Изобретение относится к литейному производству и может быть использовано в черной и цветной металлургии для получения отливок, в частности, литых мелющих тел из высоколегированного чугуна.
Цель изобретения - повышение качества отливок путем интенсификации тепло-массообменных процессов в расплаве и увеличение срока службы литейной формы.
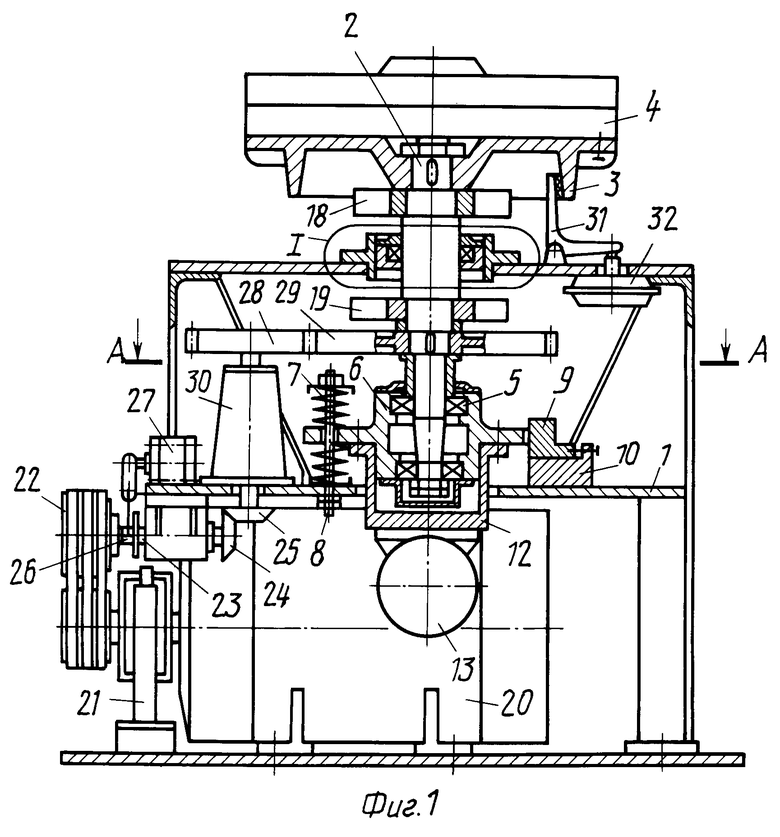
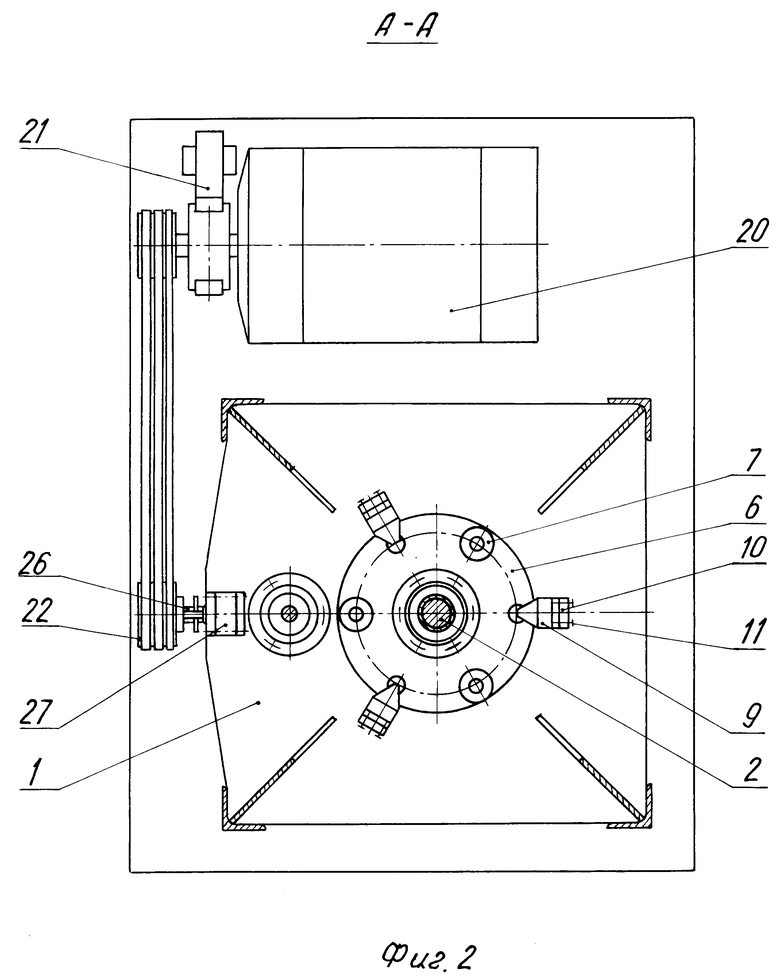
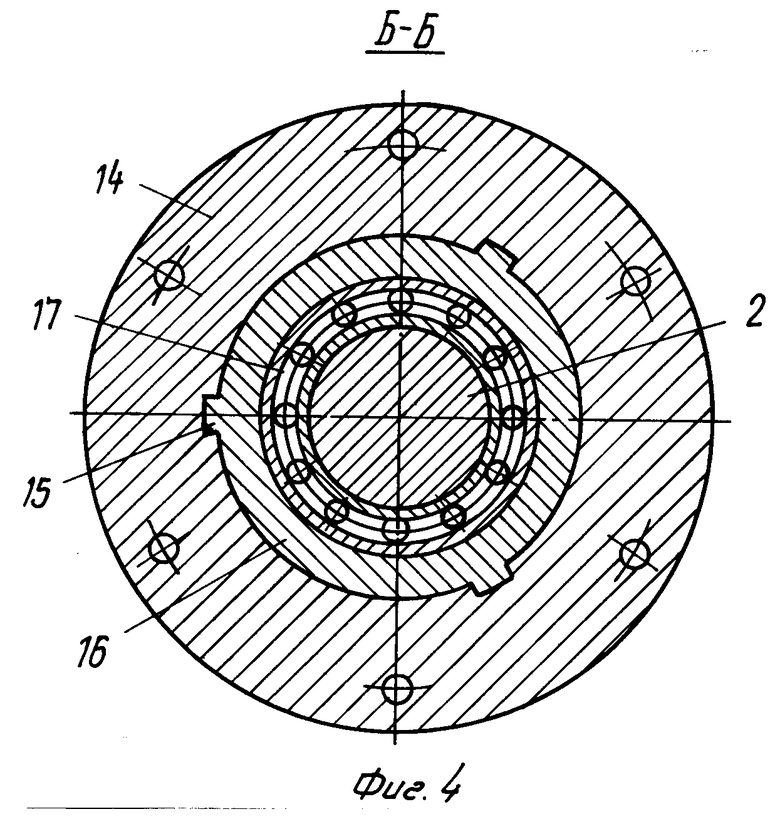
На фиг.1 изображена предлагаемая машина, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - узел I на фиг.1; на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 - теплоотвод, вид сверху.
