков, ± 80 мм, что составляет ± 0,25 lд. Следовательно, процесс прокатки должен быть остановлен на длине от переднего торца, равной 1,75±0,25 lд, а длина деформированной части составит 1,5...2,0 lд. Увеличение этой длины нецелесообразно, так как увеличивается цикл прокатки.
Применение предложенного способа при прокатке слитков диаметром 750 мм на реверсивном стане 1250 позволило увеличить выход годного на 3,2% по сравнению с традиционной реверсивной прокаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ прокатки блюмов | 1988 |
|
SU1671382A1 |
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке на обжимных станах цилиндрических слитков из титановых сплавов. Способ прокатки заготовок на реверсивном стане включает обжатие металла валками с получением недоката. Недокат получают с обжатием при угле захвата, соразмерном углу трения, и с длиной деформированной части, равной 1,5-. . .2,0 длины очага деформации. После чего устанавливают дополнительное обжатие величиной до 0,6 от первоначального и катают слиток на всю длину со стороны обжатого конца с этим суммарным обжатием. 1 ил.
СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ НА РЕВЕРСИВНОМ СТАНЕ, включающий обжатие металла валками с получением недоката, отличающийся тем, что недокат получают с обжатием при угле захвата до 30o, соразмерном углу трения, и с длиной деформируемой части, равной 1,5 - 2,0 длинам очага деформации, а затем устанавливают дополнительное обжатие величиной до 0,6 первоначального и катают слиток на всю длину со стороны обжатого конца с соответствующим суммарным обжатием.
| Бахтинов В.Б | |||
| Прокатное производство | |||
| М.: Металлургия, 1987, с.165. |

