1
Изобретение относится к литейному производству, а конкретнее к автоматическим литейным линиям для производства отливок центробежным способом.
Цель изобретения - повьшение надежности линии, снижение энергетических затрат и затрат на обслуживание .
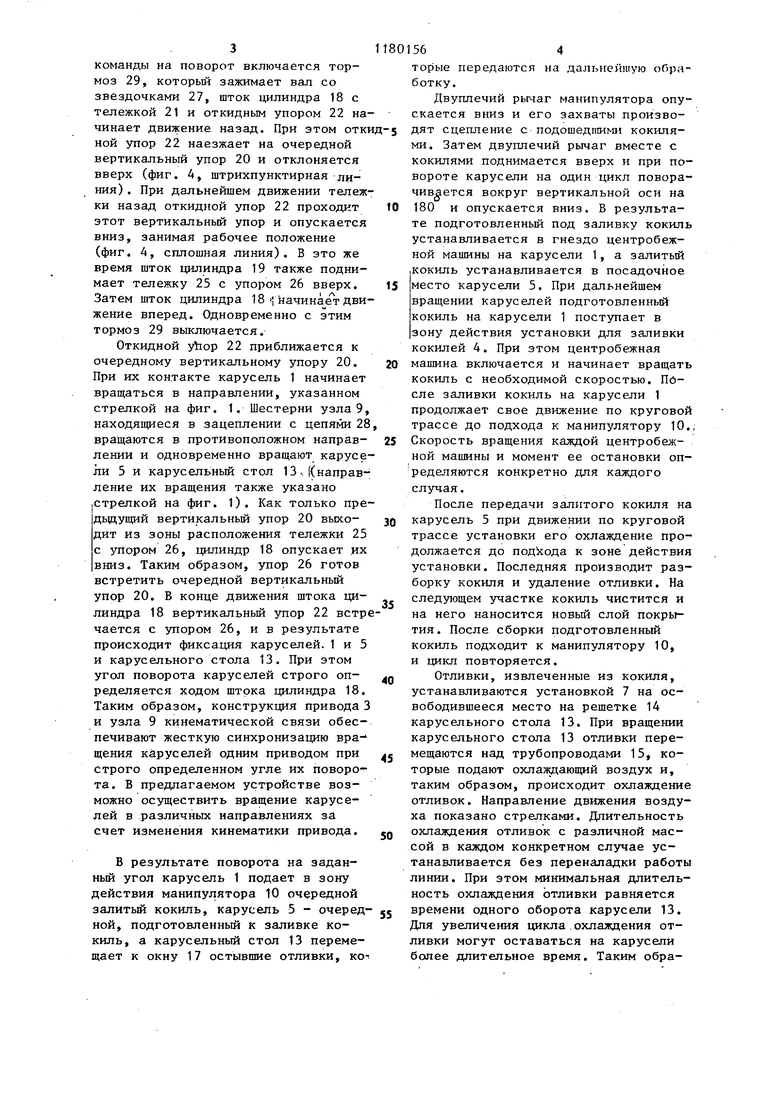
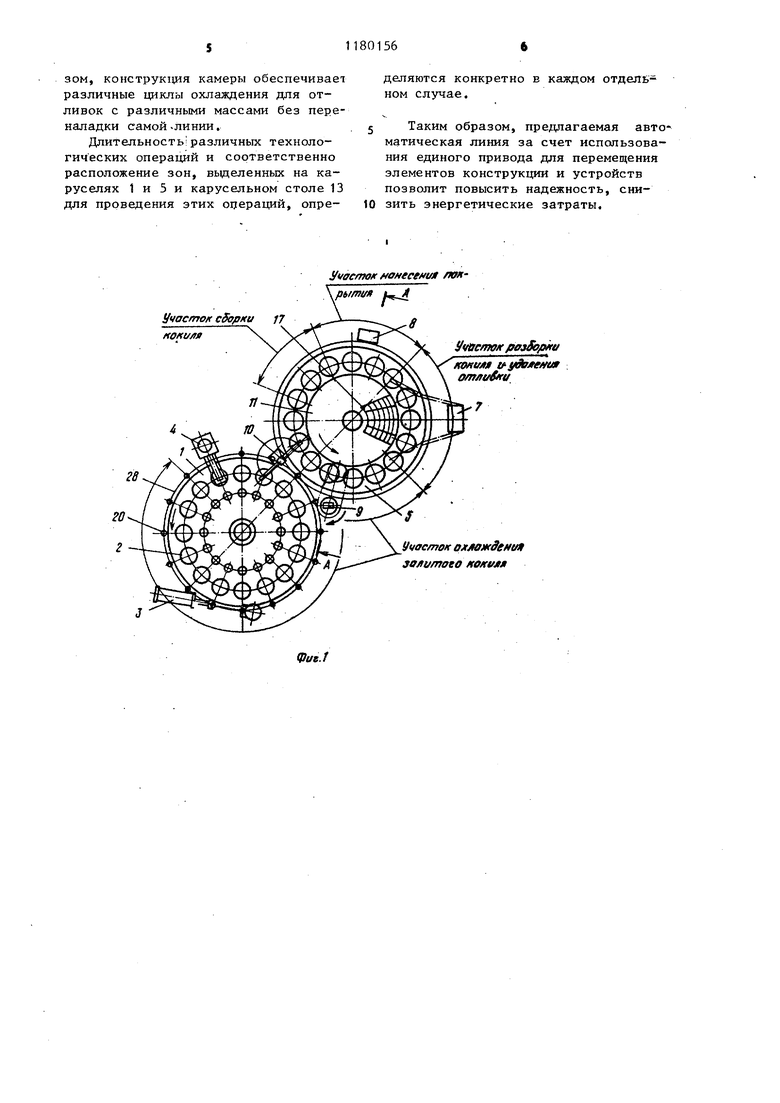
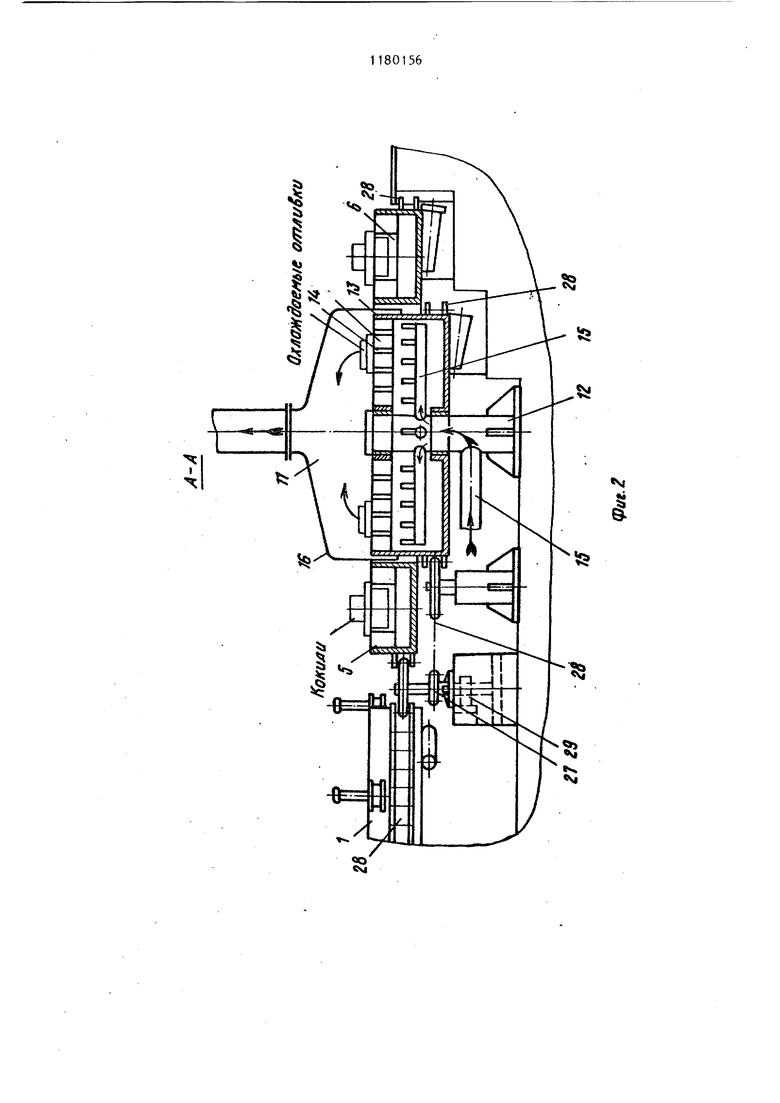
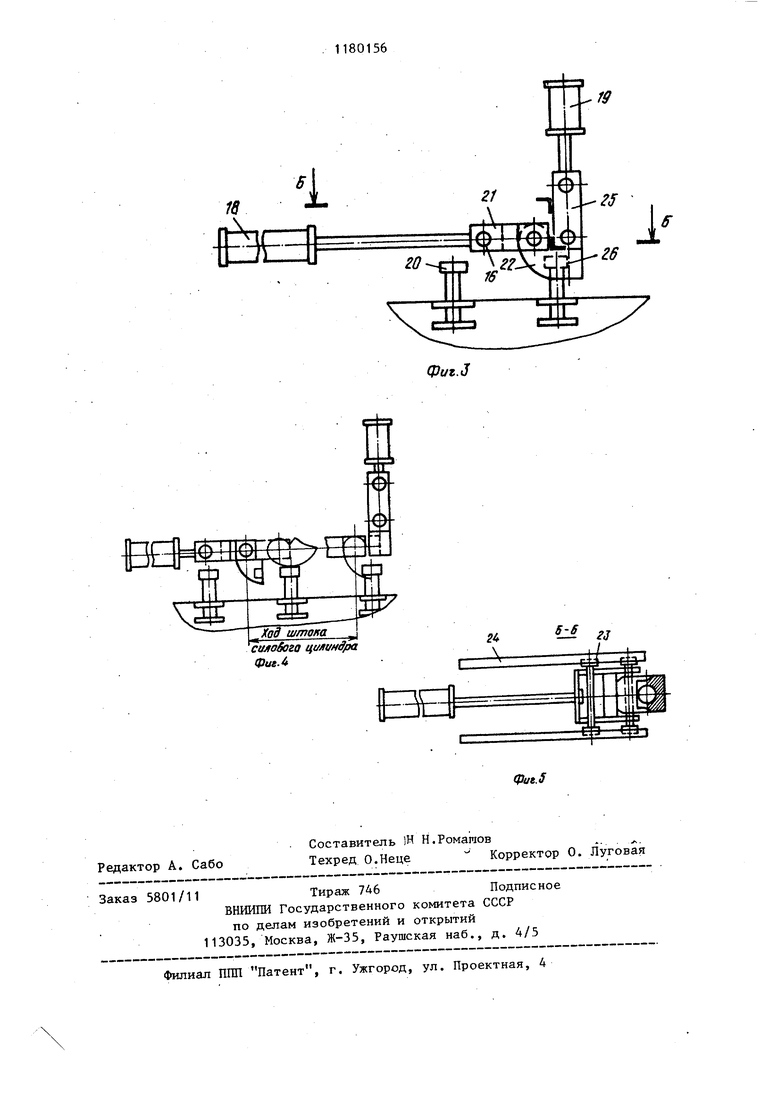
На фиг, 1 показан один из вариантов линии, план; на фиг, 2 - сечение А-А на фиг, 1; на фиг. 3 - общий привод поворота каруселей линии, вертикальные упоры зажаты; на фиг. 4 - то же,вертикальные.упоры освобождены; на фиг. 5 - сечение Б-Б на фиг. 3.
Автоматическая литейная линия для центробежного литья деталей состоит из карусели 1 с центробежными машинами 2, единым приводом 3 поворота и установкой 4 для заливки кокилей, дополнительной карусели 5 с посадочньми местами 6 для кокилей, установки 7 для разборки кокилей и извлечения отливок и установки 8 для нанесения покрытия на рабочую поверхность кокилей 5, узла 9 кинематической связи каруселей,, манипулятора 10 для перестановки залитых кокилей с карусели 1 на карусель 5 и подготовленных кокилей с карусели 5 на карусель 1, камеры охлаждения отливок 11, состоящей из расположенного соосно с дополнительной каруселью и установленного на вертикальной опоре 12 карусельного стола 13 с решетками. 14 для установки охлаждаемьк отливок и оборудованного трубопроводами 15 для подвода охладителя, например воздуха,.к отливкам, кожухом 16 для удаления охладителя из камеры охлаждения.