Машина для получения отливок содержит раму 1, вертикальный вал 2 с установленным на нем рабочим столом 3 со сменяемой литейной формой 4. Нижний конец вала 2 с радиально-упорными подшипниками 5 размещен в подшипниковой опоре 6. Последняя связана с рамой 1 посредством упругой подвески 7, которая выполнена из трех пар пружин, установленных на торцовых поверхностях подшипниковой опоры 6, и шайб, соединенных шпильками 8, свободно размещенными в отверстиях подшипниковой опоры 6. Горизонтальные перемещения подшипниковой опоры 6 ограничены направляющими 9, установленными на опорах 10, которые жестко закреплены на раме 1 и регулируются болтами 11. К нижней торцовой поверхности подшипниковой опоры 6 прикреплен переход 12, на котором установлен виброисточник 13 вертикальных колебаний. Средняя часть вертикального вала оснащена подшипниковым узлом, состоящим из корпуса 14, который установлен на раме 1 и сопряжен шлицевым соединением 15 с корпусом 16, в котором расположен подшипник 17 качения, установленный на вертикальном валу 2. Там же расположены два теплоотвода 18. Крутящий момент от электродвигателя 20, который оснащен тормозом 21, передается через клиноременную передачу шкиву 22, свободно вращающемуся на валу 23 и передающему вращение паре конических шестерен 24 и 25 посредством сцепления 26, которое перемещается по шлицам вала 23 пневмоцилиндром 27. Далее крутящий момент через пару цилиндрических прямозубых колес 28 и 29 передается вертикальному валу 2. Шестерня 28 установлена на общей оси с конической шестерней 25 и расположена в корпусе 30. Торможение и остановка рабочего стола 3 с литейной формой 4 осуществляется тормозом 31, который управляется пневматическим устройством 32.
Способ осуществляют следующим образом.
Перед запуском машины сцепление 26 должно находиться в зацеплении со шкивом 22, а тормоз 31 должен быть свободным от зацепления с рабочим столом 3.
С пульта управления машины оператор запускает виброисточник 13 вертикальных колебаний, который передает знакопеременные нагрузки через переход 12 подшипниковой опоре 6, и благодаря упругой подвеске 7 передает эти колебания через подшипники 5 веpтикальному валу 2, рабочему столу 3 и, наконец, литейной форме 4. При этом в подшипниковом узле корпус 14 с подшипником 7 перемещается по шлицам 15 вдоль вертикальной оси машины с параметрами вибрации, задаваемыми виброисточником 13. Литейная форма 4 заполняется расплавом. По окончании заливки формы расплавом оператор включает электродвигатель 20 привода машины, крутящий момент от которого через клиноременную передачу, шкив 22, сцепление 26 последовательно передается паре конических шестерен 24 и 25, далее через вал в корпусе 30 - паре цилиндрических колес 28 и 29 и вертикальному валу 2. Так как колеса 28 и 29 выполнены прямозубыми, то их зубчатое зацепление позволяет колесу 29 передавать крутящий момент вертикальному валу 2 и одновременно совершать знакопеременные колебания, создаваемые виброисточником 13. По окончании времени кристаллизации отливок пневмоцилиндр 27 выводит сцепление 26 из зацепления со шкивом 22, пневматическое устройство 22 прижимает тормоз 21 к рабочему столу 3, останавливая его с литейной формой 4, а вращение электродвигателя 20 прекращается тормозом 21. Виброисточник 13 вертикальных колебаний отключается. Отливки извлекаются из литейной формы 4. Тормоз 21 освобождает рабочий стол 3, а сцепление 26 входит в зацепление с шкивом 22. Машина готова к следующему циклу. Отвод тепла от вертикального вала 2 осуществляется теплоотводами 18 и 19, при вращении которых происходит усиленный отток тепла от вала к радиальным пластинам и через наружную поверхность в окружающее пространство. Теплоотводы отлиты из меди. Жесткость упругой подвески 7 может изменяться сжатием пружин посредством гаек, установленных на концах шпильки 8.
Скорость и продолжительность вращения литейной формы, а также частота и амплитуда вибрации зависит от химического состава расплава, температуры заливки и времени полной кристаллизации расплава, а также от геометрической формы получаемой отливки и от ее расположения относительно оси вращения формы.
П р и м е р. Согласно изобретению отливают мелющие тела шаровидной формы в металлической литейной форме с вертикальной осью вращения. Диаметр отливаемых мелющих тел 70, 60, 50, 40 и 30 мм из высоколегированного чугуна с химическим составом, мас.%: углерод 0,8-3,1; кремний 0,4-0,9; марганец 3,8-5,0; хром 15-20; сера и фосфор до 0,1 каждого. Металлическая литейная форма диаметром 700 мм.
