Изобретение относится к получению алкил-трет-алкиловых эфиров, используемых в качестве высокооктановых добавок к моторным топливам или для выделения изоалкенов из углеводородных смесей.
Известен способ получения алкил-трет-алкиловых эфиров контактированием алифатического спирта и изоолефина, осуществляемый в реакционно-ректификационном аппарате на сульфокатионитном катализаторе в присутствии третичного спирта, содержащего 4-6 углеводородных атомов [1].
Однако введение третьего компонента требует дополнительных затрат на его выделение и, кроме того, на его очистку от накапливавшихся примесей (олигомеров, изоалкенов и т.п.).
Наиболее близким к предлагаемому является способ получения алкил-трет-алкиловых эфиров взаимодействием изоолефина и алифатического спирта, в котором процесс осуществляют в реакционно-ректификационном аппарате на сульфокатионитном катализаторе [2], где вместо третичного спирта используют тот же первичный или вторичный спирт, что и для синтеза алкил-трет-алкилового эфира и поддерживают концентрацию этого спирта во флегмовом потоке на уровне 2-20 мас.%. Изоолефинсодержащую фракцию подают под слой катализатора. Температура ее обычно составляет 65-75оС, и она примерно равна температуре реактора в точке ввода.
Указанный способ обладает, однако, рядом недостатков.
При подаче сырья, содержащего до 50 мас.% изобутена, в паровой фазе под слой катализатора в нижней части катализатора возникает "горячая" точка, температура в которой превышает 90оС. Для снижения температуры до 80-85оС, максимальной рекомендуемой в условиях синтеза МТБЭ, требуется увеличение расхода флегмы для съема тепла. Подача сырья в жидкой фазе под слой катализатора не оказывает влияния на снижение температуры горячей точки и приводит лишь к увеличению расхода пара для обогрева колонны. При высокой температуре имеют место "спекание" катализатора и вынужденный останов реактора на перегрузку.
Для эффективного управления режимом работы процесс приходится вести с избытком подачи флегмы, что создает высокую энергоемкость. Кроме того, требуются специальные блокировки, обеспечивающие останов реактора при завышении температуры более 85оС.
Указанные факторы приводят к изменению структуры катализаторного слоя в процессе его работы, возникновению в нем тепловых и концентрационных неоднородностей и в результате к снижению выхода целевого продукта и повышению энергозатрат. Целью изобретения является снижение энергозатрат и повышение выхода целевого продукта за счет более стабильной работы катализатора.
Указанная цель достигается предполагаемым способом получения алкил-трет-алкиловых эфиров взаимодействием углеводородной фракции, содержащей С4-С5 изоолефины, с С1-С4 спиртом в присутствии ионитного катализатора при повышенных температуре и давлении, осуществляемым в аппарате, включающем реакционную и верхнюю и нижнюю ректификационные зоны при подаче 30-90% от общего количества изоолефинсодержащей фракции в жидкой фазе в реакционную зону на высоту 20-60% от высоты слоя катализатора. Остальное количество изоолефинсодержащей фракции подают в верхнюю часть нижней ректификационной зоны.
Температура углеводородного потока в зону реакции может совпадать с температурой углеводородного потока в ректификационную зону и составлять 65-75оС.
Возможна подача углеводородного питания в реакционную зону при 30-50оС.
Положительный эффект предполагаемого изобретения связан, по-видимому, с влиянием точки ввода углеводородов на концентрационный профиль компонентов реакционной смеси по высоте катализаторного слоя, с нивелированием концентрационных и тепловых неоднородностей, улучшением условий работы катализатора. Снижение температуры углеводородного питания оказывает аналогичное влияние.
При подаче в зону реакции меньше 30% углеводородов или при высоте точки ввода углеводородов в эту зону меньше 20% высоты слоя катализатора достигаемый положительный эффект незначителен.
При вводе изоолефинсодержащей фракции в зону реакции на высоту более 60% от высоты катализаторного слоя наблюдается резкое увеличение проскока изоолефина в дистиллат и снижение конверсии по целевому продукту.
При подаче в реакционную зону более 90% углеводородов становится незначительным их количество, подаваемого под слой катализатора, и выполняющее роль флегмы для нижней ректификационной зоны. В результате снижается эффективность работы этой зоны.