Вертикальная опора 12 служит как фиксирующей осью, вращения ка1 усельного стола 13, так и трубопроводом для прохода охладителя. В кожухе 16 выполнено окно 17, расположенное в зоне разборки кокилей и удаления отливок дополнительной карусели 5. Это окно позволяет устанавливать на решетки 14 отливки для охлаждения и извлекать их после завершения охлаждения. Диаметры карусели, а также их взаимное расположение и размеры, количество центробежньгх машин и мест для кокилей определяются отдельно для каждого случая.
1562
Привод линии содержит горизонтальньм силовой цилиндр 18, который осуществляет поворот карусели 1 через узел 9 кинематической связи, карусели 5, карусельного стола 13 и манипулятора 10, вертикальньй цилиндр 19, который обеспечивает в необходимые моменты подъем или опускание упора в ряд вертикальных упоров 20, расположенных по ободу карусели 1. Их
количество определяется числом центробежных машин, установленных на карусели.
К штоку цилиндра 18 присоединена
тележка 21 с откидным упором 22. Для разгрузки штока цилиндра от изгибающих усилий колеса 23 тележки движутся по направляющим 24. К штоку цилиндра 19 также присоединена тележка 25 с упором 26, и колеса этой тележки также движутся по своим направляющим. Откидной упор 22 и упор 26 имеют внутри фигурные выточки, которыми в сборе на позиции фиксирования каруселей они зажимают головки вертикальных упоров 20. Силовой цилиндр 18 и вертикальные упоры 20 располагаются у наружного обода карусели 1. При этом расстояние от центра
Ьращения карусели 1 до силового цилиндра превьппает радиус окружности расположения масс центробежных машин с кокилями и отливками. В результате окружное усилие, которое
необходимо получить от цилиндра 18, значительно меньше окружного усилия, необходимого для привода, расположенного около вертикальной опоры карусели. Это позволяет использовать
один общий привод для вращения всех каруселей линии.
Узел 9 кинематической связи включает звездочки 27, расположенные на вертикальных валах, цепи 28, находящиеся на ободах каруселей 1, 5 и 13 и звездочках, а также тормоз 29, производящий фиксирование звездочек, а соответственно, и каруселей.
Автоматическая линия работает следующим образом.
В начальньш перед получением команды на вьшолнение поворота каруселей на один шаг штоки цилиндров 18 и 19 вьщвинуты и упоры 22 и 26
своими фигурными выточками зажимают вертикальный упор 20.
Карусели 1 и 5 и карусельньй стол 13 неподвижны. При поступлении 3 команды на поворот включается тормоз 29, который зажимает вал со звездочками 27, шток цилиндра 18 с тележкой 21 и откидным упором 22 на чинает движение назад. При этом отк ной упор 22 наезжает на очередной вертикальный упор 20 и отклоняется вверх (фиг. 4, штрихпунктирная линия) . При дальнейшем движении тележ ки назад откидной упор 22 проходит этот вертикальный упор и опускается вниз, занимая рабочее положение (фиг. 4, сплошная линия). В это же время шток цилиндра 19 также поднимает тележку 25 с упором 26 вверх. Затем шток цилиндра 18 f начинает дви жение вперед. Одновременно с этим тормоз 29 выключается. Откидной yhop 22 приближается к очередному вертикальному упору 20. При их контакте карусель 1 начинает вращаться в направлении, указанном стрелкой на фиг. 1. Шестерни узла 9 находящиеся в зацеплении с цепями 28 вращаются в противоположном направлении и одновременно вращают карусе ли 5 и карусельный стол 13 .. ((направление их вращения также указано .стрелкой на фиг. 1). Как только пре дьщущий вертикальньм упор 20 выходит из зоны расположения тележки 25 с упором 26, цилиндр 18 опускает их вниз. Таким образом, упор 26 готов встретить очередной вертикальный упор 20. В конце движения штока цилиндра 18 вертикальный упор 22 встр чается с упором 26, и в результате происходит фиксация каруселей.1 и 5 и карусельного стола 13. При этом угол поворота каруселей строго определяется ходом штока цилиндра 18. Таким образом, конструкция привода 3 и узла 9 кинематической связи обеспечивают жесткую синхронизацию вра- щения каруселей одним приводом при строго определенном угле их поворота. В предлагаемом устройстве возможно осуществить вращение каруселей в различных направлениях за счет изменения кинематики привода. В результате поворота на заданный угол карусель 1 подает в зону действия манипулятора 10 очередной залитый кокиль, карусель 5 - очеред ной, подготовленный к заливке кокиль, а карусельный стол 13 перемещает к окну 17 остывшие отливки, ко 564 торые передаются на дальнейшую