Литейную форму подвергают воздействию вертикальных колебаний с частотой 49 Гц и амплитудой 0,25 мм, что соответствует ускорению в 2,4 g и заливают расплав с температурой 1430оС в течение 15 с, температура формы 300оС. После заливки расплава сразу включают привод вращения формы, скорость вращения которой доводят до 380 об/мин, что соответствует месторасположению шаровой отливки диаметром 30 мм, формируемой центробежным способом. Далее скорость вращения литейной формы ступенчато увеличивают в соответствии с радиусом расположения отливок диаметром 40, 50, 60 и 70 мм и доводят до 780 об/мин. Это соответствует внутреннему радиусу кольцевого литника, формирующего отливки диаметром 70 мм. При этом форма беспрерывно подвергается воздействию знакопеременных нагрузок. Общее время вибрации - 4,5 мин, что соответствует времени полной кристаллизации отливок. После этого группа тел, расположенных на кольцевом литнике, извлекается из формы и цикл работы повторяется.
Технологическая операция воздействия вибрационных нагрузок на расплав в процессе заполнения им литейной формы, а после ее заполнения воздействие на расплав одновременно вибрационных и центробежных нагрузок до полной кристаллизации расплава имеет следующие преимущества по сравнению с аналогичной операцией заполнения расплавом вращающейся литейной формы и кристаллизации расплава в поле центробежных сил: перевод вязких высоколегированных расплавов в жидкотекучее состояние, что особенно важно при литье фасонных изделий; дегазация расплава и отвод газов через вентиляционные каналы, выполненные в литейной форме; значительное уменьшение износа литниковых каналов при заполнении полостей формы расплавом, что увеличивает срок службы металлических литейных форм; во время кристаллизации расплава создается мелкозернистая равноосная структура отливок по всему объему; повышается плотность отливок.
Возможность вращения рабочего стола с литейной формой в горизонтальной плоскости при одновременном совершении ими знакопеременных колебаний в вертикальной плоскости позволит интенсифицировать тепло-массообменные процессы в расплаве и создать условия для образования плотной мелкозернистой структуры отливок по всему объему, что повысит качество отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМИРОВАНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2585881C2 |
| Устройство для агрегирования стекольной шихты | 1982 |
|
SU1039901A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЕВЫХ ПЛАСТИН ОБЛЕГЧЕННОЙ КОНСТРУКЦИИ И РАЗБОРНАЯ ЛИТЕЙНАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2026141C1 |
| СПОСОБ ЛИТЬЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2218239C2 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| Автоматическая литейная линия | 1983 |
|
SU1180156A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2019 |
|
RU2718038C1 |


Использование: в литейном производстве, в частности, для получения литых мелющих тел из высоколегированных чугунов. Сущность изобретения: заполнение формы расплавом осуществляют при постоянном воздействии на него только вибрационных нагрузок, а после заполнения формы расплавом формирование отливок осуществляют в поле центробежных сил при одновременном воздействии вибрационных нагрузок до полной кристаллизации расплава. Машина содержит рабочий стол (РС) с литейной формой (ЛФ), установленной на вертикальном валу (ВВ), нижний конец которого расположен в подшипниковой опоре (ПО), на которой установлен виброисточник вертикальных колебаний (ВВК). При запуске ВВК передает знакопеременные нагрузки ПО, ВВ, РС и ЛФ, которая заполняется расплавом. По окончании заливки включается электродвигатель, крутящий момент передается ВВ. После завершения кристаллизации пневматическое устройство прижимает тормоз к РС, отключается ВВК, останавливается электродвигатель. Отливки извлекаются из ЛФ. 2 с. и 5 з.п. ф-лы, 5 ил.
СПОСОБ ЕРЫКАЛОВА Е А ПОЛУЧЕНИЯ ОТЛИВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Центробежная литейная машина | 1988 |
|
SU1639883A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