Температура углеводородного питания ниже 30оС приводит к значительному увеличению проскока углеводородов в куб аппарата. При температуре этого потока выше 50оС положительный эффект, достигаемый за счет данного приема, незначителен.
Отличием предполагаемого способа от прототипа является подача от 30 до 90% изоолефинсодержащей фракции в зону реакции на высоту 20-60% от высоты слоя катализатора, а также возможность использования этого потока при 30-50оС.
В патентной и научно-технической литературе не известен способ получения алкил-трет-алкиловых эфиров с использованием указанных приемов, поэтому мы считаем, что предложенное техническое решение отвечает критерию "существенные отличия".
П р и м е р 1 (сравнительный). Синтез МТБЭ осуществляют в реакторе реакционно-ректификационного типа, состоящем из трех функциональных зон: верхней ректификационной, средней реакционной (заполненной катализатором) и нижней ректификационной. Внутренний диаметр аппарата составляет 200 мм, общая высота - 16 м. Катализатор - сульфированный сополимер стирола с дивинилбензолом, сформованный с полиэтиленом методом экструзии. Соотношение сополимера и полиэтилена 70: 30 по массе. Температура в слое катализатора 60-70оС, давление 8,5 ата. Флегмовое число 1,25 25 кг/ч С4 углеводородной фракции, содержащей 18% изобутилена, непрерывно подают в реакционно-ректификационный аппарат непосредственно под слой катализатора. Противотоком к фракции углеводородов С4 на слой катализатора подают 3,1 кг метанола t углеводородного сырья 65-75оС.
По истечении 1000 ч работы:
из верхней части верхней ректификационной зоны отбирают 21,2 кг фракции, содержащей 0,5 мас.% изобутилена и 2,9 мас.% метанола; из куба реактора выводят 6,9 кг продукта, содержащего (в мас.%: 0,1 C4 углеводородов, 0,6 метанола, 97,9 МТБЭ, 0,5 ТМК, 0,9 димеров изобутилена.
Конверсия изобутилена 97,6%.
Селективность по МТБЭ 97,8%.
По истечении 5000 ч работы:
из верхней части верхней ректификационной зоны выводят 21,4 кг фракции, содержащей 1,5 мас.% изобутилена и 2,8 мас.% метанола;
из куба реактора отбирается 6,7 кг продукта, содержащего (в мас.%): 0,2 углеводородов С4, 3,0 метанола, 94,7 МТБЭ, 0,6 ТМК, 1,5 димеров изобутилена.
Конверсия изобутилена 92,9%.
Селективность по МТБЭ 96,6%.
По истечении 8000 ч работы:
из верхней части реактора отбирают 21,7 кг фракции, содержащей 3,5% изобутилена и 2,3% метанола;
из куба реактора выводят 6,4 кг продукта, содержащего (в мас.%) 0,2 С4 углеводородов, 10,9 метанола, 83,3 МТБЭ, 0,6 ТМК, 5,0 димеров.
Конверсия изобутилена 83,1%.
Селективность по МТБЭ 90,7%.
П р и м е р 2. Синтез МТБЭ осуществляют, как в примере 1, но углеводородный поток делят на две части, одна из которых составляет 30% от общей массы и подается при 65-75оС в слой катализатора в точку, расположенную на высоте, составляющей 55-60% высоты катализаторного слоя, считая от его нижней границы. Остальная часть углеводородного питания подается под слой катализатора. Противотоком к фракции углеводородов С4 на слой катализатора подается 3,1 кг метанола. Флегмовое число 1,0.
По истечении 1000 ч работы:
из верхней части реактора выводится 21,1 кг фракции, содержащей 0,6 мас.% изобутилена и 2,4 мас.% метанола;
из куба реактора выводится 7,0 кг продукта, содержащего 0,2% углеводородов С4, 1,9% метанола, 97,0% МТБЭ, 0,4% димеров изобутилена, 0,5 ТМК.
Конверсия изобутилена 97,2%.
Селективность по МТБЭ 98,8%.
По истечении 5000 ч работы:
из верхней части выводится 21,3 кг фракции, содержащей 1,3 мас.% изобутилена и 2,5 мас.% метанола;
из куба реактора выводится 6,8 кг продукта, содержащего: 0,2% углеводородов С4, 2,6% метанола, 0,6% ТМК, 95,8% МТБЭ 0,8% димеров.
Конверсия изобутилена 94,0%.
Селективность по МТБЭ 98,0%.