обработку. Двуплечий рычаг манипулятора опускается вниз и его захваты производят сцепление с подошедшими кокилями. Затем двуплечий рычаг вместе с кокилями поднимается вверх и при повороте карусели на один цикл поворачив ется вокруг вертикальной оси на 180 и опускается вниз. Б результате подготовленный под заливку кокиль устанавливается в гнездо центробежной машины на карусели 1, а залитый кокиль устанавливается в посадочное место карусели 5. При дальнейшем вращении каруселей подготовленный кокиль на карусели 1 поступает в зону действия установки для заливки кокилей 4. При этом центробежная машина включается и начинает вращать кокиль с необходимой скоростью. П6сле заливки кокиль на карусели 1 продолжает свое движение по круговой трассе до подхода к манипулятору 10., Скорость вращения каждой центробежной машины и момент ее остановки определяются конкретно для каждого случая. После передачи залитого кокиля на карусель 5 при движении по круговой трассе установки его охлаждение продолжается до подхода к зоне действия установки. Последняя производит разборку кокиля и удаление отливки. На следующем участке кокиль чистится и на него наносится новьш слой покрытия. После сборки подготовленный кокиль подходит к манипулятору 10, и цикл повторяется. Отливки, извлеченные из кокиля, устанавливаются установкой 7 на освободившееся место на решетке 14 карусельного стола 13. При вращении карусельного стола 13 отливки перемещаются над трубопроводами 15, которые подают охлавдающий воздух и, таким образом, происходит охлаждение отливок. Направление движения воздуха показано стрелками. Длительность охлаждения отливок с различной массой в каждом конкретном случае устанавливается без переналадки работы линии. При этом минимальная длительность охлаждения отливки равняется времени одного оборота карусели 13. Для увеличения цикла.охлаждения отливки могут оставаться на карусели более длительное время. Таким образом, конструк1Ц1я камеры обеспечивает различные циклы охлаждения для отливок с различными массами без переналадки самой-линии.
Длительность различных технологических операций и соответственно расположение зон, вьщеленных на каруселях 1 и 5 и карусельном столе 13 для проведения этих операций, определяются конкретно в каждом отдельном случае.
Таким образом, предлагаемая автоматическая линия за счет использования единого привода для перемещения элементов конструкции и устройств позволит повысить надежность, снизить энергетические затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Карусельная кокильная машина | 1975 |
|
SU530742A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Карусельная кокильная машина | 1980 |
|
SU925541A1 |
| Карусельная кокильная машина | 1978 |
|
SU749559A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЧУШЕК | 2010 |
|
RU2417132C1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Автоматическая линия кокильного литья | 1978 |
|
SU768549A1 |
1. АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ ЛИНИЯ, содержащая приводную карусель с размещенными на ней центробежными машинами, разливочное устройство, манипулятор, участок подготовки кокилей и камеру охлаждения отливок с кожухом и трубопроводом подвода охладителя, отличающаяся тем, что, с целью повышения надежности линии, снижения энергетических затрат и затрат на обслуживание, она снабжена вертикальной опорой, внутри которой установлены трубопроводы подвода охладителя, а участок подготовки кокилей выполнен в ви,че дополнительной карусели с посадочными местами для кокилей, камера охлаждения выполнена в виде решетчатого карусельного стола, соосно расположенного внутри дополнительной карусели и установленного на вертикальной опоре, при этом дополнительная карусель, карусельный стол камеры охлаждения и манипулятор кинематически связаны с приводной каруселью центробежных I машин. 2. Линия поп.1,о тл ич акгща я -. (Л с я тем, что привод карусели выполнен в виде горизонтального и вертикального силовых цилиндров, штоки которых имеют упоры, вертикальных упоров, установленных на ободе одной из каруселей, взаимодействующих с упорами силовых цилиндров, и узла кинемати00 ческой связи, установленного между каруселями. ел О)
HvacmoK донесения тярытия yus
/7
8
yiMcmotf posJhftfra
яояиля tf ySoMffot omauffru
Участок охла((денм золитоео ffOfti/ji
«Ч, ctuoSoza цилиндра ФшЛ
f9
Фиг.З вэ
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 0 |
|
SU407641A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