По истечении 8000 ч работы:
из верхней части реактора выводится 21,5 кг фракции, содержащей 3,0 мас.% изобутилена и 2,7 мас.% метанола;
из куба реактора выводится 6,6 кг продукта, содержащего 0,2 мас.% углеводородов С4, 6,4 мас.% метанола, 90,5 мас.% МТБЭ, 0,6 мас.% ТМК, 2,3 мас.% димеров изобутилена.
Конверсия изобутилена 88,5%.
Селективность по МТБЭ 95,5%.
П р и м е р 3. Синтез МТБЭ осуществляется, как в примере 2, но верхняя часть углеводородного питания содержит 50% от общей массы и подается в точку на высоту, составляющую 35-40% высоты катализаторного слоя, считая от его нижней границы. Флегмовое число 1,1.
По истечении 1000 ч работы:
из верхней части реактора выводится 21,1 кг продукта, содержащего 0,5 мас.% изобутилена и 2,6 мас.% метанола;
из куба реактора выводится 7,0 кг продукта, содержащего 0,2 мас.% углеводородов С4, 1,3 мас.% метанола, 98,0 мас.% МТБЭ, 0,3 мас.% ТМК, 0,2 мас.% димеров изобутилена.
Конверсия изобутилена 97,8%.
Селективность по МТБЭ 99,3%.
По истечении 5000 ч работы:
из куба реактора выводится 6,8 кг продукта, содержащего 0,2 мас.% углеводородов С4, 0,6 мас.% метанола, 98,3 мас.% МТБЭ, 0,5 мас.% ТМК, 0,4 мас.% димеров изобутилена;
из верхней части выводится 21,3 кг продукта, содержащего 0,9 мас.% изобутилена и 3,0 мас.% метанола.
Конверсия изобутилена 95,7%.
Селективность по МТБЭ 98,8%.
По истечении 8000 ч работы:
из верхней части реактора выводится 21,5 кг продукта, содержащего 2,0% изобутилена и 2,8 мас.% метанола;
из куба реактора выводится 6,6 кг продукта, содержащего 0,2 мас.% углеводородов С4, 3,7 мас.% метанола, 94,7 мас.% МТБЭ, 0,4 мас.% ТМК, 1,0 мас.% димеров изобутилена.
Конверсия изобутилена 90,4%.
Селективность по МТБЭ 97,8%.
П р и м е р 4. Синтез МТБЭ осуществляется, как в примере 2, но верхняя часть углеводородного питания содержит 90% от общей его массы и подается в точку на высоту, составляющего 20-25% от высоты катализаторного слоя, считая от его нижней границы. Флегмовое число 1,20.
По истечении 1000 ч работы:
из верхней части реактора выводится 21,2 кг фракции, содержащей 0,5 мас.% изобутилена и 3,0 мас.% метанола;
из куба реактора выводится 6,9 кг продукта, содержащего 0,2 мас.% углеводородов С4, 0,3 мас.% метанола, 98,2 мас.% МТБЭ, 0,5 мас.% ТМК, 0,8 мас.% димеров изобутилена.
Конверсия изобутилена 97,7%.
Селективность по МТБЭ 98,1%.
По истечении 5000 ч работы:
из верхней части реактора выводится 21,4 кг фракции, содержащей 1,4 мас.% изобутилена и 2,9 мас.% метанола;
из куба реактора выводится 6,7 кг продукта, содержащего 0,2 мас.% углеводородов С4, 2,2 мас.% метанола, 95,7 мас.% МТБЭ, 0,6 мас.% ТМК, 1,3 мас.% димеров изобутилена.
Конверсия изобутилена 93,4%.
Селективность по МТБЭ 97,1%.
По истечении 8000 ч работы:
из верхней части реактора выводится 21,7 кг фракции, содержащей 2,8 мас.% изобутилена и 2,8 мас.% метанола,
из куба реактора выводится 6,4 кг продукта, содержащего 0,2 мас.% углеводородов С4, 7,2 мас.% метанола, 87,9 мас.% МТБЭ, 0,6 мас.% ТМК, 4,1 мас.% димеров изобутилена.
Конверсия изобутилена 86,3%.
Селективность по МТБЭ 92,2%.
П р и м е р 5. Синтез МТБЭ осуществляют, как в примере 3, но верхняя часть углеводородного питания (50% от его общей массы) подается с t=30oC.
По истечении 1000 ч работы:
из верхней части реактора выводится 21,0 кг продукта, содержащего 0,5 мас.% изобутилена и 2,5 мас.% метанола;
из куба реактора выводят 7,4 кг смеси, содержащей 1,5 мас.% углеводородов С4, 97,2 мас.% МТБЭ, 1 мас.% метанола, 0,2 мас.% ТМК, 0,1 мас.% димеров изобутилена.
Конверсия изобутилена 97,8%.
Селективность по МТБЭ 99,7%.
Через 5000 ч работы:
из верхней части выводится 21,2 кг продукта, содержащего 0,9 мас.% изобутилена и 2,9 мас.% метанола;
из куба реактора выводится 6,9 кг продукта, содержащего 1,5 мас.% углеводородов С4, 0,5 мас.% метанола, 97,3 мас.% МТБЭ, 0,4 мас.% ТМК, 0,3 мас.% димеров изобутилена.
Конверсия изобутилена 95,7%.
Селективность по МТБЭ 99,2%.
Через 8000 ч работы:
из верхней части реактора выводится 21,4 кг продукта, содержащего 2,0 мас.% изобутилена и 2,7 мас.% метанола;
из куба реактора выводится 6,7 кг продукта, содержащего 1,5 мас.% углеводородов С4, 3,8 мас.% метанола, 93,5 мас.% МТБЭ, 0,4 мас.% ТМК, 0,8 мас.% димеров изобутилена.
Конверсия изобутилена 90,4%.
Селективность по МТБЭ 98,0%.
П р и м е р 6. Синтез МТБЭ осуществляют, как в примере 3, но верхняя часть углеводородного питания (50% от общей массы) подается с t=50oC.
Через 1000 ч работы:
из верхней части реактора выводится 21,1 кг продукта, содержащего 0,5 мас.% изобутилена и 2,6 мас.% метанола;
из куба реактора выводится 7,0 кг продукта, содержащего: 0,4 мас.% углеводородов С4, 1,2 мас. % метанола, 98,0 мас.% МТБЭ, 0,2 мас.% ТМК, 0,2 мас.% димеров изобутилена.
Конверсия изобутилена 97,8%.
Селективность по МТБЭ 99,4%.
Через 5000 ч работы:
из верхней части реактора выводится 21,3 кг продукта, содержащего 0,9 мас.% изобутилена и 3,0 мас.% метанола, 98,4 мас.% МТБЭ, 0,4 мас.% ТМК, 0,3 мас.% димеров изобутилена.
Конверсия изобутилена 95,7%.
Селективность по МТБЭ 98,9%.
Через 8000 ч работы:
из верхней части реактора выводится 21,5 кг продукта, содержащего 2,0 мас.% изобутилена и 2,8 мас.% метанола;
из куба реактора выводится 6,6 кг продукта, содержащего 0,4 мас.% углеводородов С4, 3,5 мас.% метанола, 94,8 мас.% МТБЭ, 0,4 мас.% ТМК, 0,9 мас.% димеров изобутилена.
Конверсия изобутилена 90,4%.
Селективность по МТБЭ 97,9%.
В условиях, аналогичных условиям примера 1, предлагаемый способ осуществлялся с использованием различных изоолефинов и спиртов. Дополнительные условия и результаты проведенных испытаний приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2008304C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1993 |
|
RU2076093C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭФИРОВ | 1993 |
|
RU2063396C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВОГО ЭФИРА | 1993 |
|
RU2076092C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1992 |
|
RU2068838C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1995 |
|
RU2103255C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1990 |
|
SU1815954A1 |
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТИЧНЫХ ОЛЕФИНОВ C-C | 1992 |
|
RU2005710C1 |
| АППАРАТ ДЛЯ ПРОТИВОТОЧНОГО КОНТАКТИРОВАНИЯ ЖИДКОСТИ И ГАЗА | 1992 |
|
RU2035989C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТИЧНЫХ ОЛЕФИНОВ C-C | 1992 |
|
RU2005709C1 |
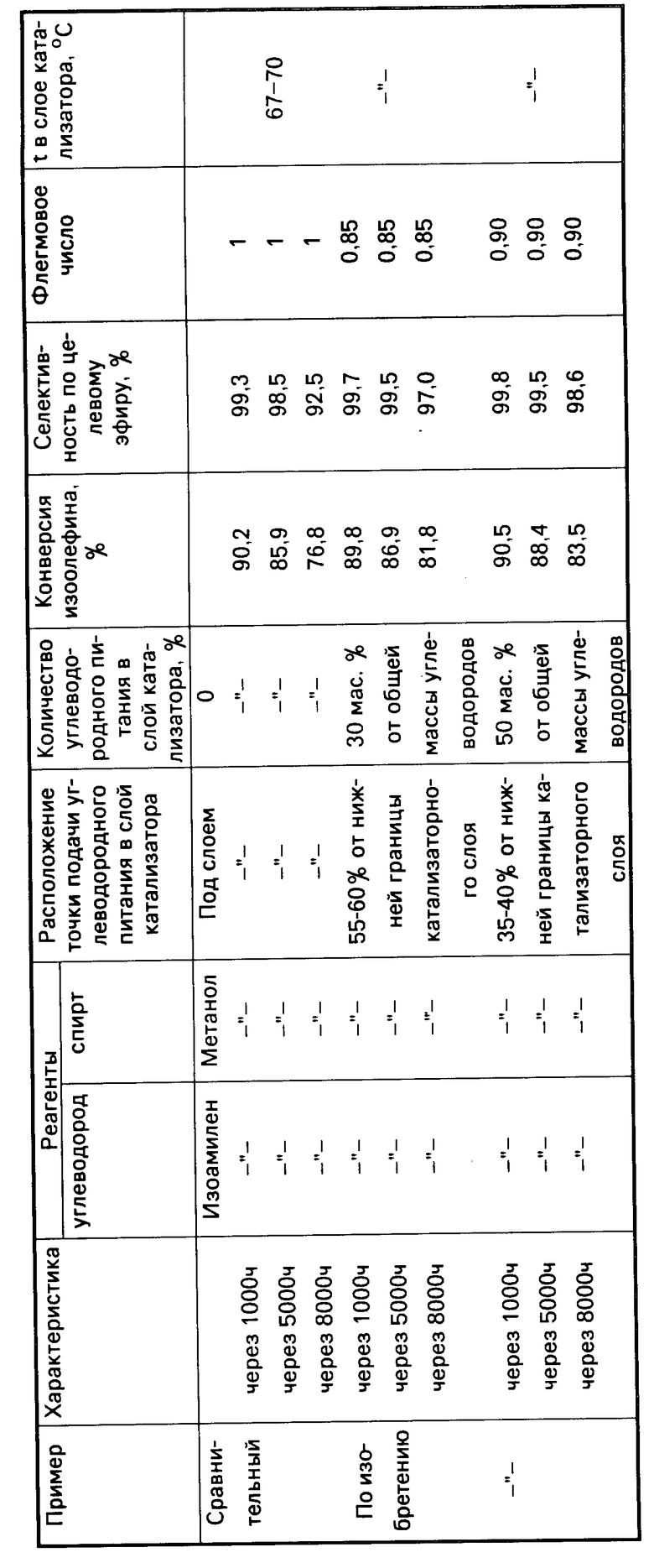
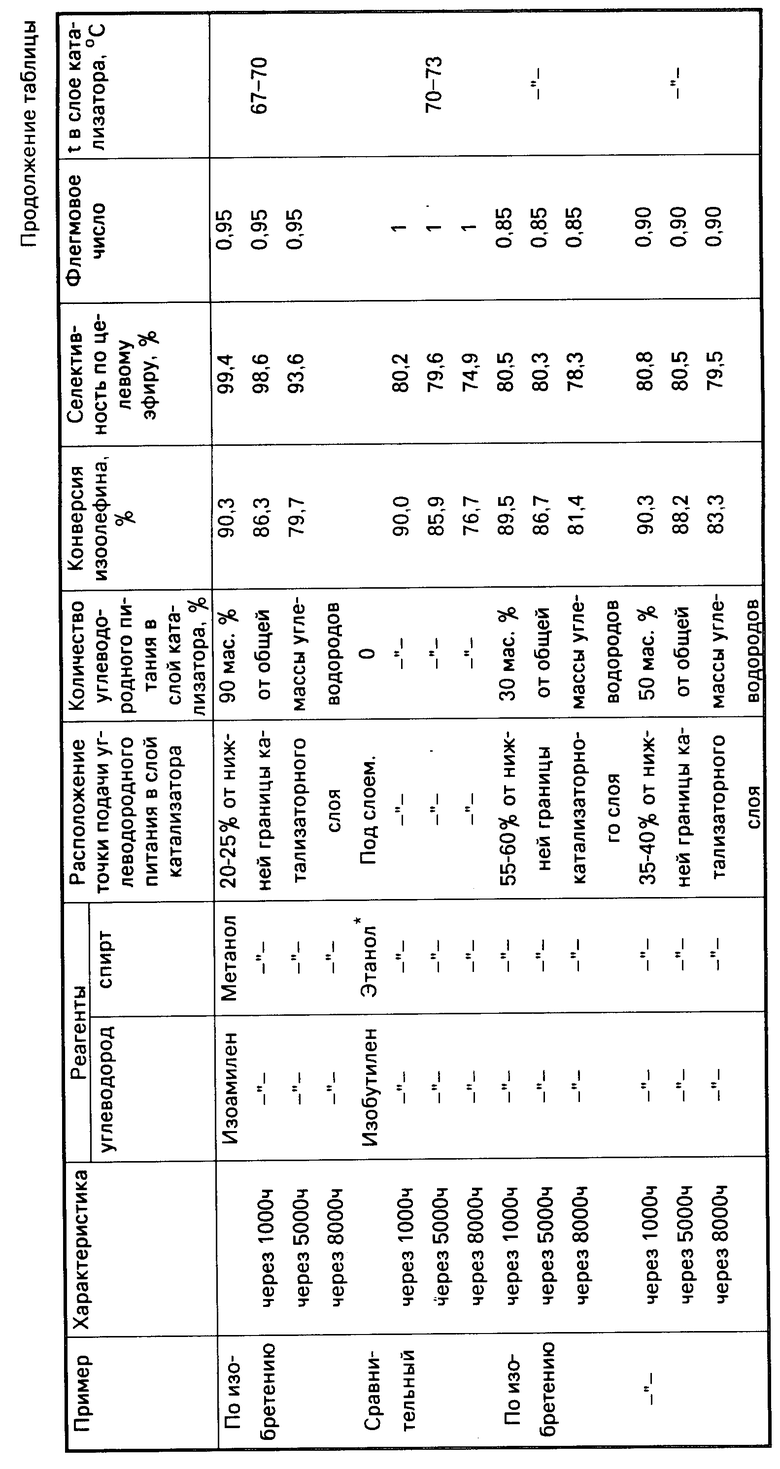
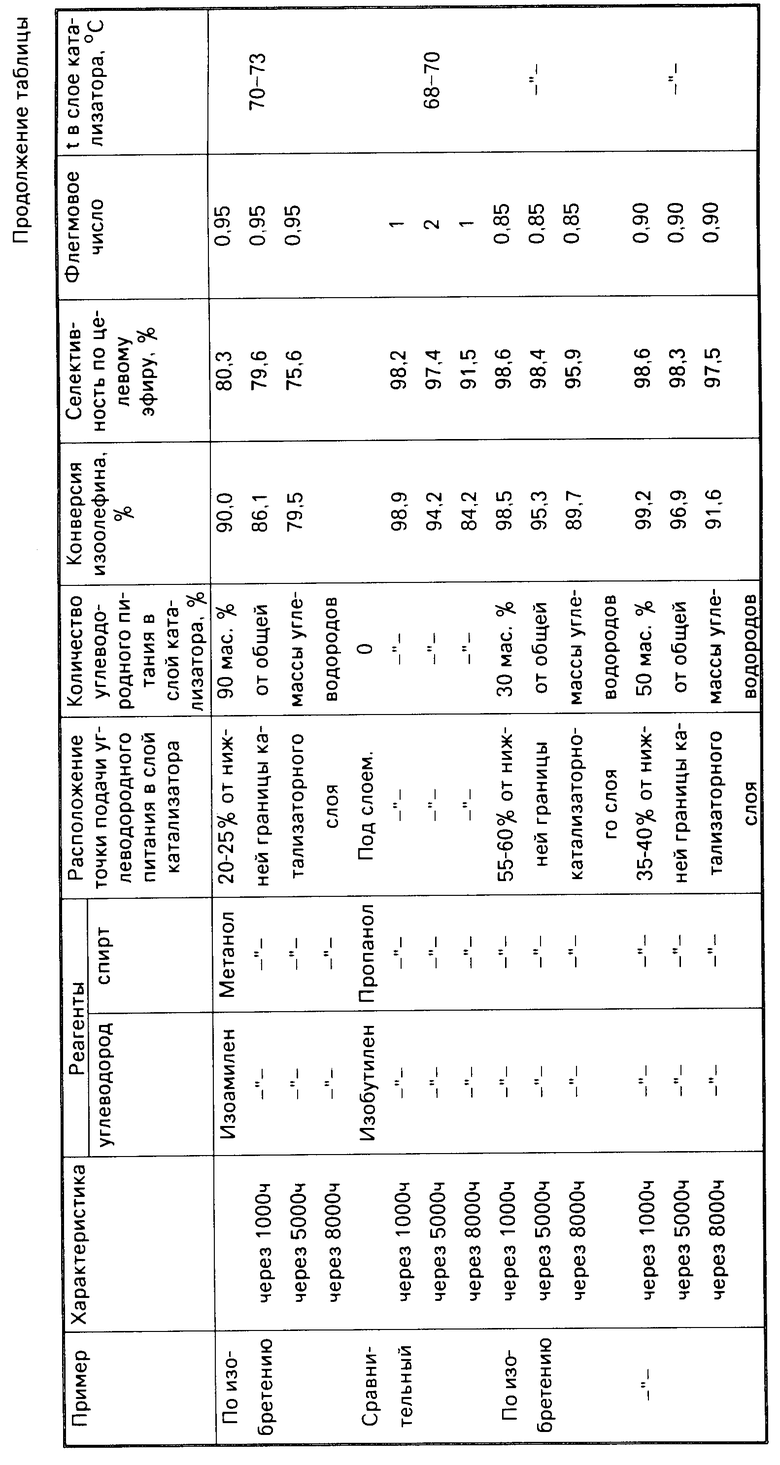
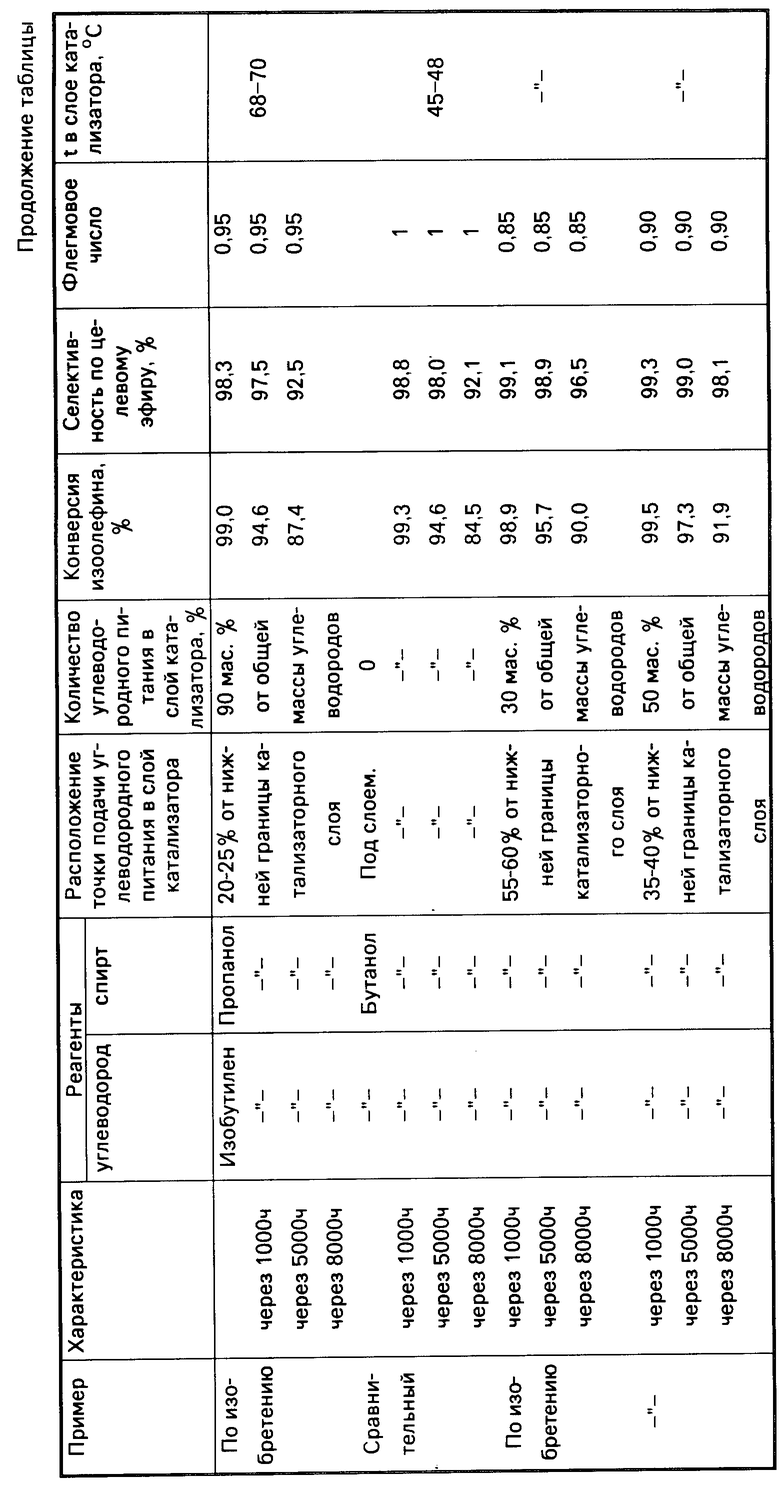
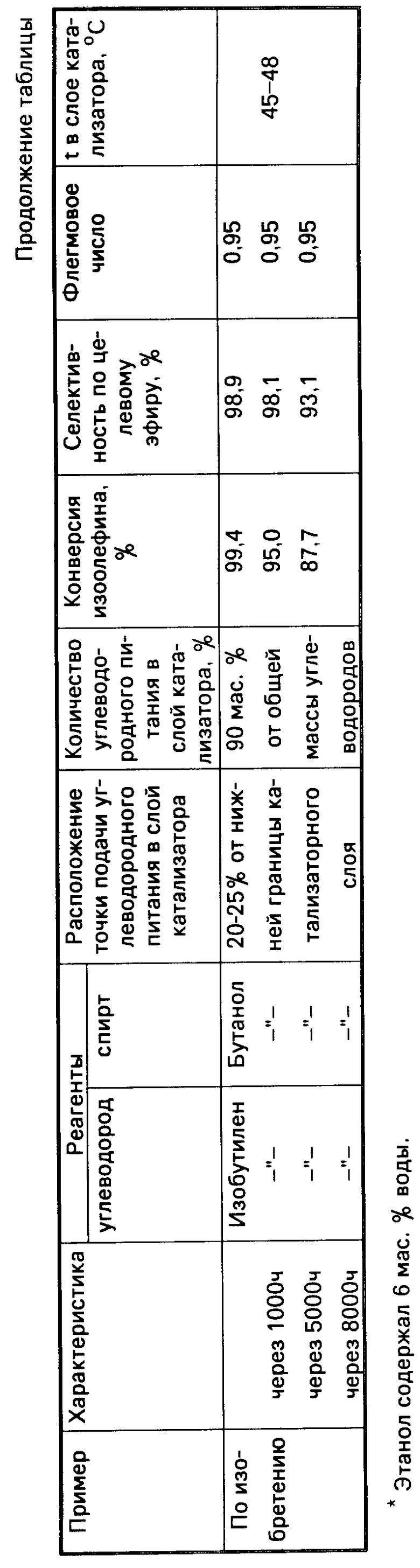
Сущность изобретения: продукт - алкил-трет-алкиловые эфиры получают взаимодействием углеводородной фракции, содержащей C4-C5 изоолефины с C3-C4 спиртом в присутствии ионитного катализатора при повышенных температуре и давлении, осуществляемом в аппарате, включающем реакционную и верхнюю и нижнюю ректификационные зоны, при подаче изоолефиновой фракции в жидкой фазе в верхнюю часть нижней ректификационной зоны, при этом 30 - 90 мас.% от общего количества изоолефиновой фракции подают в реакционную зону на высоту 20 - 60% высоты слоя катализатора при 30 - 50°С. Характеристика: снижение энергозатрат, повышение выхода за счет стабильной работы катализатора. 1 з.п. ф-лы, 1 табл.
| Способ получения метил-третобутилового эфира | 1976 |
|
SU918290A1 |
| Павлов С.Ю | |||
| Выделение и очистка мономеров для синтетического каучука, Л.: Химия, 1987, с.139. | |||
